Известны устройства для обработки юлицсвых валов осз снятия стружки проталккваинем заготовки в ролкках, радиально устанозлеины.ч 3 кольцсБом корпусе.
Оссбсиность предлагаемого устрсйства заключается в том, что, с целью рег Л11рования расстояния :eждy ро;;1;ка.1И, последние распол;)жены па ползунах, упирающихся в устаиозленное на корнусе устройства кольцо с имсчощихнся на нем кулачками, отжимающими ползуны при повороте кольца на корпусе.
Такая конструкция устройства для накаткн нляцевых делает его в i3BOCTHOii степени универсальнь М, т. о. пригэд1 ым обработки шлицезых валов различных диаметров. При. зтом различных junoразмеров палов, которые могут быть обработаны с помощью устройства, огра.гичивается лишь диапазоном регулпрова; ия последнего.
Описывае.мое устройство может ири.-.;еаяться, во-первых, для выдачЛ1 ва1;ия профильных канавок на различных 1илицевых валах в холодно:-; состоянии и,во-вторых, для-кал;1брова1-:ия предварительно фрезерованных или строганных проф.ильных канавок, с целью их упрочнения и повьниеи-ия чистоты поверхности. Форма сечения изделия, получаемого npii ПОМОН1И описываемого устройства, целиком зависит от формы накатных роликов, нридаю дих изделию тот или ино;1 профиль.
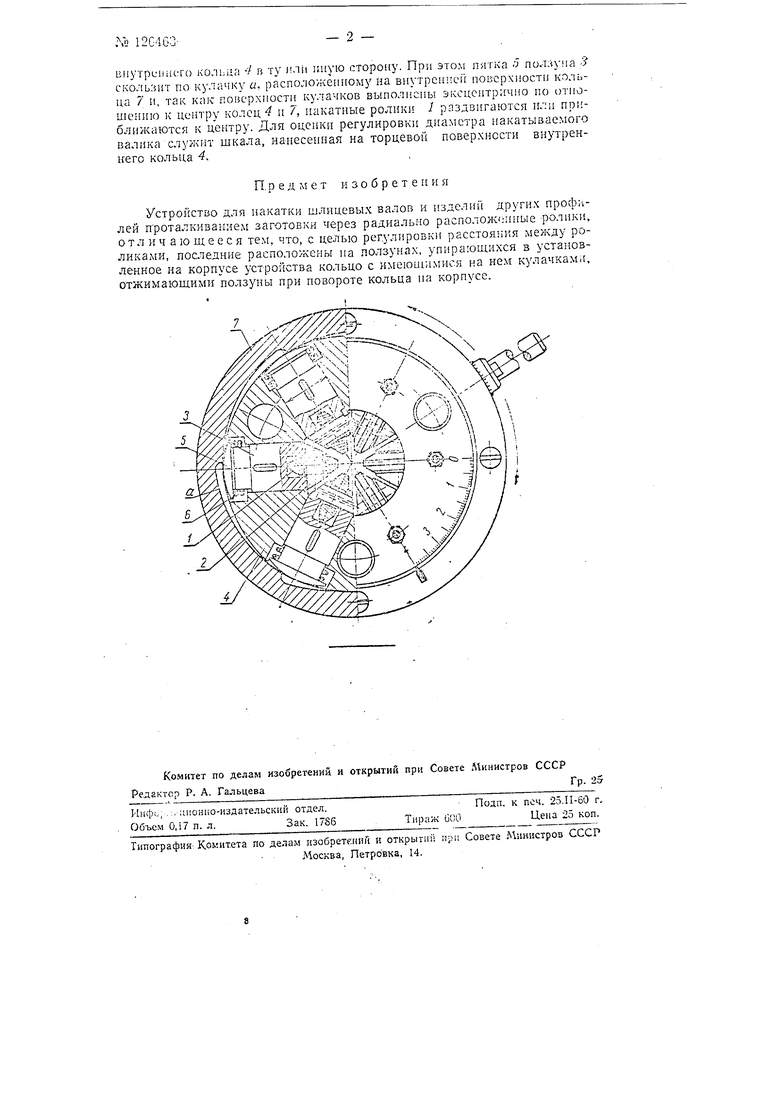
На чертеже схематически показано устройство для накатки шлицоВ1 х валов, частичный разрез.
гЬмкатные ролики / свободно посажены на оси 2 в цилиндричесхих нолзунах 3, которые расположе; ы в сквозных радиальн ых отверсти;1Х, расточенных во внутреннем цил :ндpнчecкo { кольце -.К ь;п;i;м: :y каждого ползун ;- 3 прикреплена опорная пятка 5. Кажд.::: по:1зун под деГ стьием пружины 6 прижимаете; к внутренней поворлкости нар жного кольца 7. Регулирование пе, .,.:;п.ы диаметра накатываемого валика осуществляется поворотом каружно о кольца 7 относительно
Biiyrpcjiiiiero кольца -f п ту или и,иую сторону. При этом пятка л пол;П 1а 5 скользит по кулачку и, расположенному на внутренне повсрхности 7 н, так как поверхности ку.чачков выполнены эксцентрично по отношению к центру колец ц 7, накатные ролик 1 раздвигаются плн приближаются к центру. Для оценки регулировки диаметра накатываемого валика служит шкала, нанесенная на торцевой поверхности внутреннего кольца 4.
П. р е д м е т и з о б р е т е н и я
Устройство для накатки шлицевы.х валов и изделий других профилей проталкиванием заготовки через радиально располож;иные ролики, отличающееся те.м, что, с целью регулировки раестояния между роликами, пос тедние расположены на ползунах, упирающихся в установленное на корпусе устройства кольцо с имеюоглмися на нем кулачкаМ), отжимающими ползуны при повороте кольца на корпусе.
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбонакатная головка для накатывания внутренних резьб | 1959 |
|
SU125459A1 |
| Головка для калибрования резьб накатным роликом | 1959 |
|
SU128269A1 |
| Устройство для холодильного накатывания спиральных канавок на трубе | 1976 |
|
SU654337A1 |
| Станок для продольного накатывания профилей | 1976 |
|
SU768527A1 |
| Машина для накатки кольцевых канавок на трубе-заготовке | 1980 |
|
SU882692A1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКАffin^f" П'(п:"^'-;-М1- I H'UitM иЛу.и:Г '. UD ' | 1972 |
|
SU420372A1 |
| Ротор накатки цилиндрических изделий | 1986 |
|
SU1488081A1 |
| Устройство для определения усилий при накатывании резьбы на автомате типа ролик-сегмент | 1983 |
|
SU1349860A1 |
| Устройство для накатки кольцевых канавок на трубке | 1978 |
|
SU747600A1 |
| Устройство для накатывания резьбы | 1988 |
|
SU1599150A1 |
