ностями 5 и двух боковых подвижных вкладышей 6 и 7, установленных на этих направляющих поверхностях. Кроме того, пуансон снабжен ограничителями перемещения вкладышей, выполненными с одной стороны в виде торцовых участков 8 на центральной секции , а с другой - в виде стопорных винтов 9, установленных в боковых подвижных
вкладышах 6 и 7, и пазов 1U, вьПТОЛ- ненных в центральной неподвижной секции i.-При ходе ползуна пресса вниз первоначально разрезает правую полку швеллера, вкладыш 6, а затем вкладыш 7 разрезает левую полку швеллера. При дальнейшем перемещении пуансон разрезает стенку швеллера. 1 з.п. ф-лы, 5 ил.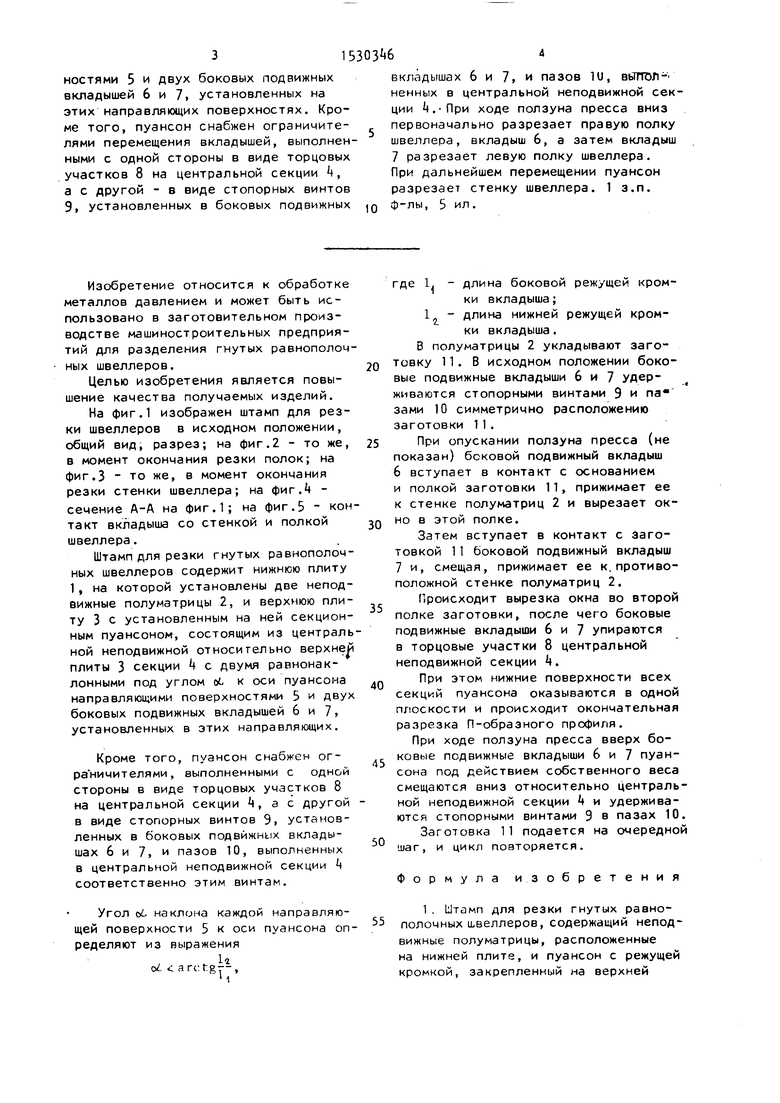
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки П-образных профилей | 1989 |
|
SU1620224A1 |
| ШТАМП ДЛЯ РЕЗКИ ПРОФИЛЬНОГО МАТЕРИАЛА | 1997 |
|
RU2133658C1 |
| Штамп для резки швеллеров | 1979 |
|
SU854618A1 |
| Штамп для резки П-образных профилей | 1981 |
|
SU963729A1 |
| ИНСТРУМЕНТ ЛЕТУЧИХ НОЖНИЦ ДЛЯ РАЗДЕЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ | 1998 |
|
RU2149082C1 |
| Штамп для гибки профилированной заготовки преимущественно типа швеллера | 1983 |
|
SU1136868A1 |
| Штамп для резки @ -образных профилей | 1985 |
|
SU1265016A1 |
| Штамп для резки труб | 1989 |
|
SU1708547A1 |
| Штамп для резки профилей | 1981 |
|
SU1013136A1 |
| Штамп для резки профильного материала | 1987 |
|
SU1641526A1 |
Изобретение относится к заготовительному производству машиностроительных заводов и может быть использовано при разделении гнутых равнополочных швеллеров. Цель изобретения - повышение качества получаемых изделий. Штамп содержит нижнюю плиту 1, на которой установлены две неподвижные полуматрицы 2, и верхнюю плиту 3 с установленным на ней секционным пуансоном, состоящим из центральной неподвижной относительно верхней плиты 3 секции 4 с двумя равнонаклонными под углом α к вертикальной плоскости направляющими поверхностями 5 и двух боковых подвижных вкладышей 6 и 7, установленных на этих направляющих поверхностях. Кроме того, пуансон снабжен ограничителями перемещения вкладышей, выполненными с одной стороны в виде торцовых участков 8 на центральной секции 4, а с другой - в виде стопорных винтов 9, установленных в боковых подвижных вкладышах 6 и 7, и пазов 10, выполненных в центральной неподвижной секции 4. При ходе ползуна пресса вниз первоначально разрезает правую полку швеллера вкладыш 6, затем вкладыш 7 разрезает левую полку швеллера. При дальнейшем перемещении пуансон разрезает стенку швеллера. 1 з.п. ф-лы, 5 ил.
Изобретение относится к обработке металлов давлением и может быть использовано в заготовительном производстве машиностроительных предприятий для разделения гнутых равнополоч ных швеллеров.
Целью изобретения является повышение качества получаемых изделий.
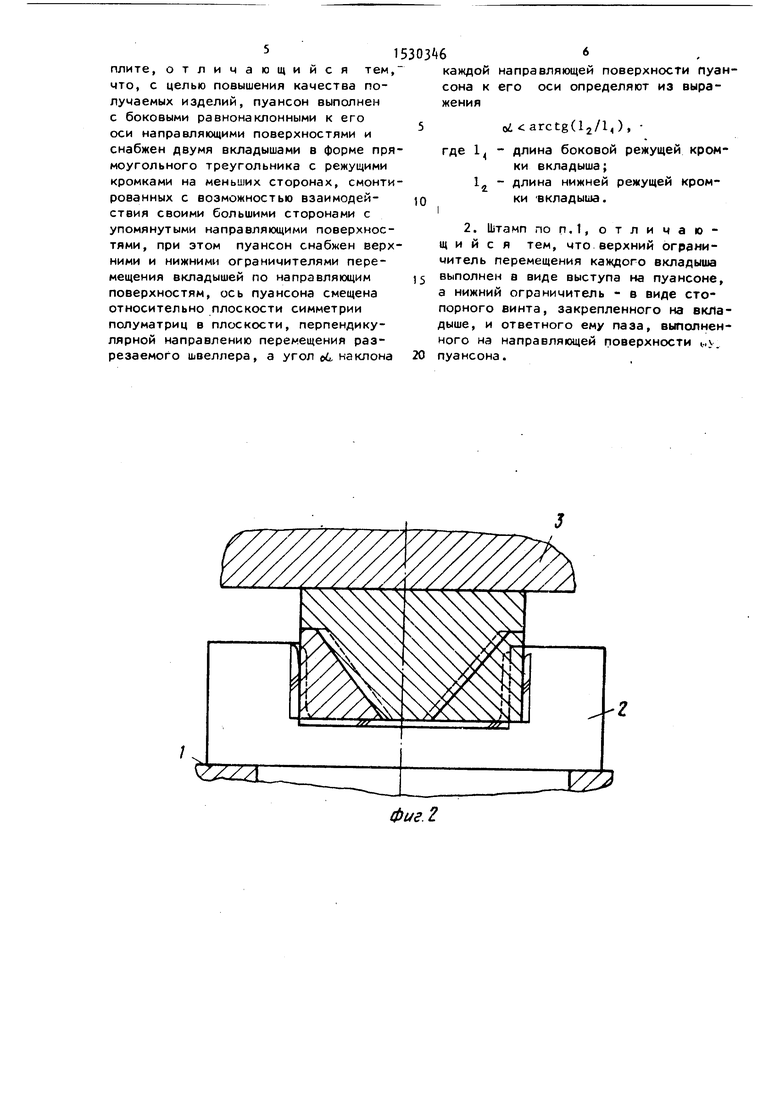
На фиг.1 изображен штамп для резки швеллеров в исходном положении, общий вид, разрез; на фиг.2 - то же, в момент окончания резки полок; на фиг.З - то же, в момент окончания резки стенки швеллера; на фиг. - сечение А-А на фиг.1; на фиг.5 - контакт вкладыша со стенкой и полкой швеллера.
Штамп для резки гнутых равнополоч- ных швеллеров содержит нижнюю плиту 1, на которой установлены две неподвижные полуматрицы 2, и верхнюю плиту 3 с установленным на ней секционным пуансоном, состоящим из центральной неподвижной относительно верхней плиты 3 секции с двумя равнонак- лонными под углом oi. к оси пуансона направляющими поверхностями 5 и двух боковых подвижных вкладышей 6 и 7, установленных в этих направляющих.
Кроме того, пуансон снабжен ог- ра ничителями, выполненными с одной стороны в виде торцовых участков 8 на центральной секции М, а с другой в виде стопорных винтов 9, установленных в боковых подвижных вкладышах 6 и 7, и пазов 10, выполненных в центральной неподвижной секции k соответственно этим винтам.
Угол oL наклона каждой направляющей поверхности 5 к оси пуансона определяют из выражения
1г
. carcf.g--, t
0
5
0
5
0
5
0
5
где 1. - длина боковой режущей кромки вкладыша;
1 - длина нижней режущей кромки вкладыша.
В полуматрицы 2 укладывают заготовку 11. В исходном положении боковые подвижные вкладыши 6 и 7 удерживаются стопорными винтами 9 и па зами 10 симметрично расположению заготовки 11.
При опускании ползуна пресса (не показан) боковой подвижный вкладыш
6вступает в контакт с основанием
и полкой заготовки 11, прижимает ее к стенке полуматриц 2 и вырезает окно в этой полке.
Затем вступает в контакт с заготовкой 11 боковой подвижный вкладыш
7и, смещая, прижимает ее к,противоположной стенке полуматриц 2.
Происходит вырезка окна во второй полке заготовки, после чего боковые подвижные вкладыши 6 и 7 упираются в торцовые участки 8 центральной неподвижной секции 4.
При этом нижние поверхности всех секций пуансона оказываются в одной плоскости и происходит окончательная разрезка П-образного профиля.
При ходе ползуна пресса вверх боковые подвижные вкладыши 6 и 7 пуансона под действием собственного веса смещаются вниз относительно центральной неподвижной секции и удерживаются стопорными винтами 9 в пазах 10.
Заготовка 11 подается на очередной шаг, и цикл повторяется.
Формула изобретения
51
плите, отличающийся тем, что, с целью повышения качества получаемых изделий, пуансон выполнен с боковыми равнонаклонными к его оси направляющими поверхностями и снабжен двумя вкладышами в форме пря моугольного треугольника с режущими кромками на меньших сторонах, смонти рованных с возможностью взаимодействия своими большими сторонами с упомянутыми направляющими поверхностями, при этом пуансон снабжен верхними и нижними ограничителями перемещения вкладышей по направляющим поверхностям, ось пуансона смещена относительно плоскости симметрии полуматриц в плоскости, перпендикулярной направлению перемещения разрезаемого швеллера, а угол сб. наюпона
ВЗОЗ б
каждойнаправляющей поверхности пуансона кего оси определяют из выражения
где 1
1
oi arctg(l2/l,),
- длина боковой режущей кромки вкладыша;
- длина нижней режущей кромки вкладыша.
.2
-AflvteffHyrno
сХ
Фиб.
фие.З
fPul.l
