Известен способ сварки трением встык разиородных металлов, обладающих различными физико-механическими свойствами.
Использование этого способа приводит к иеодинакон.ой угядке металлов, например, при сварке быстрорежущей и машиноподелочной стали, которая под действием давления больше деформируется, чем быстрорежущая сталь, и свободно течет за пределы диаметра загото-вхи из быстрорежущей стали, образуя неплотный контакт торцов сваривае мых заготовок по периметру.
Под действием высокой температуры металл ъ зоне неплотного контакта окисляется, не сваривается, в результате чего получается непровар по периметру свариваемых заготовок. Обычно для предупреждения непровара по периметру приходится первоначальные размеры свариваемых заготовок выбирать больше на величину двойной глубины непрозара, что приводит к перерасходу металла из-за увеличения припусков.
Кроме того, свободное течение машиноподелочной стали создает большое количество грата на стыке свариваемых заготовок, удаление которого требует значительного времени.
Для устранения этих недостатков предлагается сварку трением встык разнородных металлов производить с применением осадочной матрицы.
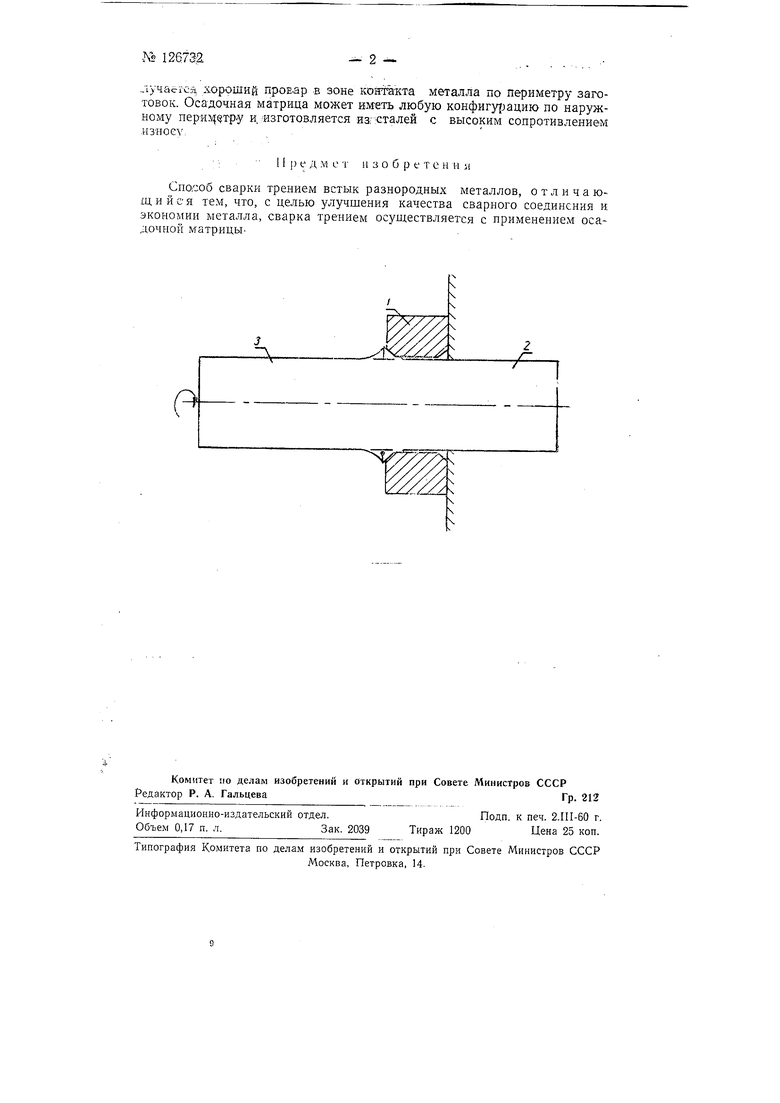
На чертеже изображена схема сварки трением с применением оса.дочной матрицы.
Осадочная матрица 1 надевается на невращаюшуюся заготовку из мащиноподелочной стали 2 с зазором в пределах 0,5-1,0 мм по диаметру. В процессе сварки машиноподелочная сталь заполняет пространство фаски на матрице, что создает прочную опорную поверхность для заготовки 3 из быстро-режущей стали по всей площади, в результате чего по.лучасгсА хороший провар в зоне комитета металла по периметру заготовок. Осадочная матрица может иметь любую кoнфигyJJaцию по наружному перИ. и. изготовляется изгсталей с высоким сопротивлением .изноеу.
:Пред м с г 11 3 о б р е т е н и я
Способ сварки трением встык разнородных металлов, о т л и ч а ющи и с я тем, что, с целью улучшения качества сварного соединения и экономии металла, сварка трением осуществляется с применением осадочной матрицы
| название | год | авторы | номер документа |
|---|---|---|---|
| Осадочная матрица | 1988 |
|
SU1620251A1 |
| Способ сварки трением встык разнородных металлов | 1974 |
|
SU505540A1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ | 2004 |
|
RU2274530C1 |
| Способ контактной стыковой сварки | 1986 |
|
SU1425010A1 |
| Станок для сварки трением | 1960 |
|
SU145120A1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ | 1994 |
|
RU2103131C1 |
| Способ сварки давлением | 1990 |
|
SU1754365A1 |
| Способ электронно-лучевой сварки стыковых соединений | 2019 |
|
RU2701262C1 |
| Способ сварки трением | 1984 |
|
SU1232439A1 |
| Способ стыковой сварки пластин | 1980 |
|
SU1013171A1 |
