Известны штампы для отрезки заготовок из полосы, содержащие подвижный нож (пуансон), установленный в пуансонодержателе, матрицу, верхний и нижний прижимы.
Однако при изменении толщины отрезаемого материала требуется иереналадка щтампа для установки пуансона с требуемым зазором между ним и матрицей.
Предлагается щтамп, регулировка зазора между пуансоном и матрицей которого упрощеиа и обеспечивается повышенная точность отрезки заготовок.
Сущность изобретения заключается в том, что пуансон выполнен упругим, изгибаемым в плоскости, перпендикулярной плоскости резания, под действием упорного винта, установленного в пуаисонодержателе и упирающегося в упругую прокладку, помещенную между иуансонодержателем и пуансоном, н сил, возникающих прн взаимодействии отрезаемой заготовки с рабочими кромками пуансона.
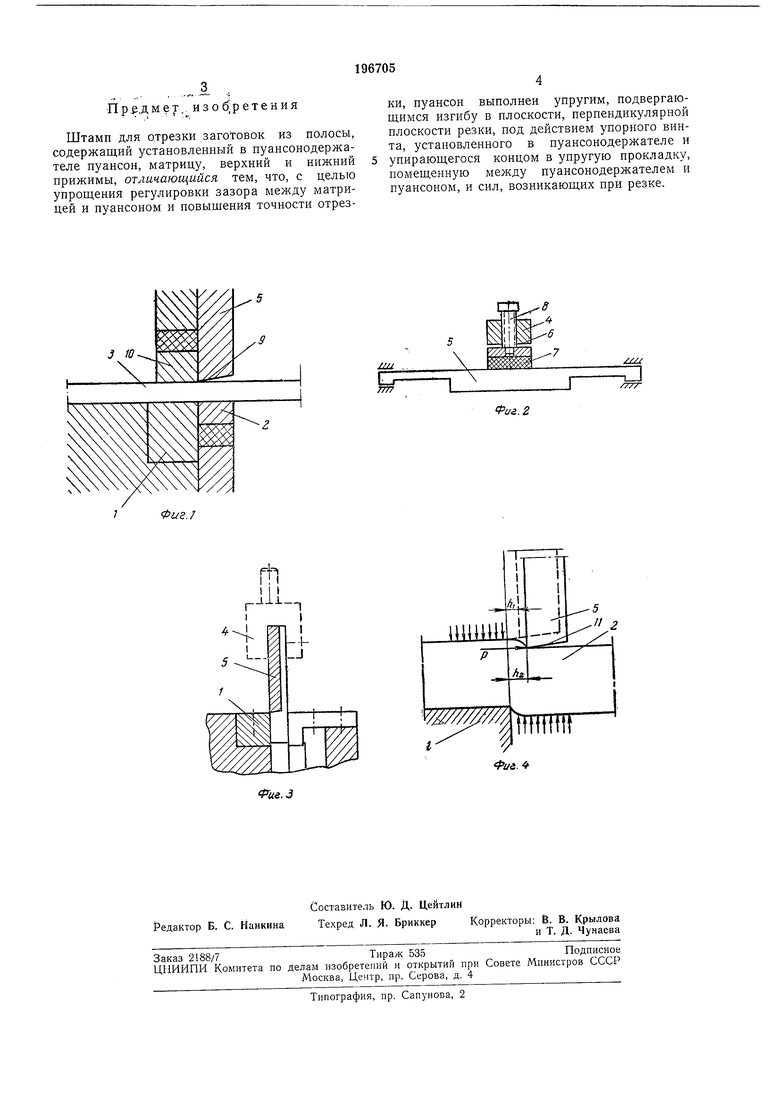
На фиг. I изображена схема штампа; на фиг. 2 - иуансонодержатель с пуансоном и упорным винтом; на фиг. 3 - пуансон и матрица в разрезе; на фиг. 4 - схема сил, возникающих при резании.
держателе 4, укрепленном в верхней части щтампа, установлен нуансон 5, причем между опорной плоскостью 6 и пуансоном размещена упругая прокладка 7.
С помощью винта 8, установленного в пуансонодержателе и упирающегося концом в упругую прокладку, устанавливают начальный зазор hi между пуансоном и -матрицей и создают усилие, деформирующее пуансон и направленное перпендикулярно плоскости резания.
При проникновении пуаисона в полосу в результате взаимодействия пуансона с металлом возникает сила Р, иаправленная перпендикулярно к плоскости резания, и отталкивает пуансон от матрицы. Пуансон изгибается в плоскости, перпендикулярной к плоскости резания, при этом по мере углубления в металл зазор /Zi возрастает до максимального для данного материала значения Ла, ирн котором начинается образование скалывающих трещин и происходит разделение металла.
В предложенном штампе для обеспечения требуемого изгиба пуансона последний выполнен упругнм, с малой жесткостью. Рабочие кромки 9 нуансона выполнены с заточкой нол заданным углом к поверхности заготовки.
П р р.д мет. изоб,ретения
Штамп для отрезки заготовок из полосы, содержащий установленный в пуансонодержателе пуансон, матрицу, верхний и нижний нрижимы, отличающийся тем, что, с целью упрощения регулировки зазора между матрицей и пуансоном и повышения точности отрезки, пуансон выполнен упругим, подвергающимся изгибу в плоскости, перпендикулярной плоскости резки, под действием упорного винта, установленного в пуансонодержателе и упирающегося концом в упругую прокладку, помещенную между пуансонодержателем и пуансоном, и сил, возникающих при резке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сердечников | 1972 |
|
SU562222A3 |
| Штамп для изготовления деталейзАМКНуТОгО КОНТуРА гибКОй пРя-МОлиНЕйНыХ зАгОТОВОК | 1979 |
|
SU810336A1 |
| Штамп для обработки пакета заготовок | 1979 |
|
SU776916A1 |
| Переналаживаемый многопуансонный штамп | 1985 |
|
SU1266609A2 |
| ШТАМП ДЛЯ ОБСЕЧКИ УГЛОВ | 1971 |
|
SU304070A1 |
| Штамп для формования заготовок типа стакана | 1975 |
|
SU579864A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Комбинированный штамп последовательного действия для изготовления полых тонкостенных заклепок | 1987 |
|
SU1489897A1 |
| Штамп для резки проката | 1978 |
|
SU856689A1 |
| ЛИНИЯ ДЛЯ РОТАЦИОННО-ПРОРЕЗНОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ И РОТАЦИОННО-ПРОРЕЗНОЕ УСТРОЙСТВО ДЛЯ НЕЕ | 2020 |
|
RU2747203C1 |
0г/г./
хх/
2Ш. .
:3
/77Т
Фиг. 2
tUu «
