Изобретение относится к обработке метал лов давлением и может быть использовано при исследовании процесса заковки осевой рыхлости слитка, возникающей при кристаллизации.
Целью изобретения является повышение достоверности моделирования.
Сущность изобретения состоит в том, что полость, имитирующая дефект, выполнена со сферическими торцами. Это позволяет более правильно моделировать осевую рыхлость, так как зона осевой рыхлости представляет форму тела с гладкой поверхностью. Полость модели заполнена гр,анулами из материала модели, что позволяет более просто и точно моделировать .усадочные пустоты, составляющие осевую рыхлость и имеющие совокупный объем 2-5% от объема тела слихка. Соотношение между объемом модели V, объемом полости VP, средним объемом одной гранулы Vo и количеством гранул Кгр, заполняющих полость, определяется формулой
Kr,.,
Vo
где ,02-0,05 - объемная доля искусственных пустот в объеме модели.
На чертеже, изображена модель слитка.
Модель слитка состоит из цилиндрического корпуса 1, в котором выполнена глухая осевая полость 2, заполненная гранулами из материала модели слитка, и крыщки 3. Крыщка прикреплена сплавом Вуда, если используется модельный свинцово-сурьмянистый сплав, или сваркой боковых кромок корпуса 1 и крышки 3, если используется натурный материал (сталь).
Исследование заковки осевой рыхлости на модели слитка производят следующим образом.
Модель изготавливают с относительными размерами, Ho/Dc относительной высотой осевой рыхлости hn/Ho, относительным диаметром рыхлости dn/Dc и относительной высотой плотного металла над осевой рыхлостью Ьв/Но, соответствующими относительным размерам натурного кузнечного слитка, где Но - высота модели; Dc (Di + D2)/2 - средний диаметр; Ь„ - высота глухой цилиндрической полости; dn - диаметр полости, Ьв - размер, соответствующий высоте зоны плотного металла над осевой рыхлостью. Конусность модели равна конусности слитка. Модель слитка деформируют по исследуемым режимам, при этом плотность ее непрерывно меняется. Плотность определяют методом гидростатического взвешивания образца в дистиллированной воде. По изменению плотности модели определяют степень заковки осевой рыхлости.
Изобретение позволяет повысить достоверность моделирования заковки рыхлости за счет более корректных формы и величины усадочной рыхлости, упростить обработку результатов эксперимента.
Формула изобретения
Модель слитка для исследования процесса заковки осевой рыхлости, выполненная с глухой полостью, имитирующей дефектную
зону, боковая поверхность которой образована поверхностью кругового цилиндра, отличающаяся тем, что, с целью повыщения достоверности результатов моделирования, участки поверхности глухой цилиндрической полости со стороны ее торцов выполнены
в виде участков сферических тел, а полость заполнена гранулами из материала модели слитка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Изложница для слитков | 1979 |
|
SU900947A1 |
| Способ изготовления поковок для изделий, имеющих осевое отверстие | 1957 |
|
SU114071A1 |
| Способ проведения испытаний моделей судов в ледовом опытном бассейне | 2023 |
|
RU2811173C1 |
| Способ проведения испытаний моделей судов в ледовом бассейне с регулировкой приведенной толщины модельного льда | 2024 |
|
RU2841427C1 |
| Изложница | 1983 |
|
SU1110539A1 |
| Способ получения слитков без прибыльной части | 1989 |
|
SU1729684A1 |
| СПОСОБ КОВКИ КУЗНЕЧНЫХ СЛИТКОВ | 1992 |
|
RU2006327C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКОВОК ТИПА ДИСКОВ | 2009 |
|
RU2412018C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС ИЗ НЕПРЕРЫВНОЛИТОГО СЛИТКА | 1998 |
|
RU2139768C1 |
| Устройство для получения слитка | 1987 |
|
SU1507521A1 |
Изобретение относится к обработке металлов давлением, в частности к ковке крупных слитков, и позволяет повысить достоверность моделирования заковки осевой рыхлости за счет более корректных формы и величины усадочной рыхлости, упростить обработку результатов эксперимента. Модель слитка состоит из корпуса 1 и крышки 3. В модели выполнена глухая полость с боковой поверхностью, образованной поверхностью кругового цилиндра, и с поверхностью торцов в виде участков сферических тел. Полость модели заполнена гранулами из материала модели. Модель слитка деформируют и измеряют ее плотность методом гидростатического взвешивания Б дистиллированной воде. По изменению платности модели определяют степень заковки осевой рыхлости. I ил. (Л ю О5 оо 4;: сд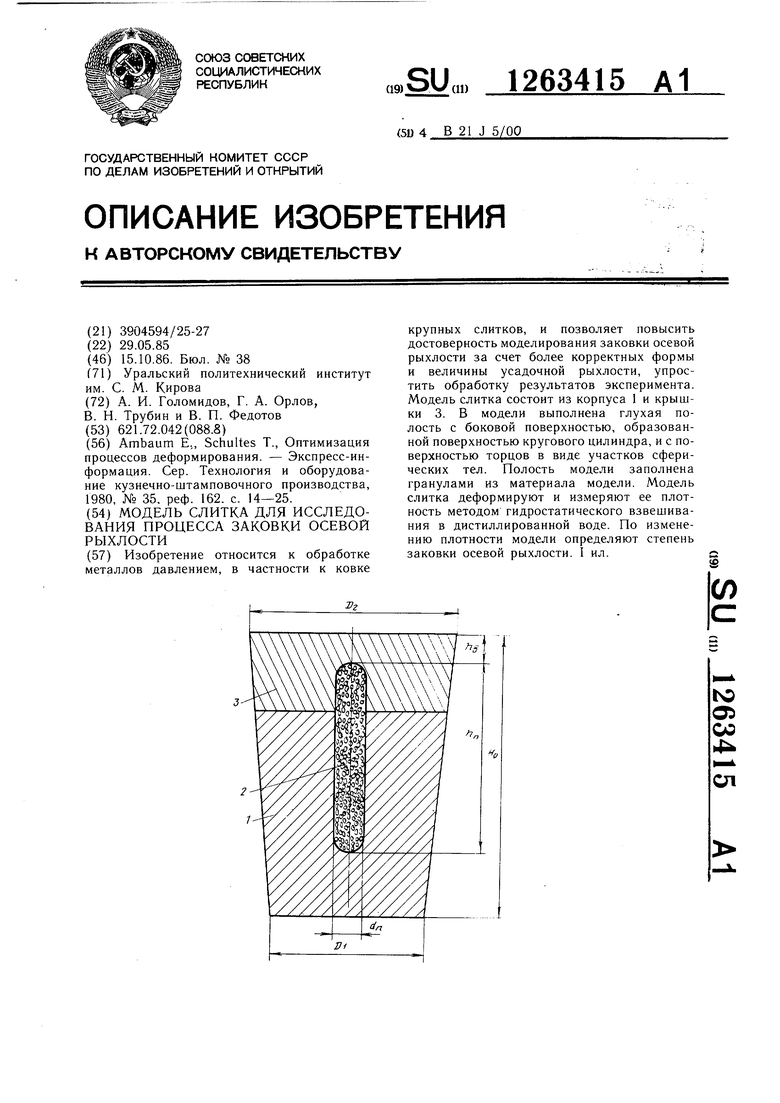
| Ambaum Е.,, Schultes Т., Оптимизация процессов деформирования | |||
| - Экспресс-информация | |||
| Сер | |||
| Технология и оборудование кузнечно-штамповочного производства, 1980, № 35 | |||
| реф | |||
| Деревянное стыковое скрепление | 1920 |
|
SU162A1 |
| с | |||
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
