Jlik Од
00
со
11438907
Изобретение относится к обработке металлов давлением и может быть-использовано для получения деталей с широкими фланцами изотермической штам повкой в закрытых штампах.
Цель изобретения - расширение технологических возможностей и повьшение качества штампуемых деталей с фланцами.
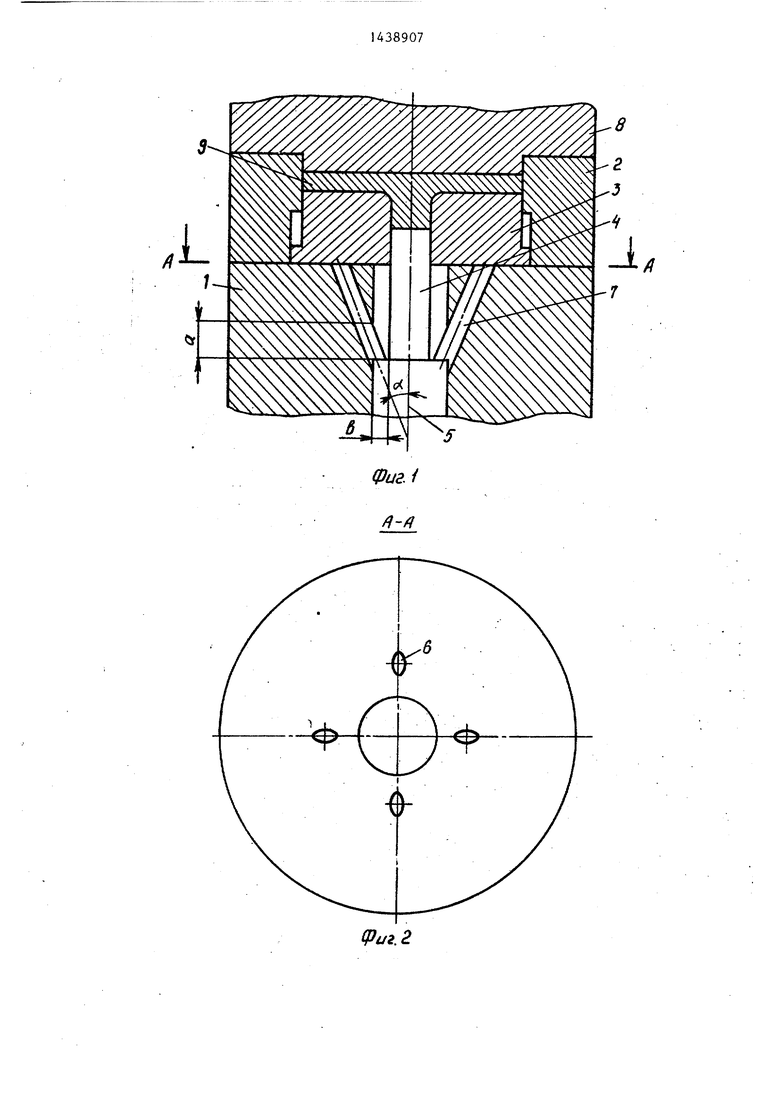
На фиг. показан штамп в момент завершения формообразования детали;
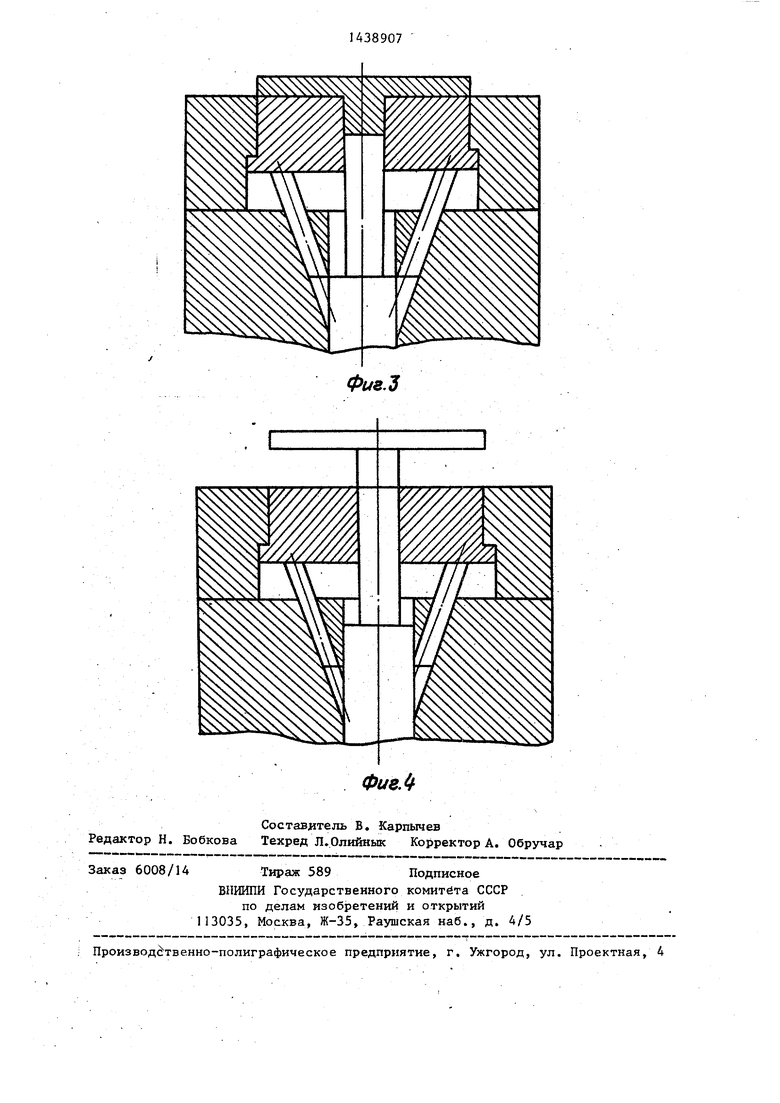
ра 2, выходят из контакта со штоком 5 (фиг. 3), а матрица 3 своим буртом -: входит в контакт с опорной поверхно- стью контейнера 2. При дальнейшем движении штока 5.вверх, выталкивателем -4 готовая деталь удаляется из .полости матрицы 3 (фиг. 4).
Использование изобретения расширя- 10 ет технологические возможности за счет использования его при штамповке деталей, у которых площадь боковой
на фиг. 2 - сечение А-А на фиг. 1; на поверхности фланца больше площади бо- фиг. 3 - штамп в момент выхода матри- ковой поверхности выдавливаемой части цы с деталью из контейнера; на фиг. 4-15 детали, и улучшает качество деталей то же, в момент полного освобождения за счет исключения коробления фланца детали.
Штамп содержит плиту I, смонтиро- ванный на ней контейнер 2, по внутрен нему контуру которого установлена 20 матрица 3.,, имеющая в нижней части бурт с опорной поверхностью. В. контей нере 2 выполнена ответная опорная поверхность, ограничивающая осевое перемещение матрицы 3. В донной части 25 ащий пуансон, контейнер с установ- матрицы 3 расположен выталкиватель 4, ленной в нем с возможностью осевого опирающийся на шток 5. В плите 1 выполнены наклонные направляющие 6, в которых размещены подвижные толкатели
7. Формообразующим элементом является 30 отверстии плиты штоком, о т л и - пуансон 8. Кроме того, обозначена го- чающийся тем, что, с целью товая отштампованная деталь 9. расширения технологических возможно- Штамп работает следующим образом. стей и повьшения качества деталей. Исходную заготовку укладывают в кон- jj снабжен подвижными толкателями, тейнер 2. При рабочем ходе пуансона 8 размещенньии в Вьтолненных под них в происходит формообразование вьщавлива- плите наклонных направляющих с воз- емой части и фланца детали 9. После возвращения пуансона 8 вверх происходит удаление отштампованной детали 9 из полости матрицы 3 и конвейера 2, 40 осуществляемое- следуюш м образом. При движении вверх шток 5 посредством выталкивателя 4 и подвижньк толкателей 7, перемещающихся в наклонных направляющих 6, одновременно воздействует g
при неравномерном нанесении смазочного материала на поверхности полостей матрицы и контейнера.
Форму-па изобретения
1. Штамп для объемной закрытой штамповки деталей с фланцем, содерперемещения матрицей, плиту и выталкиватель, установленный с возможностью взаимодействия с расположенным
можностью взаимодействия одними концами с матрицей, а другими - со штоком, при этом оси толкателей располо жены по образующей геометрической конической поверхности, обращенной вершиной в сторону, противоположную матрице. ;. 2. Штамп поп.1, отличана отштампованную деталь 9 и на донную часть матрицы 3 соответственно, принуждая их совместно перемещаться в осевом направлении вверх. При этом подвижные толкатели 7 перемещаясь в наклонных направляющих 6 в мо,мент удаления заготовки из полости конвейе
50
ю щ и и с я тем, что величина хода подвижных толкателей по вертикали меньше величины хода матрицы и равна а Ь Х. tgo( , где b - ширина зоны перекрытия контактных поверхностей подвижного толкателя и штока, с - угол между осью подвижного толкателя и осью штока.
ра 2, выходят из контакта со штоком 5 (фиг. 3), а матрица 3 своим буртом : входит в контакт с опорной поверхно- стью контейнера 2. При дальнейшем движении штока 5.вверх, выталкивателем -4 готовая деталь удаляется из .полости матрицы 3 (фиг. 4).
Использование изобретения расширя- ет технологические возможности за счет использования его при штамповке деталей, у которых площадь боковой
поверхности фланца больше площади бо- ковой поверхности выдавливаемой части детали, и улучшает качество деталей за счет исключения коробления фланца
поверхности фланца больше площади бо- ковой поверхности выдавливаемой части детали, и улучшает качество деталей за счет исключения коробления фланца
ащий пуансон, контейнер с установ- ленной в нем с возможностью осевого
при неравномерном нанесении смазочного материала на поверхности полостей матрицы и контейнера.
Форму-па изобретения
1. Штамп для объемной закрытой штамповки деталей с фланцем, содер ащий пуансон, контейнер с установ- ленной в нем с возможностью осевого
отверстии плиты штоком, о т л и - чающийся тем, что, с целью расширения технологических возможно- стей и повьшения качества деталей. jj снабжен подвижными толкателями, размещенньии в Вьтолненных под них в плите наклонных направляющих с воз-
перемещения матрицей, плиту и выталкиватель, установленный с возможностью взаимодействия с расположенным
отверстии плиты штоком, о т л и - чающийся тем, что, с целью расширения технологических возможно- стей и повьшения качества деталей. jj снабжен подвижными толкателями, размещенньии в Вьтолненных под них в плите наклонных направляющих с воз-
можностью взаимодействия одними концами с матрицей, а другими - со штоком, при этом оси толкателей располо жены по образующей геометрической конической поверхности, обращенной вершиной в сторону, противоположную матрице. ;. 2. Штамп поп.1, отлича отверстии плиты штоком, о т л и - чающийся тем, что, с целью расширения технологических возможно- стей и повьшения качества деталей. jj снабжен подвижными толкателями, размещенньии в Вьтолненных под них в плите наклонных направляющих с воз-
ю щ и и с я тем, что величина хода подвижных толкателей по вертикали меньше величины хода матрицы и равна а Ь Х. tgo( , где b - ширина зоны перекрытия контактных поверхностей подвижного толкателя и штока, с - угол между осью подвижного толкателя и осью штока.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| Штамп для штамповки деталей | 1987 |
|
SU1447496A1 |
| Устройство для съема @ -образных изделий с гибочного пуансона | 1984 |
|
SU1187903A1 |
| Штамп для объемной штамповки | 1986 |
|
SU1360866A1 |
| Способ изготовления ступенчатыхдЕТАлЕй | 1979 |
|
SU821014A1 |
| Штамп для вытяжки полых изделий | 1979 |
|
SU845971A1 |
| Штамп для объемной штамповки деталей | 1988 |
|
SU1537347A1 |
| Штамп для штамповки выдавливанием | 1981 |
|
SU1006026A1 |
| Устройство для получения полых деталей с внутренним фланцем из трубчатых заготовок | 1991 |
|
SU1796338A1 |
| Штамп для получения заготовок изделий с полостями | 1990 |
|
SU1801703A1 |
Изобретение относится к обработке металлов давлением, а именно к конструкциям штампов для объемной закрытой штамповки деталей с фланцем. Цель изобретения - расширение технологических возможностей и повьш1ение качества деталей. Штамп имеет подвижные толкатели, размещенные в вьтол- ненных под них в плите наклонных направляющих с возможностью взаимодействия одними концами с матрицей, а другими - со штоком. Оси толкателей расположены наклонно к оси давления штампа. Величина хода подвижных тол- . кателей по вертикали меньше величины хода матрицы. Удаление готовой детали производится при перемещении тол- кателей вверх. Они выходях из контакта со штоком. Матрица входит в контакт с опорной поверхностью контейнера. Готовая деталь удаляется из поло- сти матрицы выталкивателем. 1 з.п. Ш ф-лы, 4 ил. сл
27г/г/ -/
(Pui.2
Фиг,д
| Штамп для объемной закрытой штамповки | 1980 |
|
SU940994A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
