резца с деталью определяемая рабочим ходом / невелика.
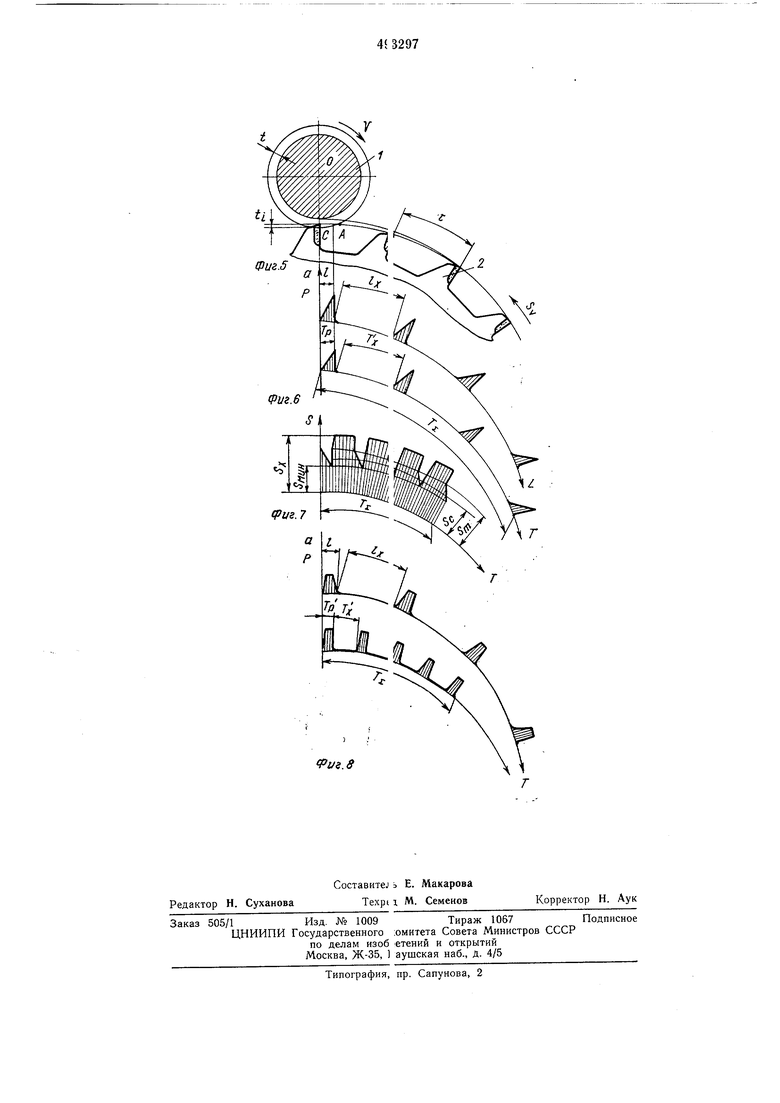
Чтобы, например, при постоянной ширине среза равномерно распределить толщину среза а и силу резания Р, инструменту по предлагаемому способу сообщают в зоне контакта резцов с деталью ускоренную подачу переменной величины от мииимального значения 5м1ш. в начальный момент резания (на 1 обороте точка Л) до максимального - 5макс. в момент выхода резца из зоны резания (точка С).
Закономерность увеличения подачи S соответствует обратному закону убывания толщины среза. При переменной ширине среза закономерность измерения подачи меняется из условия постоянства силы резания.
Средняя величина подачи 5с на участках резания превышает в 1,5-1,7 раза постоянную подачу S const при обычном точении за счет более плотного распределения сил резания на рабочем участке. При этом максимальная сила резания Рт и толщина среза Am, по которым обычно выбирается постоянная подача, остаются такими же, как и при работе с постоянной подачей (фиг. 2, 4, 6, 8). Изменение подачи 5 на рабочем участке осуществляется с помощью известной системы автоматического регулирования.
На участках холостого хода инструменту сообщают ускоренную подачу Sx, превышающую максимальную рабочую подачи Sm (фиг. 5, 7). В результате сокращается время холостого хода при одном и том же шаге г между резцами (фиг. 4, 8). Суммарное время работы Га группы резцов с регулируемой подачей в два с лишним раза меньше времени работы Т резцов с постоянной подачей.
Вместе с тем, уменьшается доля холостого хода TX в общем балансе времени.
Из-за инерции системы автоматического регулирования величины силы резания и подачи имеют пладаные переходы от «уля до максимума.
Способ также применим для тангенциальной обточки внутренних поверхностей.
Предмет изобретения
Способ тангенциального точения миоголезвийным инструментом с прямолинейной или круговой подачей, отличающийся тем, что, с целью создания благоприятных условий резания и повыщения производительности, инструменту в зоне контакта резцов с деталью сообщают переменную скорость подачи, выравнивающую сечение среза и усилие резания, а в промежутках между работой отдельных резцов - ускоренный ход путем использования системы автоматического регулирования.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ тангенциального точения | 1985 |
|
SU1373471A1 |
| Способ поштучного точения торцевых и фасонных поверхностей | 1978 |
|
SU764848A1 |
| Способ тангенциального точения | 1985 |
|
SU1263427A1 |
| ПЛТП-ГГНО- .. уМосковское высшее техническое училище им. Баума!^а' ' - л^!й^':1С!;'АЯкик THOTFIfA | 1970 |
|
SU263372A1 |
| СПОСОБ ВИБРАЦИОННОГО РЕЗАНИЯ И ВИБРАЦИОННЫЙ РЕЗЕЦ | 2005 |
|
RU2281187C1 |
| Виброгасящий резец | 1982 |
|
SU1087261A1 |
| Способ обработки деталей на станках с программным управлением и адаптивной системой регулирования режимов резания | 1973 |
|
SU473592A1 |
| СПОСОБ ВИБРАЦИОННОГО РЕЗАНИЯ И ВИБРАЦИОННЫЙ РЕЗЕЦ | 2007 |
|
RU2356700C1 |
| ИЗМЕРИТЕЛЬНО-ВЫЧИСЛИТЕЛЬНЫЙ ФОТОТЕНЗОМЕТРИЧЕСКИЙ КОМПЛЕКС ДЛЯ РЕГИСТРАЦИИ ХАРАКТЕРИСТИК БЫСТРОПРОТЕКАЮЩИХ ПРОЦЕССОВ | 2004 |
|
RU2277036C1 |
| ФОТОТЕНЗОМЕТРИЧЕСКИЙ СПОСОБ ИЗМЕРЕНИЯ ХАРАКТЕРИСТИК БЫСТРОПРОТЕКАЮЩИХ ПРОЦЕССОВ | 2004 |
|
RU2277037C1 |

«
fPus.S
