(Л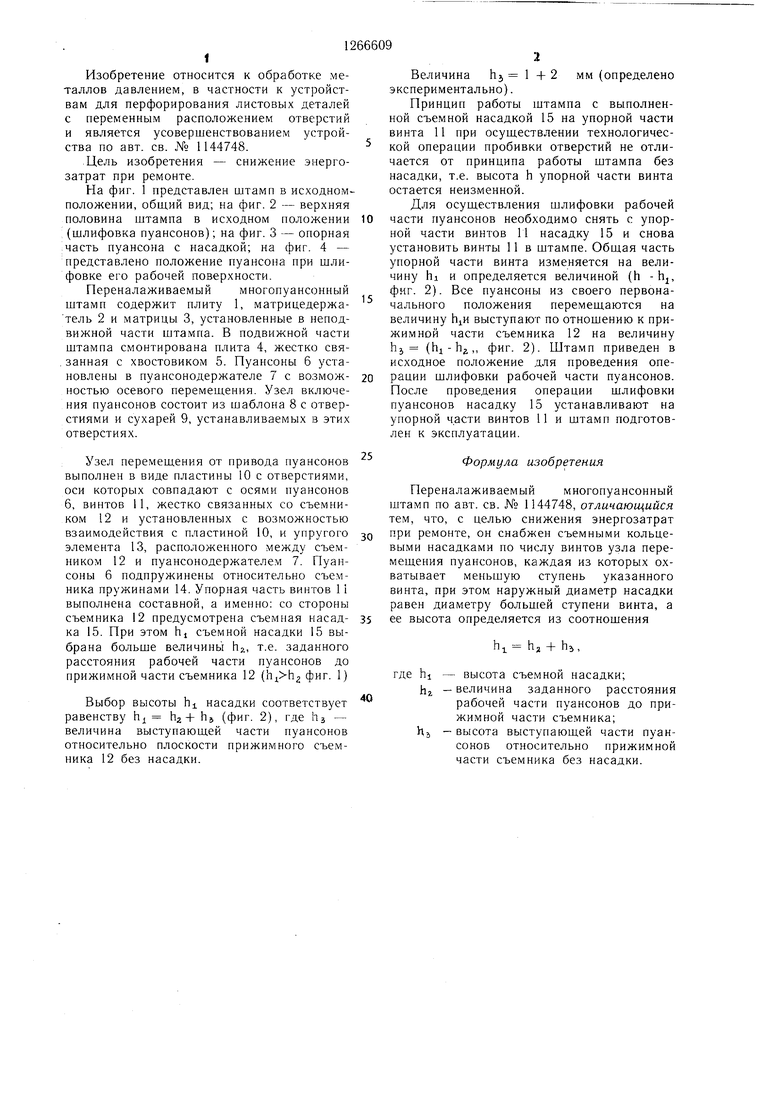
| название | год | авторы | номер документа |
|---|---|---|---|
| Переналаживаемый многопуансонный штамп | 1983 |
|
SU1144748A1 |
| Переналаживаемый многопуансонный штамп | 1987 |
|
SU1419786A2 |
| ПЕРЕНАЛАЖИВАЕМЫЙ МНОГОПУАНСОННЫЙ ШТАМП | 1970 |
|
SU268363A1 |
| Способ изготовления и сборки вырубных штампов | 1982 |
|
SU1060277A1 |
| Штамп для получения деталей из листового материала вырубкой по контуру | 1975 |
|
SU558738A1 |
| Штамп В.Н.Кондакова для обработки листового материала | 1982 |
|
SU1121081A1 |
| Штамп многопуансонный | 1985 |
|
SU1344464A1 |
| ШТАМП ДЛЯ ОТРЕЗКИ | 1967 |
|
SU196705A1 |
| Штамп для обработки полосового и ленточного материала | 1984 |
|
SU1319974A2 |
| Штамп для пробивки и зачистки отверстий | 1982 |
|
SU1144747A1 |

Изобретение относится к обработке металлов давлением, в частности к устройствам для перфорирования листовых деталей. Устройство позволяет снизить энергозатраты при ремонте за счет того, что при необходимости шлифовки рабочей части пуансонов с упорной части винтов снимают кольцевые насадки. Изобретение - дополнительное к авт. св. № 1144748. 4 ил.
ю
о:
О) 05
о г
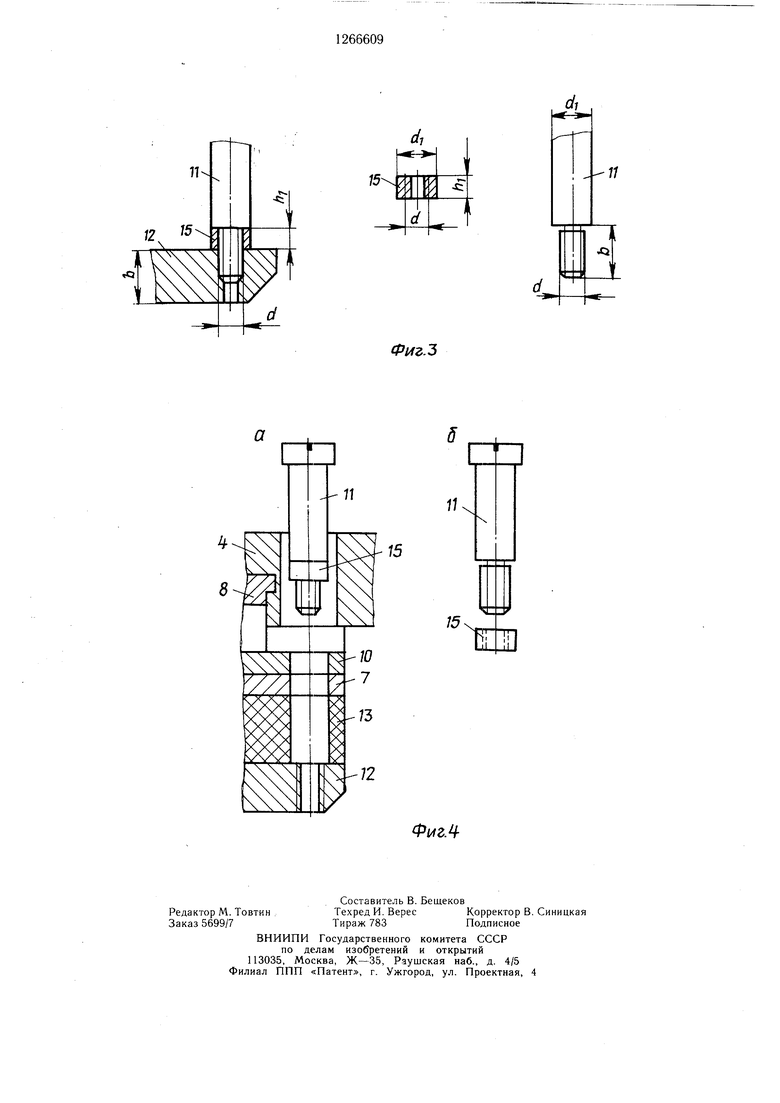
No Изобретение относится к обработке металлов давлением, в частности к устройствам для перфорирования листовых деталей с переменным расположением отверстий и является усовершенствованием устройства по авт. св. № 1144748. Цель изобретения - снижение энергозатрат при ремонте. На фиг. 1 представлен штамп в исходномположении, общий вид; на фиг. 2 - верхняя половина щтампа в исходном положении (щлифовка пуансонов); на фиг. 3 - опорная часть пуансона с насадкой; на фиг. 4 - представлено положение пуансона при щлифовке его рабочей поверхности. Переналаживаемый многопуансонный щтамп содержит плиту 1, матрицедержатель 2 и матрицы 3, установленные в неподвижной части щтампа. В подвижной части щтампа смонтирована плита 4, жестко свя, занная с хвостовиком 5. Пуансоны 6 установлены в пуансонодержателе 7 с возможностью осевого перемещения. Узел включения пуапсонов состоит из шаблона 8 с отверстиями и сухарей 9, устанавливаемых в этих отверстиях. Узел перемещения от привода пуансонов выполнен в виде пластины 10 с отверстиями, оси которых совпадают с осями пуансонов 6, винтов 11, жестко связанных со съемником 12 и установленных с возможностью взаимодействия с пластиной 10, и упругого элемента 13, расположенного между съемником 12 и пуансонодержателем 7. Пуансоны 6 подпружинены относительно съемника пружинами 14. Упорная часть винтов 11 выполнена составной, а именно: со стороны съемника 12 предусмотрена съемная насадка 15. При этом hj съемной насадки 15 выбрана больше величинь h, т.е. заданного расстояния рабочей части пуансонов до прижимной части съемника 12 ( фиг. 1) Выбор высоты hi насадки соответствует равенству h ha + hj (фиг. 2), где hj - величина выступающей части нуансонов относительно плоскости прижимного съемника 12 без насадки. Величина hj 1 + 2 мм (определено экспериментально). Принцип работы щтампа с выполненной съемной насадкой 15 на упорной части винта 11 при осуществлении технологической операции пробивки отверстий не отличается от принципа работы штампа без насадки, т.е. высота h упорной части винта остается неизменной. Для осуществления шлифовки рабочей части пуансонов необходимо снять с упорной части винтов 11 насадку 15 и снова установить винты 11 в штампе. Общая часть упорной части винта изменяется на величину hi и опр)еделяется величиной (h - hj, фиг. 2). Все пуансоны из своего первоначального положения перемещаются на величину hjH выступают по отнощению к прижимной части съемника 12 на величину hj (hi-h,, фиг. 2). Штамп приведен в исходное положение для проведения операции щлифовки рабочей части пуансонов. После проведения операции щлифовки пуансонов насадку 15 устанавливают на упорной части винтов 11 и штамп подготовлен к эксплуатации. Формула изобретения Переналаживаемый многопуансонный щтамп по авт. св. № 1144748, отличающийся тем, что, с целью снижения энергозатрат при ремонте, он снабжен съемными кольцевыми насадками по числу винтов узла перемещения пуансонов, каждая из которых охватывает меньшую ступень указанного винта, при этом наружный диаметр насадки равен диаметру большей ступени винта, а ее высота определяется из соотношения 1 hj + hj, -высота съемной насадки; -величина заданного расстояния рабочей части пуансонов до прижимной части съемника; -высота выступающей части пуансонов относительно прижимной части съемника без насадки.
/7
| Переналаживаемый многопуансонный штамп | 1983 |
|
SU1144748A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
