11звестНЫ пильгерстаны с автоматическим дэрнодержателем, дорном, извлекаемым на выходной стороне -вне клети и упрощенным нажимным устройством, на которых прокатанное изделие протаскивается сквозь валки без их подъема.
Предлагаемый пильгерстан отличается тем, что прокатанное изделие выбрасывается сквозь калибр валков без их остановки за счет кинетической энергией, сообщенной подающим аппаратом движущемуся изделию при последнем его броске в валики.
Благодаря этой особенности в пильгерстане исключена специальная муфта, устанавливаемая между маховиком и нижним шестеренным валком, а также дополнительный привод для остановки валков в положении, допускающем беспрепятственный проход трубы с нильгериой головкой.
Кроме того, сократилось время па протаскивапие изделия и упростилась его последующая гранспортировка.
Другая особенность предлагае лото пильгеретана состоит в том, что он оборудован устройством, обеспечивающим выбрасывание прокатанного изделия сквозь совмещенные вращающиеся калибры приподнятого верхнего и стационарного нижнего валко-в на заданном расстоянии каретки подающего аппарата от клети. Такое устройство позволяет прокатывать профиля сложной конфигурации (например, двухступенчатые трубы с увеличенной длиной недоката).
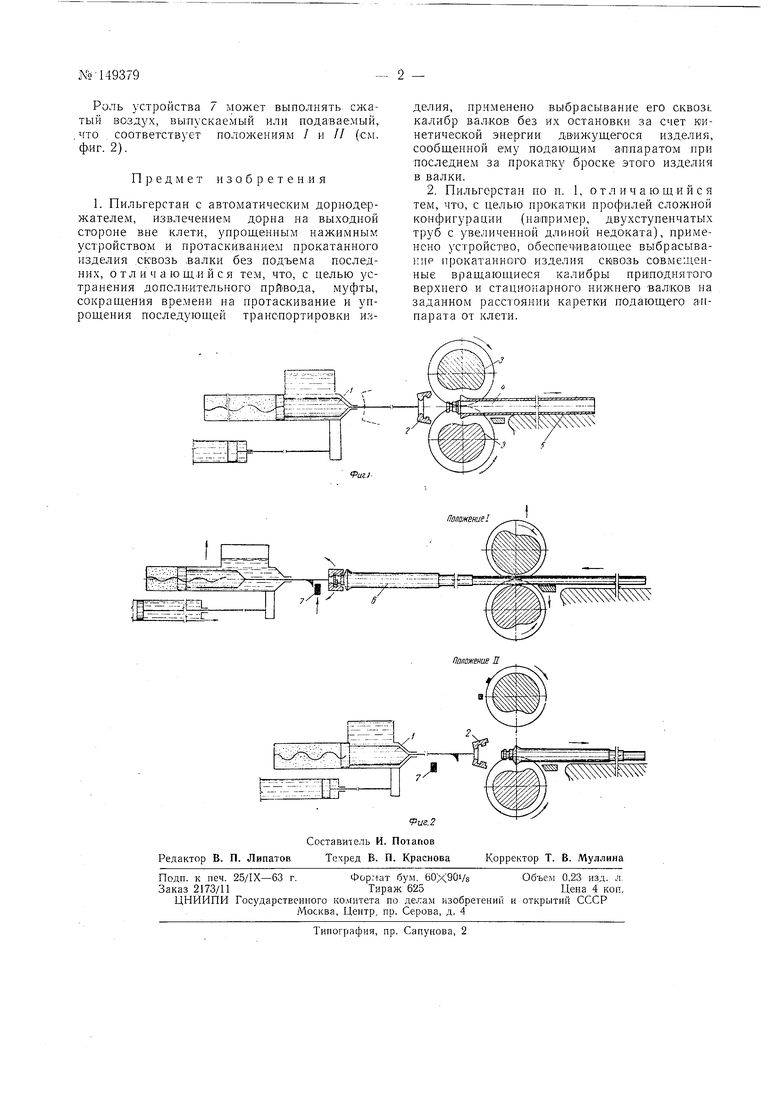
На фиг. 1 изображена схема выбрасывания трубы за счет кине-пической энергии движущегося изделия: иа фиг. 2 - схема выбрасывания профилей сложной конфигурации.
В конце последнего с заданной скоростью хода воздушного порщия / подающего аппарата раскрывается автоматический дорнодержатель 2 и между валками 3 подающий аппарат бросает трубу 4 вперед. Труба, не удерживаемая больще дорнодержателем, продолжает двигаться по инерции и проскакивает на выходную сторону пильгерстана прежде, чем валки закроют проход для пильгерной головки. Труба, пройдя, калибры, движется по желобу 5, а затем поступает на подъемный рольганг.
Для прокатки изделий 5 сложной конфигурации подающий аппарат пильгерстана снабжен устройством 7, которое препятствует подающему аппарату в конце отдачи назад бросить прокатанное изделие вперед (см. фиг. 2, положение /). Под действием нажимного устройства валки разводятся на та1кую величину, чтобы утолщенная ступень не была захвачена валками.
Каретка подающего аппарата с лорщнем, находящимся в крайнем заднем положении, подводится на возможно близкое расстояние к валкам, дориодержатель раскрывается и подающий аппарат, поскольку устройство 7 в это время опущено, выбрасывает прокатанное ;изделие (см. фиг. 2, положение //).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для определения переднего положения штока форголлера с коротким желобом пильгерстана | 1961 |
|
SU146723A1 |
| ПОДАЮЩИЙ АППАРАТ ПИЛИГРИМОВОГО СТАНА | 1991 |
|
RU2010638C1 |
| Стан для поперечной прокатки изделий переменного сечения | 1974 |
|
SU483184A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ПОЛОСЫ И АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2078625C1 |
| Дорновое устройство пилигримового стана | 1983 |
|
SU1189522A1 |
| ВАКУУМНЫЙ ПИЛЬГЕРСТАН | 1962 |
|
SU157318A1 |
| ПРОКАТНАЯ КЛЕТЬ | 2000 |
|
RU2172653C1 |
| УНИВЕРСАЛЬНАЯ ЧЕТЫРЕХВАЛКОВАЯ КЛЕТЬ ДЛЯ ПРОФИЛИРОВАНИЯ ТРУБ | 2006 |
|
RU2302305C1 |
| Несменяемый дорн пильгерстана | 1959 |
|
SU130867A1 |
| Технологический инструмент для горячей пилигримовой прокатки труб | 1981 |
|
SU1007770A1 |
