Изобретение относится к трубопрокатному производству, а именно к устройствам, подающим заготовки в валки прокатных станов. Изобретение наиболее эффективно может быть использовано при прокатке конца трубы переменного сечения, когда заготовку из зоны нагрева задают в валки, проталкивают с большим рабочим усилием и возвращают оправку в исходное положение. Цель изобретения - повышение производительности и уменьшение габаритов. На фиг. 1 изображено устройство в исходном положении; на фиг. 2 - то же, в рабочем положении (в конце рабочего хода); на фиг. 3 - вид А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 3; на : фиг. 5 - вид В фиг. 2; на фиг. 6 - разрез Г-Г на фиг. 3; на фиг. 7 - вид Д на фиг. 2. Задающее устройство содержит станину 1, установленный стационарно поршневой цилиндр 2 с малым диаметром поршня, соединенный с его штоком 3 корпусом 4 дополнительный поршневой цилиндр 5, установленный подвижно и имеющий поршень большего диаметра, с закрепленной оправкой 6 на штоке 7. Соединение выполнено в виде обоймы 8, снабженной выступающей внутрь проточкой-упором 9 и имеющей внутри четыре шпонки 10 с заплечиками 11 и скосами 12 и смонтированных в окнах 13 в корпусе 4 дополнительного поршневого цилиндра четырех подвижных в радиальном направлении подпружиненных пружинами 14 защелок 15. В окне 16 каждой защелки имеется скошенная поверхность 17 для осуществления перемещения защелки в радиальном направлении. Пружины установлены в стаканах 18, закрепленных на корпусе дополнительного поршневого цилиндра. На станине со стороны корпуса дополнительного поршневого цилиндра соосно выполнены направляющий конус 19 и цилиндрическая кольцевая канавка 20. На обойме установлена пружина 21, с помощью которой и серьги 22 шток стационарно установленного поршневого цилиндра закреплен осью 23 Для црокатки конца трубы 24 переменного сечения за толкателем расположен индуктор 25 для нагрева конца трубы и прокатная клеть 26 с валками 27. Устройство работает следующим образом. Труба 24 переменного сечения через разведенные валки 27 прокатной клети 26 рольгангом подается в индуктор 25 для нагрева конца. В это время оправка 6 находится в положении, показанном на фиг. I. После нагрева конца трубы с помощью стационарного поршневого цилиндра 2 оправка 6 перемещает трубу к валкам клети. При подходе нагретого конца трубы к клети валки сводятся, сдавливая конечный участок трубы до нужного размера. Оправка в своем движении встречает сопротивление и обойма 8 продвигается по корпусу 4 дополнительного поршневого цилиндра 5. Защелки 15, сползая под действием пружин 14 со скосов 12 шпонок 11, скосом 17 при встрече направляющего конуса 19 и цилиндрической кольцевой канавки 20 станины попадают в канавку, соединяя корпус 4 дополнительного порщневого цилиндра 5 со станиной и обеспечивая возможность передачи рабочего усилия для прокатки трубы. После этого включается дополнительный порщневой цилиндр и конечный участок трубы 24 проталкивается с рабочим усилием через валки клети, осуществляя прокатку. Далее труба отводится от клети рольгангом. Оправка 6 и дополнительный порщневой цилиндр 5 возвращаются в исходное положение включением стационарного порщневого цилиндра 2, т.е.тпродвижением обоймы 8 по корпусу 4 дополнительного цилиндра, выводом защелок 15 из кольцевой канавки 20 с помощью скосов 12 щпонок 10 и скоса 17 защелок 15. Далее цикл повторяется. Предлагаемая конструкция устройства по сравнению с известными позволяет увеличить производительность за счет повышения скорости перемещения оправки при подводе и отводе, сократить энергозатраты и уменьщить габариты толкателя. Формула изобретения Задающее устройство трубопрокатного стана, содержащее стационарно установленный порщневой цилиндр и соединенный с с его штоком корпус параллельно и подвижно установленного дополнительного порщневого цилиндра с оправкой на штоке, отличающееся тем, что, с целью повышения производительности и уменьшения габаритов, соединение корпуса дополнительного цилиндра со штоком стационарного поршневого цилиндра, диаметр поршня которого меньше диаметра поршня дополнительного цилиндра, выполнено в виде обоймы, установленной подвижно на корпусе дополнительного цилиндра и имеющей выступающую внутрь проточку-упор и закрепленные внутри шпонки с заплечиками и скосами, выполненных в корпусе дополнительного цилиндра по окружности окон, смонтированных в них подвижно в радиальном направлении подпружиненных защелок со скосом под скосы щпонок и стационарного направляющего конуса для защелок с цилиндрической фиксирующей канавкой, при этом цилиндры соединены навстречу штоковыми полостями.
Напдабление движения тру оы
фиг.2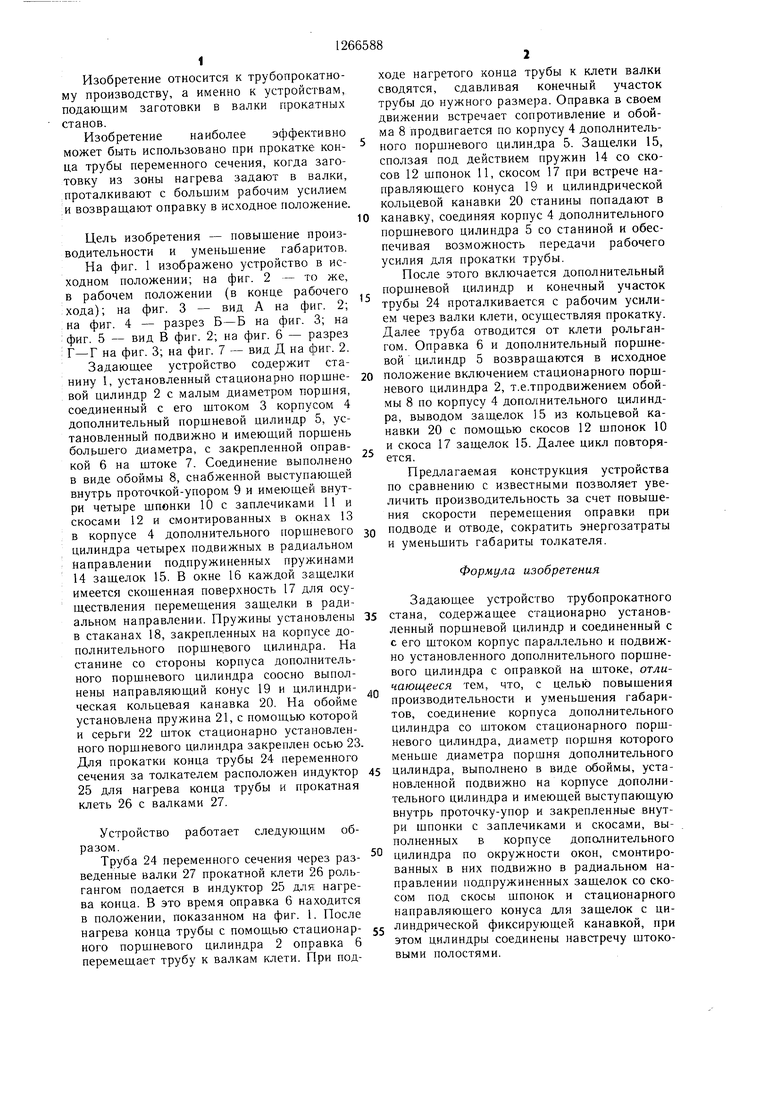
| название | год | авторы | номер документа |
|---|---|---|---|
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1996 |
|
RU2103080C1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1998 |
|
RU2147949C1 |
| ЧЕТЫРЕХВАЛКОВАЯ ПРОКАТНАЯ КЛЕТЬ | 2004 |
|
RU2260489C1 |
| УЗЕЛ ОСЕВОЙ ФИКСАЦИИ ПОДУШЕК ПРОКАТНЫХ ВАЛКОВ | 1995 |
|
RU2086320C1 |
| Стан для поперечной прокатки труб | 1980 |
|
SU863024A1 |
| Стан для пилигримовой прокатки труб | 1979 |
|
SU825213A1 |
| Поворотно-подающий механизм стана холодной прокатки труб | 1972 |
|
SU500828A1 |
| Механизм перехвата оправочного стержня | 1978 |
|
SU764755A1 |
| Задающее устройство трубопрокатного оправочного стана | 1985 |
|
SU1284633A1 |
| Стан пилигримовой прокатки труб | 1987 |
|
SU1405923A1 |
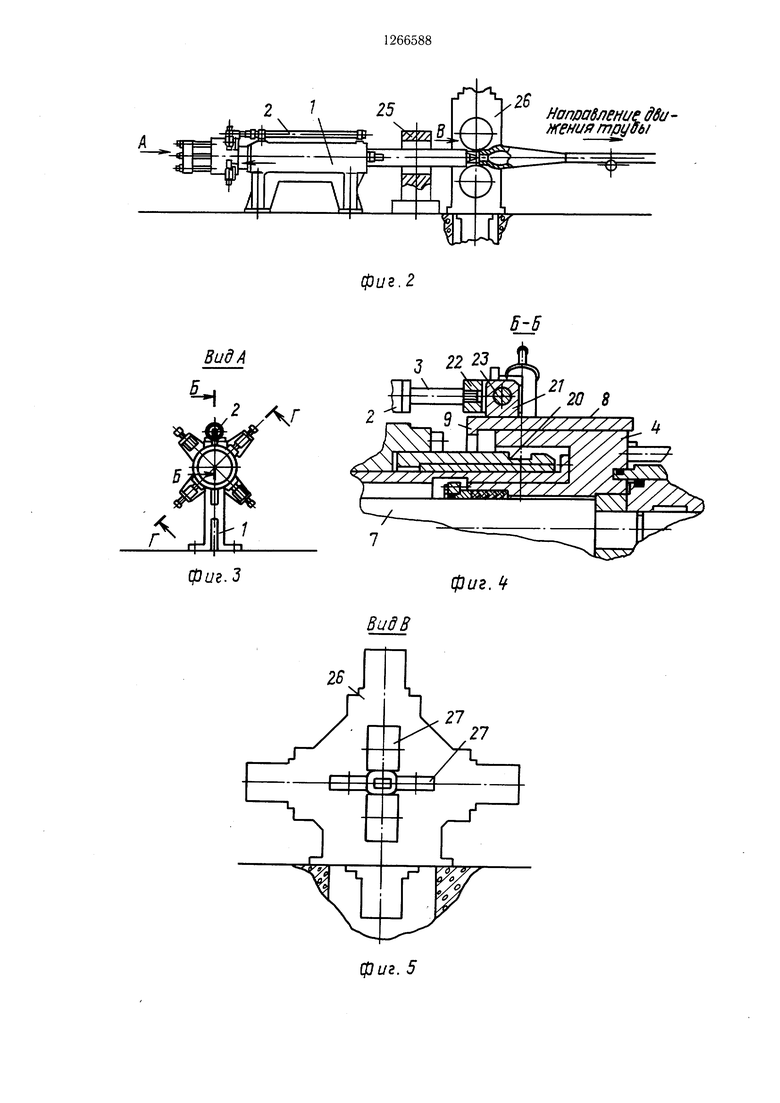
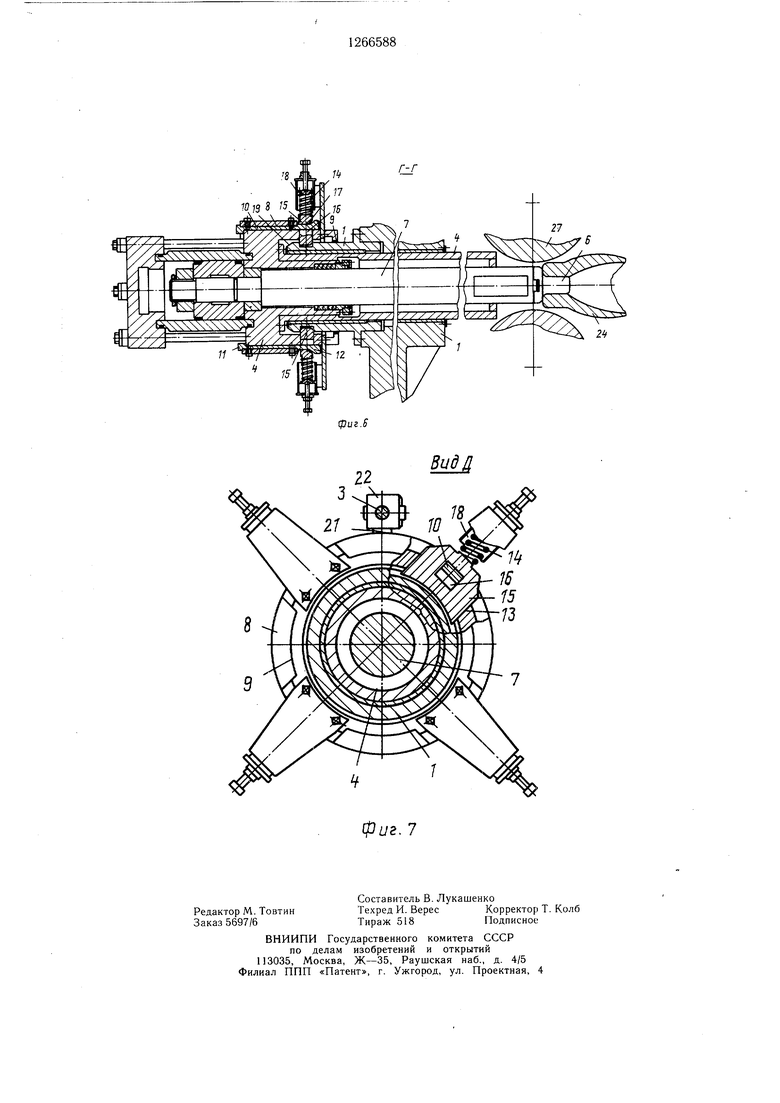
Изобретение относится к области трубопрокатного производства, а именно к устройствам, подающим заготовки в валки прокатных станов. Целью изобретения является повышение производительности и уменьшение габаритов. Задающее устройство трубопрокатного стана содержит стационарно установленный поршневой цилиндр 2 с малым диаметром поршня и параллельно и подвижно установленный дополнительный поршневой цилиндр 5, диаметр порщня которого больще, а на штоке закреплена оправка 6. Корпус 4 дополнительного цилиндра соединен со щтоком 3 стационарно установленного поршневого цилиндра через обойму 8, размещенную на корпусе 4 дополнительного цилиндра. Обойма имеет выступающую внутрь проточкуупор и закрепленные внутри шпонки с заплечиками и скосами. В корпусе дополнительного цилиндра по окружности выполнены окна, и в них смонтированы подвижно в радиальном направлении подпружиненные защелки со скосом под скосы шпонок. На станине соосно расположены стационарный направляющий конус для защелок и цилиндрическая фиксирующая направляющая с канавкой. Цилиндры соединены навстречу штоковыми полостями. Нри об(Л жатии трубы валками на оправке обойма, продвигаясь по корпусу дополнительного цилиндра, соединяет его со станиной. Затем дополнительный цилиндр проталкивает участок трубы через валки. 7 ил.
В ид А
3 2223
фиг.З
фиг.
фиг. 5
| Пильгерстан с автоматическим дорнодержателем | 1960 |
|
SU149379A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
