(54) ВАЛОК ДЛЯ ПРОКАТКИ МОНОМЕТАЛЛИЧЕСКИХ РЕБРИСТЫХ
ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ РЕБРИСТЫХ ТРУБ И ВАЛКИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2246362C1 |
| Валок для поперечно-винтовой прокатки ребристых труб | 1985 |
|
SU1268220A1 |
| Способ изготовления ребристых труб | 1976 |
|
SU566645A1 |
| СПОСОБ ПРОИЗВОДСТВА ТЕПЛООБМЕННОЙ БИМЕТАЛЛИЧЕСКОЙ РЕБРИСТОЙ ТРУБЫ | 2010 |
|
RU2450880C1 |
| Валок для прокатки высокоребристых биметаллических труб | 1976 |
|
SU625821A1 |
| Способ изготовления ребристых труб и валок для его осуществления | 1978 |
|
SU774736A1 |
| СПОСОБ ИНДУКЦИОННОЙ РАСПРЕССОВКИ СОЕДИНЕНИЯ ВАЛ-ВТУЛКА | 2009 |
|
RU2399474C1 |
| Способ производства биметаллических ребристых труб | 1980 |
|
SU1016003A1 |
| Способ холодной пилигримовой прокатки профильных труб | 1989 |
|
SU1708454A1 |
| Валок дискового стана | 1984 |
|
SU1184574A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при поперечно-винтовой прокатке ребристых труб.
Известен валок для прокатки монометаллических ребристых труб, состоящий из заходных и калибрующих дисков, закрепленных на втулкеCi}.
При прокатке ребристых труб с помощью таких валков в процессе продвижения трубы-заготовки происходит формование ребер заданного диаметра путем постепенного, выдавливания металла трубы с помощью дисков в направлении промежутков между дисками, при этом труба изнутри поддерживается металлической оправкой, имеющей на конце конусообразную часть. Конусообразная часть оправки предназначена для увеличения высоты ребер при внедрении дисков Т)ретьей формующей части, имеющих увеличенный наружный диаметр. Применение данного типа валков -требует дополнительных.энергозатрат изза больших удельных давлений на металл при обжиме трубы, в радиальном направлении и на устранение трения между трущимися поверхностями ввиду большой площади поверхности контакта между оправкой и прокатываемой трубой, привод:и1щих к низкому качеству внутренней полости обрабатываемых труб.
Целью изобретения является повышение качества обработки.
Для достижения цели валок для прркатки монометаллических ребристых . РУб, состоящий из заходных и калибруиадих дисков, закрепленных на втул10ке, снабжен установленными после калибрующих дисков отжимными дисками, дагаметр которых в.1,03-1,Об раза меньше диаметра калибрующих дисков, а толщина больше в 1,01-1,02 раза.
15
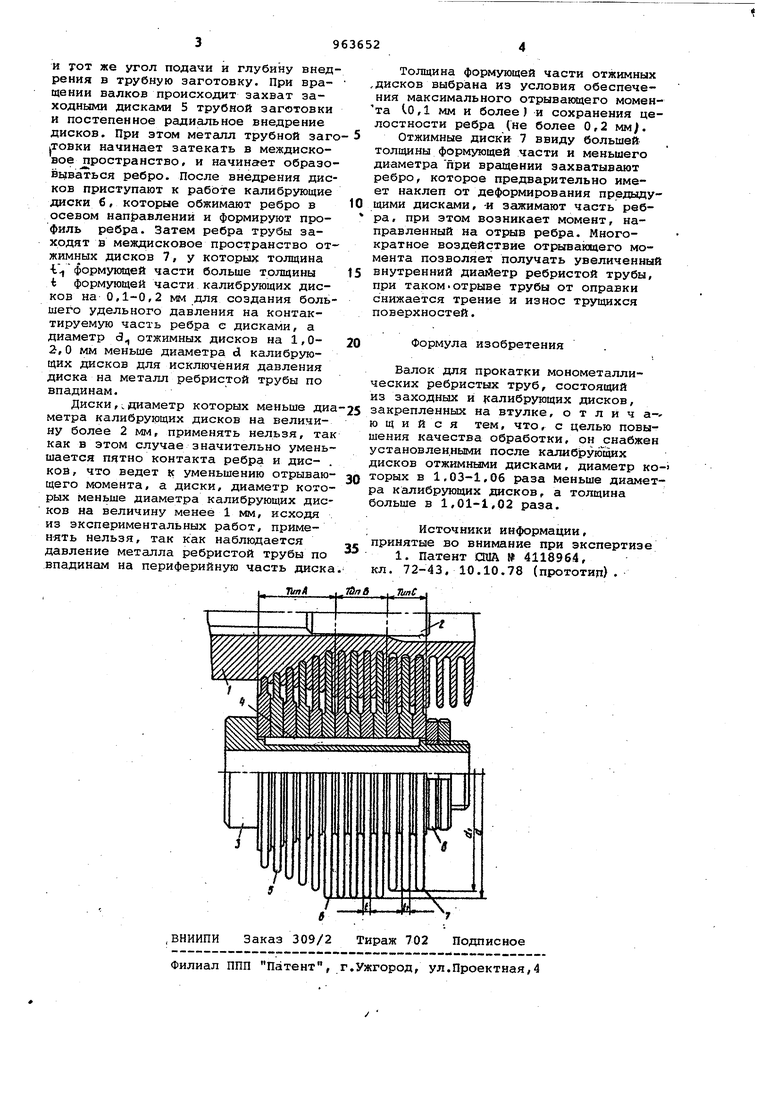
На чертеже изображен валок для прокатки монометаллической трубы.
Валок для прокатки монометаллической трубы 1 на цилиндрической оправке 2 состоит из втулки 3, на ко20торую насажены через шпонку 4 диски трех типов: заходные 5, калибрующие 6 и отжимные 7. При помощи гаек 8 диски плбтно прижимаются к торцовой поверхности втулки 3.
25
Балок работает следующим образом.
Перед прокаткой труб на прокатном стане типа ХПРТ 12-28 М на оси ал ков насаживаются в собранном виде непосредственно сами валки. Оси всех
30 трех валков разворачиваются на один
