Изобретение относится к механообработке, в частности к автоматическим линиям для механической обработки Изделий типа «зубчатое колесо. Цель изобретения - расширение техно.югических возможностей и упрощение конструкции. Поставленная цель достигается применением многоинструментальной обработки деталей, использованием инструментальной револьверной головки для загрузки-разгрузки станков и сокращением зоны работы роботаманипулятора за счет компоновки комплекса. На чертеже изображена принципиальная схема компоновки роботизированного технологического комплекса. Роботизированный технологический комплекс включает токарные станки 1 и 2, на одном из них смонтирован механизм 3 пощтучной выдачи и ввода обрабатываемых деталей в зону обработки. На станках располагаются инструментальные револьверные головки 4 и о, поперечные суппорты 6, 7 и 8 и другие механизмы для обработки деталей. На одной из позиций револьверных головок 5 и 4 установлены перегружатели для установки, снятия и транспортировки обрабатываемых деталей. Между станками 1 и 2 размеш2 ется транспортный манипулятор 9, а в его действия - разгрузочный стол 10 С тарой для готовых деталей. Зона А, Б - места расположения перегружателей в момент передачи обрабатываемых деталей манипулятором 9 от перегружателя одной револьверной головки к перегружателю другой или подачи на разгрузочный стол 10. Роботизированный комплекс работает следующим образом. Механизм 3 пощтучной выдачи устанавливает заготовку в патрон станка 1, на котором с помон;ью последовательно установленных н револьверной головке 4 инструментов производится обработка детали. После обработки детали на станке 1 револьверная головка 4 разворачивается установленным в О.ДНОЙ из ее позиций перегружателем в зону обработки и перемещением головки к патрону перегружатель осуществляет захват детали. После разжима патрона револьверная головка перемещается в сторону от патрона и одновременно, разворачиваясь, осуществляет подачу перегружателя с деталью в зону А. В зоне А манипулятор 9 осуществляет передачу детали из перегружателя станка 1 в перегружатель станка 2. После обработки на станке 2 готовая деталь перегружателем опять подается в зону Б, и манипулятор 9 подает готовую деталь на разгрузочный стол 10. Затем цикл повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| Токарный роботизированный технологический комплекс | 1985 |
|
SU1291291A1 |
| Переналаживаемая роботизированная система | 1981 |
|
SU998097A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| МЕТАЛЛООБРАБАТЫВАЮЩИЙ СТАНОК (ВАРИАНТЫ) | 2006 |
|
RU2401721C2 |
| Токарный автомат | 1990 |
|
SU1824255A1 |
| Роботизированный комплекс | 1990 |
|
SU1764952A1 |
| ТОКАРНЫЙ СТАНОК | 1992 |
|
RU2008127C1 |
| Гибкий производственный модуль | 1986 |
|
SU1404273A1 |
| Роботизированный технологический комплекс | 1986 |
|
SU1430234A1 |
| Многооперационный станок | 1988 |
|
SU1708572A1 |
РОБОТИЗИРОВАННЫЙ ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС, содержащий токарные станки, устройство для транспортировки и подачи обрабатываемых детп.юй к станкам и разгрузочному столу, имеющее перегружатели и манипулятор, отличающийся тем, что, с целью расширения технологических возможностей и упрощения конструкции, токарные станки расположены зонами обработки друг к другу и снабжены револьверными инструментальными головками, а перегружатели установлены нг; одной из позиций последних, причем разгрузочный стол размещен между станками. (Л Ю 05 О5 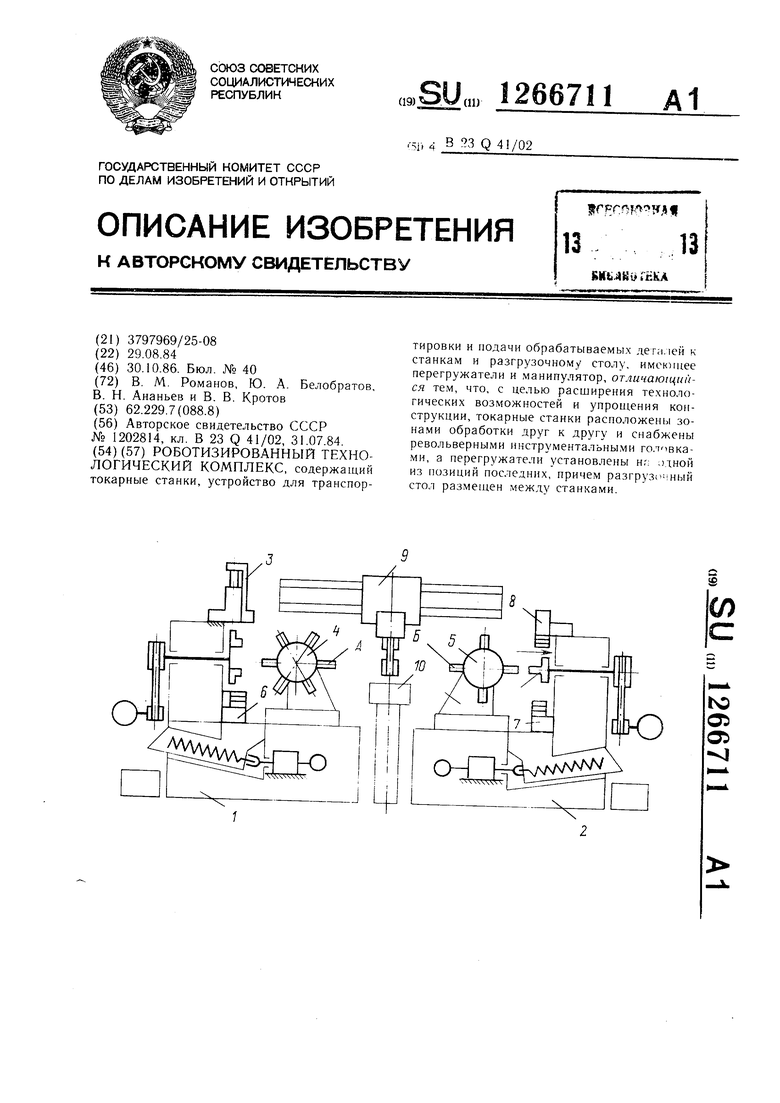
| Автоматическая линия механической обработки изделий | 1984 |
|
SU1202814A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
