Изобретение относится к кузнечно-прессовому машиностроению, а именно к устройствам, предназначенным для штамповки деталей типа стакан с фланцем. Целью изобретения является расширение технологических возможностей путем снижения усилия штамповки. На фиг. 1 изображено устройство для штамповки деталей типа стакан с фланцем в начальный момент формообразования детали; на фиг. 2 - то же, по окончании формообразования детали. Устройство содержит полый формующий пуансон 1, закрепленную на опорной плите 2 соосно формующему пуансону 1 матрицу 3 с подвижной опорой 4 и основанием 5, установленной в подвижной опоре 4 концентрично матрице 3 с возможностью возвратно-поступательного осевого перемещения контрпуансон 6, сферодвижный механизм 7 (показан условно), связанный с формующим пуансоном 1, закрепленную на опорной плите 2 дополнительную опору 8, при этом на контрпуансоне 6 выполнен сочлененный с дополнительной опорой бурт 9, контрпуансон 6 выполнен длиной, превышающей общую длину подвижной опоры 4 и основания 5, а формующий пуансон выполнен с внутренней конической поверхностью с углом наклона образующей оС, равным углу наклона У оси сферодвижного механизма 7. Матрица 3 закреплена на плите. 2 прижимным кольцом 10 и болтами 11, внутри основания 5 размеш,ены выталкиватели 12, а внутри плиты 2 - толкатель 13. Устройство работает следующим образом. В исходном положении заготовку 14 укладывают на контрпуансон 6. Пуансон 1 опускается вниз и обкатывается по фланцевой части заготовки 14, намечая полость стакана 15. В этот момент усилие штамповки воспринимает контрпуансон 6, опирающийся на опору 8, что разгружает привод толкателя 13. Металл из фланцевой части заготовки 14 течет в наметившийся зазор S между пуансоном I и контрпуансоном б, причем силы трения в очаге пластической деформации стремятся увлечь контрпуансон 6 вверх. В этот момент начинает работать привод толкателя 13, толкатель 13 перемещается вверх. Контрпуансон 6 при этом, перемещаясь в направлении течения металла в зону стенки стакана, способствует снижению удельных нагрузок на пуансон 1. Процесс формообразования заканчивается после оформления требуемой толщины фланца стакана 15. Пуансон 1 поднимается, толкатель 13 опускается, отштампованный стакан 15 удаляется из матрицы 3 и снимается с контрпуансона 6 подвижной опорой 4 посредством выталкивателей 12. Выталкиватели 12 после этого вместе с подвижной опорой 4 опускаются, а отштампованный стакан удаляется из зоны штамповки. Предлагаемое устройство позволяет снизить усилие щтамповки, что обеспечивает возможность изготовления деталей типа стакан с фланцами из высокопрочных материалов. Формула изобретения Устройство для щтамповки деталей типа стакан с фланцем, содержащее полый формующий пуансон, закрепленную на опорной плите соосно формующему пуансону матрицу с подвижной опорой, и основанием, а также установленный в подвижной опоре концентрично матрице с возможностью возвратно-поступательного осевого перемещения контрпуансон, отличающееся тем, что, с целью расширения технологических возможностей путем снижения усилия штамповки, оно снабжено сферодвижным механизмом, связанным с формующим пуансоном, и закрепленной на опорной плите дополнительной опорой, на контрпуансоне выполнен сочлененный с дополнительной опорой бурт, контрпуансон выполнен длиной, превышающей общую длину подвижной опоры и основания, формующий пуансон выполнен с внутренней конической поверхностью с углом нак;1она образующей, равным углу наклона оси сферодвижного механизма.
сх /
cpus.Z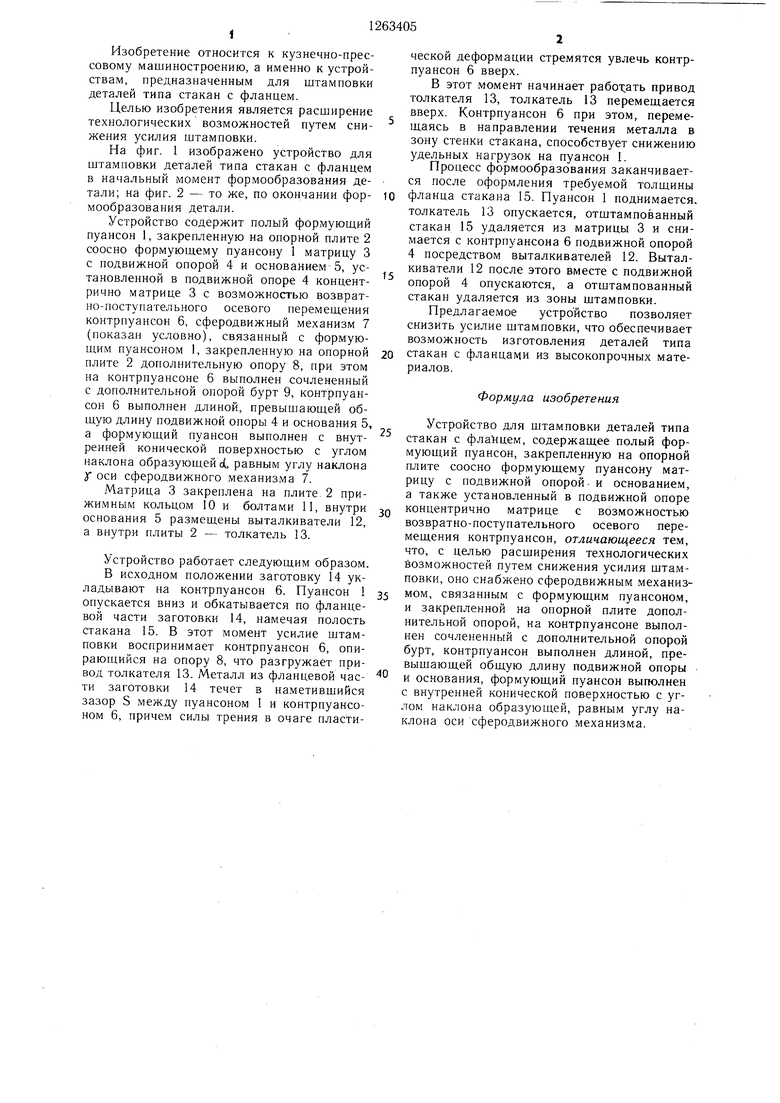
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для холодной штамповки | 1986 |
|
SU1323165A1 |
| Штамп для объемной закрытой штамповки | 1987 |
|
SU1438907A1 |
| Устройство для изготовления деталей типа стакана с фланцем | 1987 |
|
SU1581456A1 |
| Комбинированный штамп для изготовления деталей из листовых заготовок | 1982 |
|
SU1055564A1 |
| Штамп для объемной штамповки полых изделий выдавливанием со сквозной прошивкой | 1985 |
|
SU1389925A1 |
| Машина для сферодвижной штамповки | 1978 |
|
SU764793A1 |
| Штамп для выдавливания заготовок | 1989 |
|
SU1736669A1 |
| Штамп-автомат для выдавливания деталей с фланцами | 1985 |
|
SU1230736A1 |
| Устройство для сферодвижной штамповки | 1986 |
|
SU1375382A1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЗАГОТОВОК ОБКАТЫВАНИЕМ | 1991 |
|
RU2021059C1 |
Изобретение позволяет расширить технологические возможности оборудования для штамповки деталей типа стакан с фланцем путем снижения усилия штамповки. Устройство содержит полый формующий пуансон 1, закрепленную на опорной плите 2 матрицу 3 с подвижной опорой 4 и основанием 5, установленный в подвижной опоре контрпуансон 6, сферодвижный механизм 7, дополнительную опору 8, при этом на контрпуансоне выполнен бурт 9, формующий пуансон выполнен с внутренней конической поверхностью с углом наклона образующей, равным углу наклона оси сферодвижного механизма. В начальный момент работы устройства усилие штамповки воспринимает выступающая часть контрпуансона 6, опирающегося на дополнительную опору 8, что разгружает привод контрпуансона, металл течет в зазор между формующим пуансоном и контрпуансоном. В этот моQ S мент контрпуансон начинает перемещаться от привода вверх, что способствует сниже(Л нию удельных нагрузок на формующий пуансон 1. 2 ил. ю О) СлЭ 4 О ел
| Лаптев Д | |||
| В | |||
| Исследование и применение нового процесса штамповки деталей типа втулок с фланцами | |||
| - Технология и оборудование кузнечно-штамповочного производства, М., ВИНИТИ, 1983, № 12, с | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
