Изобретение относится к холодной обработке металлов давлением и может быть использовано в холодноштамповочном производстве.
Целью изобретения является повышение надежности и производительности.
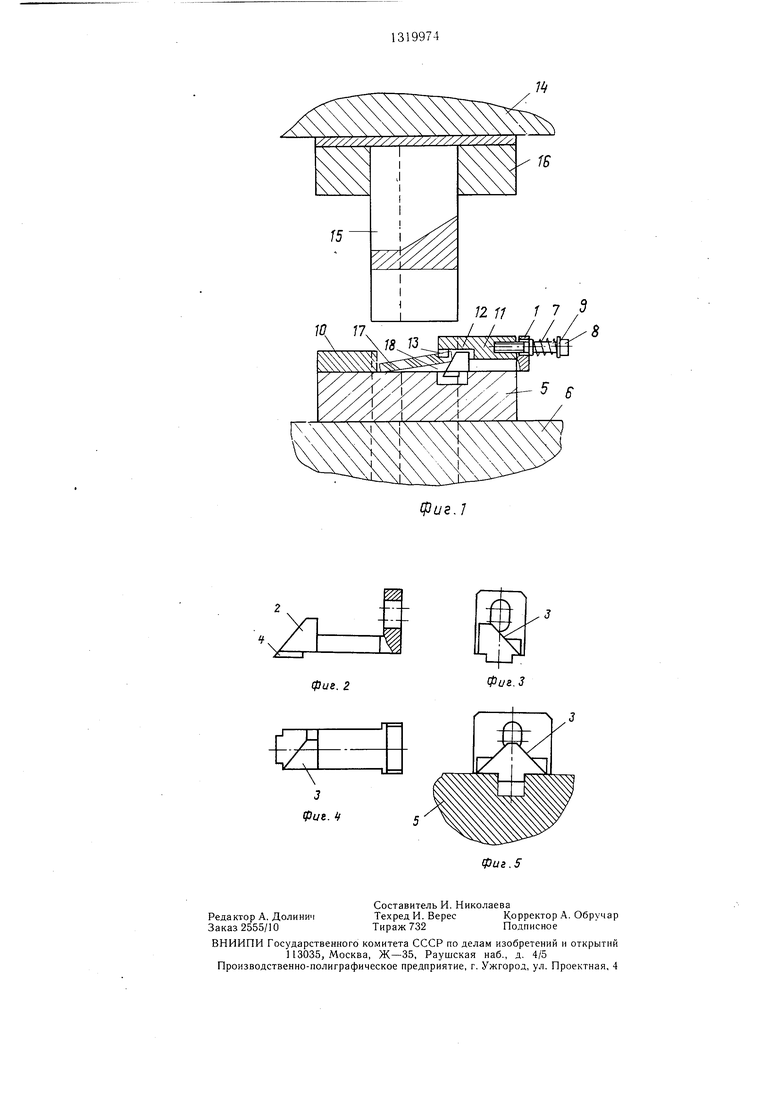
На фиг. 1 изображен штамп, разрез; на фиг. 2 - прижим, вид спереди; на фиг. 3 - прижим, вид сбоку; на фиг. 4 - прижим, вид сверху; на фиг. 5 - вариант исполнения прижима с двумя направляющими скосами, вид сбоку.
Штамп для обработки полосового и ленточного материала, а также штучных заготовок содержит прижим 1 с прижимным скосом 2, направляющим скосом 3 и продолжением прижимного скоса 4, закрепленный на матрице 5, смонтированной на нижней плите (5 щтампа. Прижим 1 подпружинен пружиной 7. Между пружиной 7 и прижимом 1 установлена на винте 8 шайба 9. На матрице 5 закреплены левая 10 и правая 11 направляющие планки, снабженная козырьком 12 для предотвращения чрезмерного приподнимания обрабатываемого материала над зеркалом матрицы при продвижении его в щтампе и случайного выхода его из зоны между направляющими планками. На правой направляющей планке 11 выполнен шаговый упор 13, который приподнят над зеркалом матрицы на величину, несколько превышающую толш,ину обрабатываемого материала. Это особенно важно при отрезке коротких деталей, которые обычно плохо сходят с зеркала матрицы. На верхней плите 14 закреплен пуансон 15 при помощи пуансонодержателя 16.
Штамп работает следующим образом.
Нри установке материала 17 в щтамп торец его, встречаясь со скосом 3 прижима 1, приподнимается по нему и материал 17 переходит на скос 2, причем на скосе 2 лежит одна боковая поверхность материала, а другой край материала лежит на зеркале, матрицы 5 и упирается в направляющую планку 10. В таком положении материал продвигается вдоль штампа до встречи с шаговым упором 13.
Во время рабочего хода ползуна пресса (не изображен) пуансон 15, встречаясь с материалом 17, прижимает его к зеркалу
матрицы 5, при этом материал 17, действуя на скос 2 прижима 1, отжимает его, преодолевая усилие пружины 7. Прижим 1, дейст- вуя в свою очередь на край (боковую сторону) материала 17, надежно прижимает его к направляющей планке 10. При ходе пресса вверх действие пуансона 15 на материал 17 прекращается. При этом прижим 1 под действием пружины 7 своим скосом 2 подъезжает под край материала, приподнимая его над зеркалом матрицы. Таким образом, материал оказывается незащемленным Прижимом 1 и может легко перемещаться в щтампе, а отрезанная деталь 18 (изображена щтрихпунктирной линией), потеряв контакт с шаговым упором, ложится на зеркало матрицы и сталкивается с него под щаговым упором материалом 17 при продвижении его в щтампе. При этом правый край материала 17, будучи приподнятым над зеркалом матрицы 5, упирается в щаговый упор 13, и цикл Б дальнейщем повторяется. В тех случаях, когда при удалении материала 17 из щтампа возможно задевание его высеченным участком за край прижима 1, на этом прижиме делается два направляющих скоса (фиг. 5).
Штамп может работать на прессах с любой величиной рабочего хода.
Применение предлагаемой конструкции штампа позволяет расширить технологические возможности щтамповки сравнительно
с возможностями щтампа-прототипа, а также снизить стоимость щтампа за счет упрощения его конструкции по сравнению со щтампами, снабжёнными клиновыми прижимами.
35
Формула изобретения
Штамп для обработки полосового и ленточного материала по авт. св. № 774703, отличающийся тем, что, с целью повыщения
надежности и производительности, на рабочей поверхности матрицы выполнен паз под прижим, а высота прижима в зоне торцового скоса превышает расстояние от нижней плоскости съемника над рабочей частью прижима до рабочей поверхности матрицы на велиг
чину, не превышающую глубину указанного паза.
Фие.1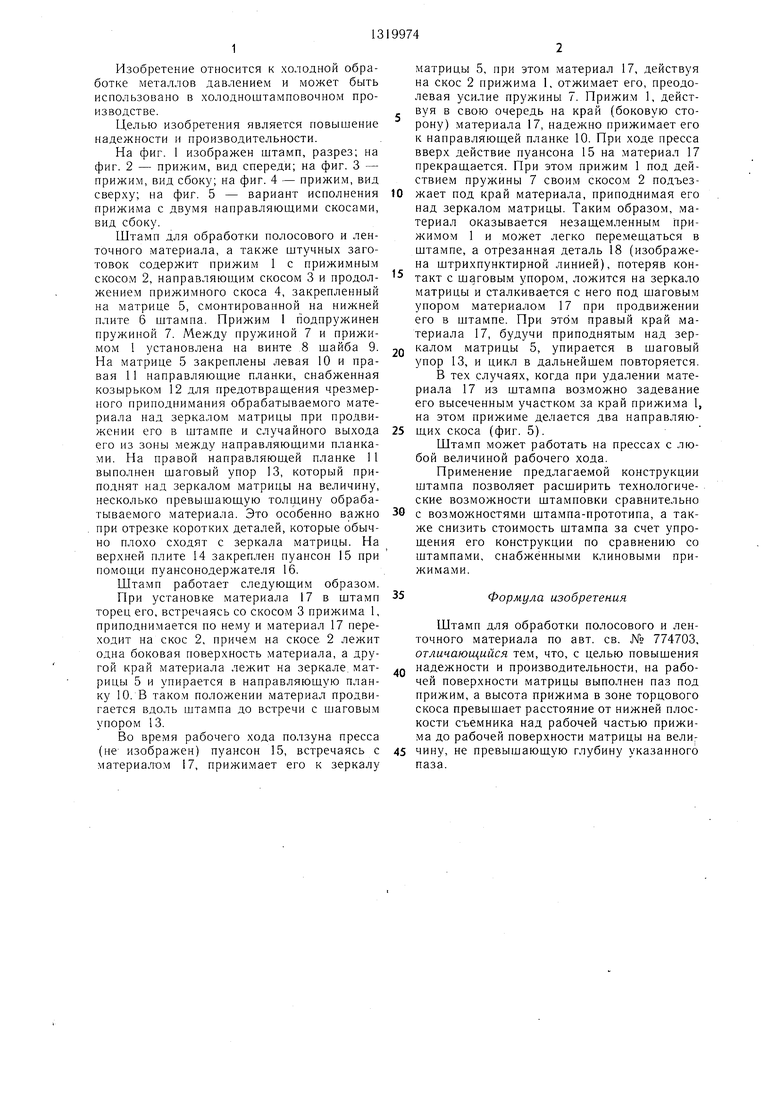
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для обработки полосового и ленточного материала | 1979 |
|
SU774703A1 |
| Штамп с двумя шаговыми ножами | 1977 |
|
SU663463A1 |
| Штамп для пульсирующей вытяжки | 1986 |
|
SU1362540A1 |
| Шаговый упор к пробивному штампу | 1978 |
|
SU667285A1 |
| Штамп для обработки листового материала | 1974 |
|
SU540692A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1979 |
|
SU871908A1 |
| Штамп для безотходной штамповки пластин трансформатора из полосы | 1976 |
|
SU648306A1 |
| Штамп для обработки участков боковой поверхности изделий | 1984 |
|
SU1181753A1 |
| Вырубной штамп | 1978 |
|
SU795638A1 |
| Штамп для вытяжки крупногабаритных изделий | 1977 |
|
SU677789A2 |
Изобретение относится к холодной обработке металлов давлением и может быть использовано в холодно1итамповочном производстве. Целью изобретения является повышение надежности и производительности. При установке в штамн материала его торец приподнимается ио скосу прижима и перемещается до встречи с шаговым упором. При ходе ползуна пресса вверх прижим своим скосом подъезжает под край материала, приподнимая его над зеркалом матрицы. Материал оказывается незащемленным прижимом и может перемещаться в штампе, что позволит повысить надежность штампа и его долговечность. 5 ил. со со со 4 Ю
фиг. 2
Фиг.З
Составитель И. Николаева
Редактор А. ДолиничТехред И. ВересКорректор А. Обручар
Заказ 2555/10Тираж 732Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д, 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Авторское свидетельство СССР № | |||
| Штамп для обработки полосового и ленточного материала | 1979 |
|
SU774703A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
