распределительное устройство 5 со штоком, стационарные упоры 7, Для согласования углов поворота валков устройство снабжено механизмом синхронизации, вьтолненным в виде электрогидравлического усилителя 8, связанного с золотниковым распределительным устройством, и установленных
на шейках В;ЕЛКОВ сельсин-датчиков 9. Согласование окр -жных скоростей валков со скоростью клети достигается за счет выполнения наружных цилиндрических поверхностей гидроцилиндров с переменными рад.иусами, соответствующими качающим радиусам валков. 3 ил,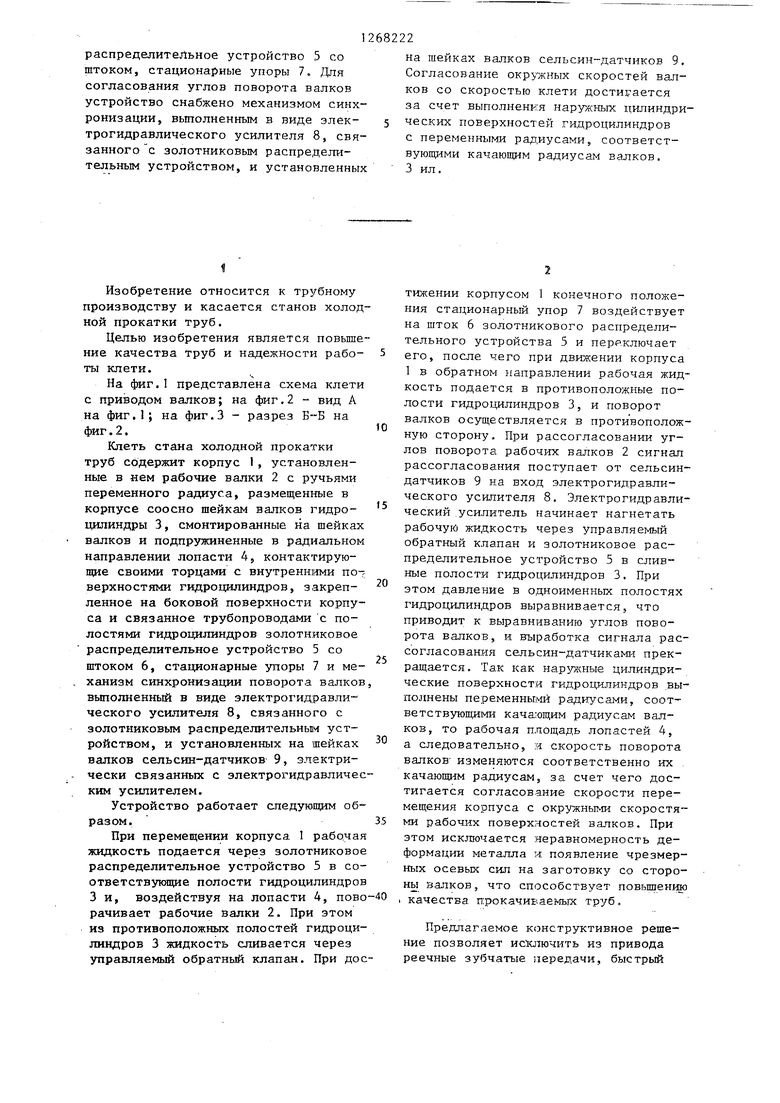
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан холодной прокатки труб | 1989 |
|
SU1712014A1 |
| Привод качания пилигримовых валков стана холодной прокатки труб | 1980 |
|
SU944692A1 |
| ГИДРАВЛИЧЕСКОЕ НАЖИМНОЕ УСТРОЙСТВО МНОГОВАЛКОВОЙ РАБОЧЕЙ КЛЕТИ ПОПЕРЕЧНОЙ ПРОКАТКИ | 1971 |
|
SU298396A1 |
| Устройство для перемещения оправочного стержня | 1980 |
|
SU863028A1 |
| Устройство для управления положением гидравлических нажимных механизмов | 1980 |
|
SU882673A1 |
| Гидравлическое нажимное устройство прокатного стана | 1980 |
|
SU961810A1 |
| Способ холодной прокатки труб и стан для его осуществления | 1985 |
|
SU1346282A1 |
| Привод валков подвижной клети стана холодной прокатки труб | 1973 |
|
SU454068A1 |
| Рабочая клеть стана поперечнойпРОКАТКи пРОфильНыХ издЕлий | 1978 |
|
SU841753A1 |
| Рабочая клеть стана холодной прокатки труб | 1979 |
|
SU876219A1 |
Изобретение относится к трубноt-ry производству и касается станов холодной прокатки труб. Целью.изобретения является повьшение качества труб и надежности в работе. Клеть стана холодной прокатки труб содержит корпус 1, установленные в нем рабочие валки 2, размещенные в корпусе соосно шейкам валков гидроцилиндры 3, смонтированные на шейках валков и подпружиненные в радиальном направлении лопасти 4, золотниковое (Л С 1чЭ а 00 ю ю to
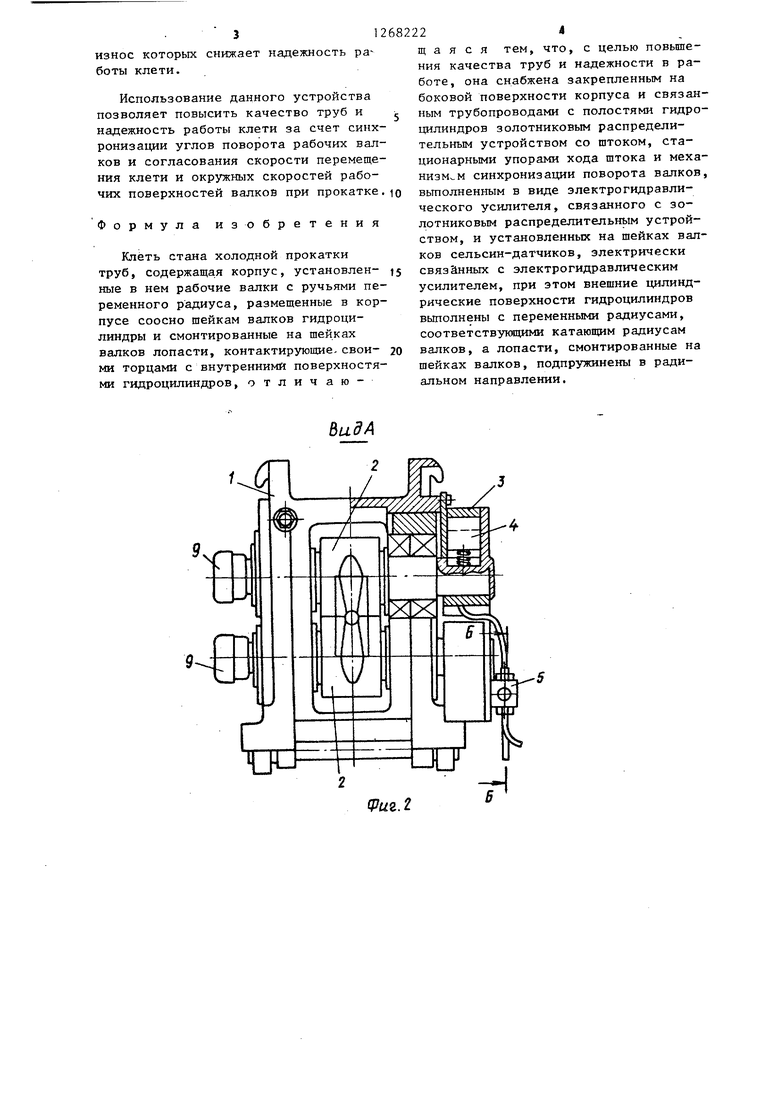
Изобретение относится к трубному производству и касается станов холод ной прокатки труб. Целью изобретения является повыше ние качества труб и надежности работы клети. На фиг.1 представлена схема клети с при водом валков; на фиг, 2 - вид А на фиг.1; на фиг.З - разрез Б-Б на фиг.2. Клеть стана холодной прокатки труб содержит корпус 1, установленные в нем рабочие валки 2 с ручьями переменного радиуса, размещен1Л1е в корпусе соосно шейкам валков гидроцилиндры 3, смонтированные на шейках валков и подпружиненные в радиальном направлении лопасти 4, контактирующие своими торцами с внутренн)ями по-, верхностями гидроцилиндров, закрепленное на боковой поверхности корпуса и связанное трубопроводами с полостями гидроцилиндров золотниковое распределительное устройство 5 со штоком 6, стационарные упоры 7 и механизм синхронизации поворота валков выполненный в виде электрогидравлического усилителя 8, связанного с золотниковым распределительным устройством, и установленных на шейках валков сельсин-датчиков 9, электрически связанных с электрохидравличес ким усилителем. Устройство работает следующим образом. При перемещении корпуса 1 рабочая жидкость подается через золотниковое распределительное устройство 5 в соответствующие полости гидроцилиндров 3 и, воздействуя на лопасти 4, пово рачивает рабочие валки 2. При этом из противоположных полостей гидроцилиндров 3 жидкость сливается через управляемый обратный клапан. При до тижении корпусом 1 конечного положения стационарный упор 7 воздействует на шток 6 золотникового распределительного устройства 5 и переключает его, после чего при движении корпуса 1 в обратном направлении рабочая жидкость подается в противоположные полости гидpol:i iлиндpoв 3, и поворот валков осуществляется в противоположную сторону. При рассогласовании углов поворота рабочих валков 2 сигнал рассогласования поступает от сельсиндатчиков 9 на вход электрогидравлического ус:илителя 8, Электрогидравлический .усилитель начинает нагнетать рабочую жидкость через управляемый обратный клапан и золотниковое распределительное устройство 5 в сливные полости гидроцилиндров 3. При этом давление в одноименных полостях гидроцилиндров выравнивается, что приводит к выравниванию углов поворота валков, и выработка сигнала рассогласования сельсин-датчиками прекращается. Так как наружные цилиндрические поверхности гидроцилиндров выполнены переменными радиусами, соответствующими качшощим радиусам валков, то рабочая площадь лопастей 4, а следовательно, и скорость поворота валков- изменяются соответственно их , качающим радиусам, за счет чего достигается согласование скорости перемещения корпуса с окружными скоростями рабочих поверхностей валков. При этом исключается неравномерность деформации металла и появление чрезмерных осевых сил на заготовку со стороны валков, что способствует повыпенню качества прокачиваемых труб. Предлагаемое конструктивное решение позволяет исключить яз привода реечные зубчатые передачи, быстрый
износ которых снижает надежность ра боты клети.
Использование данного устройства позволяет повысить качество труб и надежность работы клети за счет синх ронизации углов поворота рабочих вал ков и согласования скорости перемеще кия клети и окружных скоростей рабочих поверхностей валков при прокатке
Формула изобретения
Клеть стана холодной прокатки труб, содержаща.я корпус, установленные в нем рабочие валки с ручьями переменного радиуса, размещенные в корпусе соосно шейкам валков гидроцилиндры и смонтированные на шейках валков лопасти, контактирующие- своими торцами с внутренними поверхностями гидроцилиндров, отличаюКидА
lJ
HJl682224
щ а я с я тем, что, с целью повышения качества труб и надежности в работе, она снабжена закрепленным на боковой поверхности корпуса и связан5 ным трубопроводами с полостями гидроцилиндров золотниковым распределительным устройством со штоком, стационарными упорами хода штока и механизм м синхронизации поворота валков,
10 вьтолненным в виде электрогидравлического усилителя, связанного с золотниковым распределительнь1м устройством, и установленных на шейках валков сельсин-датчиков, электрически 15 связанных с электрогидравлическим усилителем, при этом внешние цилиндрические поверхности гидроцилиндров выполнены с переменными радиусами, соответствующими катающим радиусам 20 валков, а лопасти, смонтированные на шейках валков, подпружинены в радиальном направлении.
(Риг. 2
5
(PLL2.3
| Кофф З.А | |||
| Холодная прокатка труб | |||
| - Свердловск.: Металлургиздат, 1962, с | |||
| Пишущая машина | 1922 |
|
SU37A1 |
| УСТРОЙСТВО ДЛЯ УРАВНОВЕШИВАНИЯ СИЛ ИНЕРЦИИ | 0 |
|
SU250860A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
