Изобретение относится к обработке металлов давлением, а именно к штамповой оснастке для резки строительного, стального, катаного профиля. Известен штамп для резки профильного материала, содержащий закрепленный на верхней плите пуансон с режущей кромкой и две расположенные на нижней плите неподвижные режущие полуматрицы 1. Недостатком штампа является ненадежность его в работе и невысокое качество получаемых заготовок. Наиболее близким техническим решением к предложенному является штамп для резки профильного материала, содержащий закрепленный на верхней плите пуансон с режущей кромкой и две полуматрицы, расположенные на нижней плите 2. Недостатком известного щтампа является невысокое качество получаемых заготовок, так как верхние режущие кромки пуансона не совпадают с нижними кром.,,. ками, что приводит к скалыванию режущих кромок. Целью изобретения является повышение качества получаемых заготовок. Цель достигается тем, что штамп для резки профилей на заготовки, содержащий закрепленный На верхней плите пуансон с режущей кромкой и две полуматрицы, расположенные на нижней плите, снабжен двумя боковыми . ножами и закрепленными на верхней плите пуансон с режущей кромК(эй и две полуматрицы, расположенные на нижней плите, снабжен двумя боковыми ножами и закрепленных на верхней плите по числу боковых ножей клиньями, размещенными с возможностью взаимодействия с боковыми ножами, при этом режущие кромки боковых ножей выполнены С-образной формы, а режущая кромка пуансона выполиена разновысокого зубчатого профиля, угол зубьев которого составляет 65-75°. На чертеже представлен штамп, общий вид. Штамп для резки профилей содержит пуансон 1, закрепленный на верхней плите 2, и два клина 3. Режущая кромка 4 пуансона выполнена разновысокого зубчатого профиля, угол зубьев которого составляет 65-70°. На нижней плите 5 расположены две полуматрицы 6. Для зажима заготовки на нижней плите расположены подвижные боковые ножи 7, режущие кромки 8 ножей выполнены С-образной формы. Боковые ножи 7 размещены с возможностью взаимодействия 3, при этом на боковой поверхности ножей выполнены скосы 9. Для отходов в нижней плите штампа выполнена провальная щель 10. Возврат боковых ножей 7 в исходное положение после резки осуществляется пружиной 11. Штамп работает следующим образом. Профиль 12 устанавливается на режущие полуматрицы 6. Под действием ползуна пресса верхняя плита 2 штампа с закрепленными на ней клиньями 3 и пуансоном 1 опускается вниз. При опускании верхней плиты 2 с клиньями 3 и пуансоном 1 вниз, под действием клиньев 3 перемещаются боковые ножи 7 с режущими кромками С-образной формы, охватывают профиль 12 и перемещаются на величину, равную величине скоса 9 на поверхности боковых ножей 7. При опускании ползуна пресса вначале длинные зубцы 4 пуансона 1 касаются толь поверхности профиля 12, при дальнейшем опускании ползуна пресса зубьев 4 пуансона внедряются в профиль, дробят отход на шесть частей, а боковые стенки профиля, поджатые боковыми ножами 7, разрезаются крайними зубьями пуансона и проталкивают отходы кусочками в провальную щель 10. Во время реза и проталкивания отходов боковые ножи 7 прекращают движение и стоят в одном положении, прижатые к калибруюпХим поверхностям клиньев 3 до конца хода ползуна пресса в нижнюю «мертвую точку. После разрезки профиля ползун криво шипного пресса с верхней плитой 2 штампа поднимается вверх, боковые ножи 7 при помощи пружин 11 возвращаются в исходное положение, разрезанный на две части профиль свободно снимается с полуматриц 6. Затем цикл повторяется. По сравнению с известным предложенный штам позволяет резать профиль сложного контура, а также повысить качество получаемых заготовок.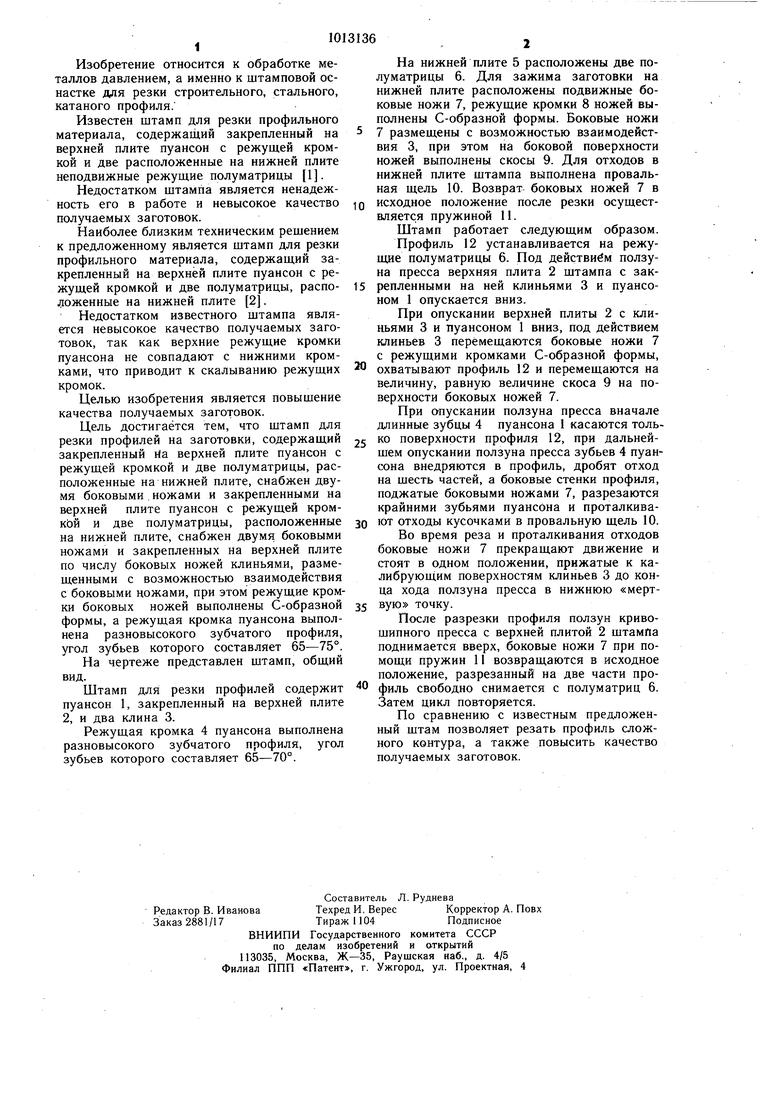
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки швеллеров | 1979 |
|
SU854618A1 |
| ШТАМП ДЛЯ РЕЗКИ ПРОФИЛЬНОГО МАТЕРИАЛА | 1997 |
|
RU2133658C1 |
| ИНСТРУМЕНТ ЛЕТУЧИХ НОЖНИЦ ДЛЯ РАЗДЕЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ | 1998 |
|
RU2149082C1 |
| Штамп для резки П-образных профилей | 1989 |
|
SU1620224A1 |
| Штамп для резки @ -образных профилей | 1985 |
|
SU1265016A1 |
| Комбинированный штамп последовательного действия для изготовления полых тонкостенных заклепок | 1987 |
|
SU1489897A1 |
| Штамп для закрытой отрезки и высадки стержневых изделий | 1987 |
|
SU1440596A1 |
| Штамп для раздачи полых заготовок | 1985 |
|
SU1279710A1 |
| Штамп для резки проката | 1988 |
|
SU1530348A1 |
| Штамп для обрезки облоя горячештампованных поковок | 1986 |
|
SU1523239A1 |
ШТАМП ДЛЯ РЕЗКИ ПРОФИЛЕЙ на заготовки, содержащий закрепленный на верхней плите пуансон с режущей кромкой и две полуматрицы, расположенные на нижней плите, отличающийся тем, что, с целью повышения качества получаемых заготовок, он снабжен двумя боковыми ножами и закрепленными на верхней плите по числу боковых ножей клиньями, размещенными с возможностью взаимодействия с боковыми ножами, при этом режущие кромки боковых ножей выполнены С-образной формы, а режущая кромка пуансона - разновысокого зубчатого профиля, угол зубьев которого составляет 65-75°. (О со 00 О5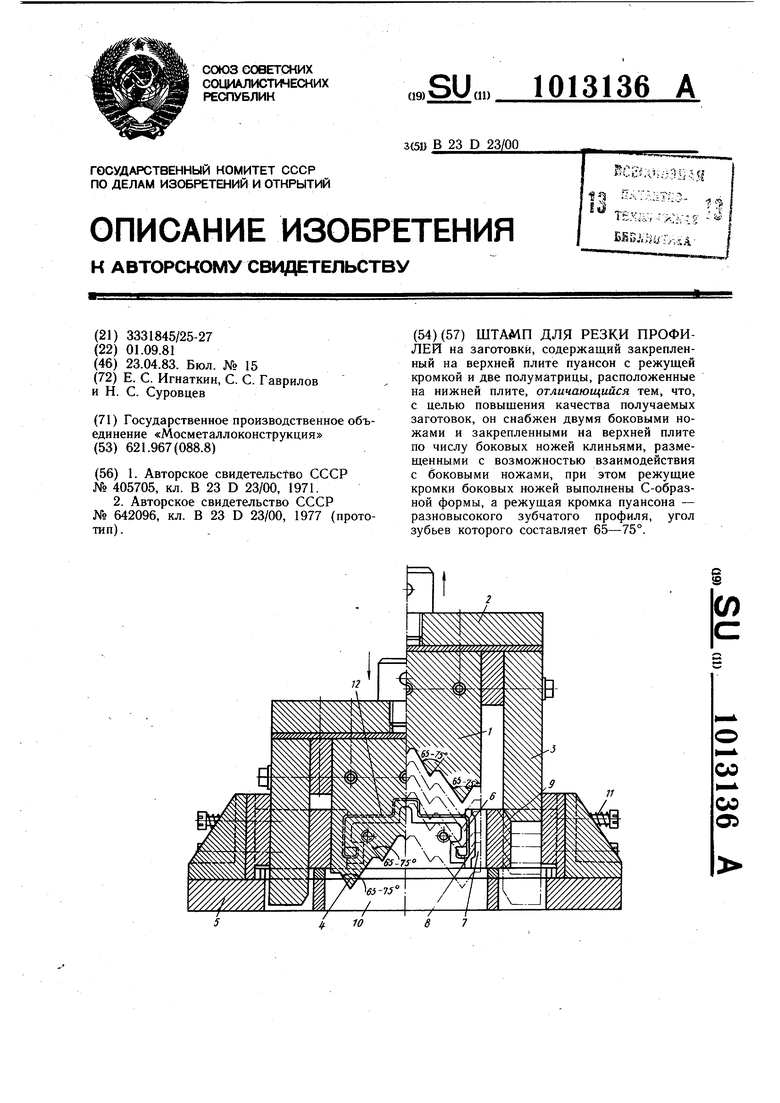
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ШТАМП ДЛЯ РЕЗКИ ПРОФИЛЕЙ | 0 |
|
SU405705A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Штамп для резки профильного материала | 1977 |
|
SU642096A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
