Изобретение относится к обработке металлов давлением, в частности к устройствам для поперечной прокатки профильных изделий. В c.iПl ecтвyю циx конструкциях рабочих клетей станов поперечной прокатки профильных изделий для получения профиля на изделии их оснащают сложными и дорогостоящими гидравлическими, следящими системами, управля емыми от числового программного устройства. Применение указанных систем оправ дано при прокатке сложной формы профильных изделий, например, с конусны ми или криволинейными образующими, однако при .прокатке ступенчатых цилиндрических изделий, например, втул ки дизель-мотора, использование таки систем нецелесообразно ввиду их слож ности и значительной стоимости. Известна рабочая клеть, содержаща станину с опорн-ыми крышками, узлы рабочих валков/ установленные в подвижных корпусах и гидравлический привод их перемещения . Установка валков по заданной программе осуществляется гидравлическим приводом от числового программного устройства посредством электрогидрав лических преобразователей и сельсинной обратной связи. Известная рабочая клеть позволяет получать изделия со сложным наружным профилем (криволинейные или конусные образующие). Однако известная конструкция рабочей клети стана поперечной прокатки содержит в своем составе большое количество электронной (фазочувствительные усилители, программное устройство, усилители небаланса и т.п.) и гидравлической (электрогидравлические преобразователи, фильтры тонкой очистки и т.п.). аппаратуры, что крайне усложняет ее эксплуатацию. Кроме того, она не обеспечивает стабильной точности геометрич;еских размеров 1рокатываекадх изделий ввиду инерционности гидравлического привода, что является следствием поочередного управления различными по объему полостями гидравлических цилиндров нажимных устройств. Достигнутая .с применением этих систем сравнительно высокая точность (iQ,3% на диаметральные зазмеры) , не является стабильной на крупных партиях изделий. Наиболее близкой к предлагаемой является рабочая клеть стана попервчной прокатки профильных изделий,содержащая станину, узлы рабочих валксв, установленные в корпусах, и гидравлический привод перемещения корпусов с валками, выполненный в виде плунжера Г21 ,
Эта рабочая клеть снабжена тягой с пятой и дополнительным гидроцилиндром, закрепленным данной частью на. донной части гидроцилиндра перемещения валков, а подвижные корпуса узлов валков уравновешены пружин1ьми.
Такая рабочая клеть обладает сложной конструкцией, точность прокатываемых на ней изделий невысока в связи с интенсивным износом открытых направляющих, по которым перемещаются корпуса с узлами рабочих валков.
Цель изобретения - упрощение конструкции рабочей клети стана поперечной прокатки профильных изделий и повышение точности прокатываемых изделий .
Поставленная цель достигается тем что рабочая клеть стана поперечной прокатки профильны°х изделий, содержащая станину с опорными крышками, узлы рабочих валков, установленные в подвижных корпусах, и гидравлический привод их перемещения, каждый подвижный корпус выполнен в виде нажимного, уравновешенного пружиной плунжера, имеющего хвостовик с пятой и снабжен месдозой позиционной установки валка, размещенной между опорной крышкой и пятой, при этом усилие месдозы превышает усилие прунжера в
несколько раз. I
Такое конструктивное выполнение рабочей клети стана поперечной прокатки позволяет упростить конструкцию клети и повысить точность прокатваемых изделий. Это достигается за счет того, что изделие переменного профиля получают в клети без сложных и дорогостоящих систем с чйсло выми программными устройствами.Выполнение подвижных корпусов в виде плунжеров гидравлического привода перемещения валков позволяет существенно повысить СТОЙКОСТЬ и долговечность направляющих, что способствует высокой точности прокатываемых изделий. Кроме того/ прокатка каждой ступени изделия осуществляется на жестком упоре, в качестве которого используют позиционные месдозы вспомогательные плунжеры. Число позиционных месдоз определяется количеством переходов на изделии, а ход каждой из месдоэ равен величине соответствующего перепада на изделии. Жесткость упора (позиционных месдоз) достигается тем/ что усилие, развивамое ими. Превосходит в несколько раз усилие, развиваемое нажимными плунжерами. Использование системы установки рабочих валков на жесткие упоры позволяет достигнуть стабильную точность прокатываемых изделий с отклонениями по наружному диаметру в пределах ±0,1%.
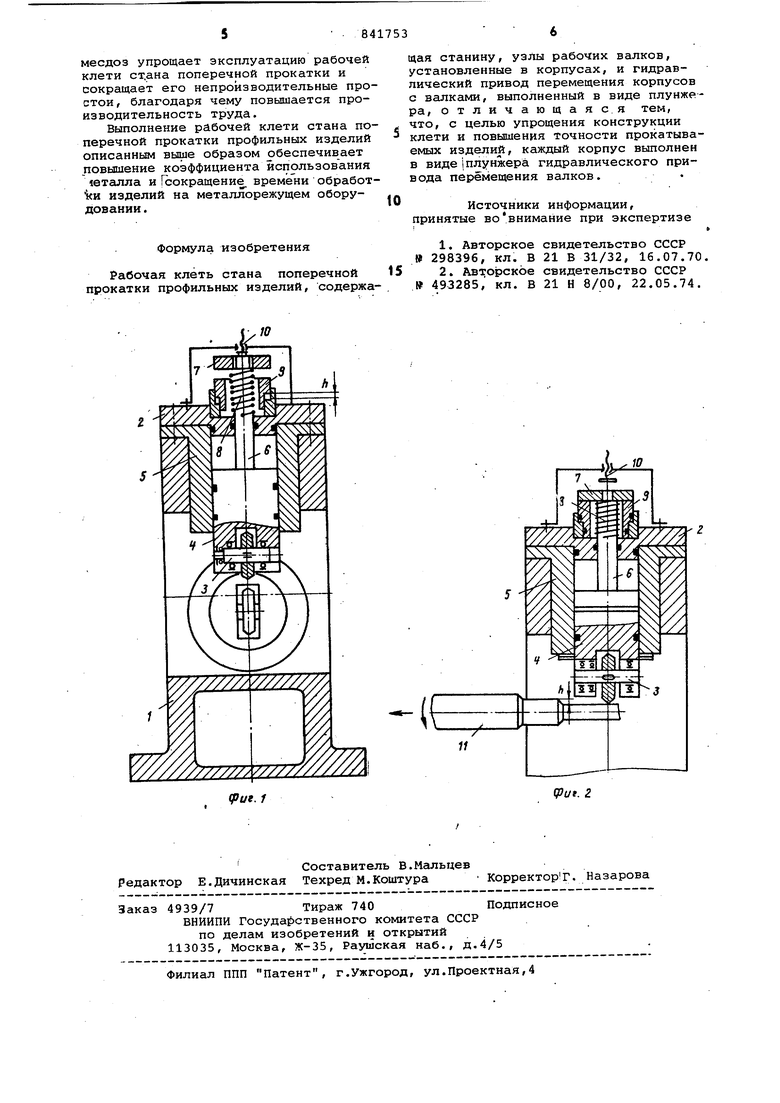
На фиг.1 изображена рабочая клеть стана поперечной прокатки профильных изделий, сечение вдоль оси прокатки , на фиг.2 - положение рабочего валка :лети во время прокатки участка изделия с перепадом диаметров при от ключении позиционной месдозы.
Рабочая клеть стана поперечной прокатки профильных изделий содержит станину. 1 с опорными крышками 2, узлы 3 рабочих валков, установленные в подвижных корпусах 4, перемещающихся в направляющих стаканах 5. Подвижный .корпус 4 выполнен в виде плунжера, имеющего хвостовик 6 с пятой 7. Плунжер-корпус 4 уравновешен пружиной 8. На опорной крышке 2 смонтирована позиционная месдоза 9, которая является упором для пяты 7 плунжера при прокатке профильного изделия, при это}л усилие месдозы 9 превышает усилие плунжера в несколько раз. Исходное положение плунжера устанавливается ограничивающим упоpONi 10.
Устройство работает следующим образом.
При прокатке первоначального участка профильного изделия 11 узлы 3 рабочих валков перемещаются плунжеромкорпусом 4 из исходного положения, определяемого ограничивающим .упором 10 до тех пор, пока пята 7 плунжера, сжимающая пружину 8, не установится на позиционную месдозу 9, находящуюся во включенном (поднятом) состоянии . Усилие месдозы 9 превышает усилие плунжера в несколько раз, поэтому при установке пяты 7 на месдозу узлы 3 рабочих валков находятся в одинаковом координатном положении относительно оси прокатки.
Для прокатки следующей ступени изделия месдозу 9 отключают и узел 3 рабочего Валка перемещается на величину h равную величине хода месдозы 9. После прокатки этого участка изделия 11, валки 3 пружиной 8 возвращаются в исходное положение. Давление масла в плунжерах в это время снято. Далее цикл повторяется. При прокатке изделия с несколькими ступенями необходимоустановить соответствующее количество месдоз 9, имеющих величины ходов, равные величине соответствующих перепадов диаметров на изделии.
Предлагаемая рабочая клеть стана поперечной прокатки по сравнению с известными позволяет повысить точность прокатываемых изделий до ±0,1% на диаметральные размеры с высокой степенью стабильности геометрических размеров больших партий изделий.
Предлагаемая система установки рабочих валков с помощью, позиционных
месдоз упрощает эксплуатацию рабочей клети ст.ана поперечной прокатки и сокращает его непроизводительные простои, благодаря чему повышается производительность труда.
Выполнение рабочей клети стана поперечной прокатки профильных изделий описанным выше образом обеспечивает повышение коэффициента использования аеталла и сокращение, времени обработки изделий на металлорежущем оборудовании .
Формула изобретения
Рабочая клеть стана поперечной прокатки профильных изделий, содержащая станину, узлы рабочих валков, установленные в корпусах, и гидравлический привод перемещения корпусов с валками, выполненный в виде плунжера, отличающая с.я тем, что, с целью упрощения конструкции клети и повышения точности прокатываемых изделий, каждый корпус выполнен в виде |плунжера гидравлического привода перемещения валков.
Источники информации, принятые вовнимание при экспертизе
ft
1. Авторское свидетельство СССР 298396, кл. В 21 В 31/32, 16.07.70. 2. ABTojpcKoe свидетельство СССР № 493285, кл. В 21 Н 8/00, 22.05.74.
К/У
///////////// 77777/.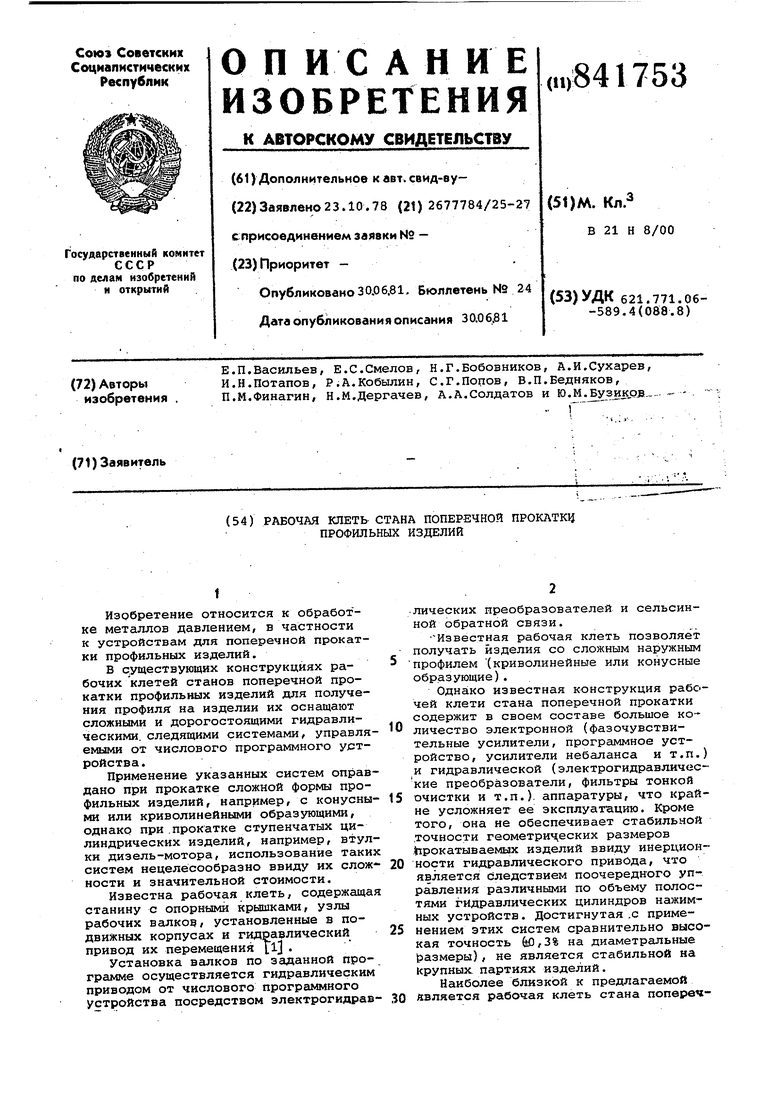

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для перемещения кор-пуСА C РАбОчиМ ВАлКОМ | 1979 |
|
SU837518A1 |
| Предварительно-напряженная клеть стана поперечно-винтовой прокатки | 1980 |
|
SU912373A1 |
| ГИДРОМЕХАНИЧЕСКОЕ НАЖИМНОЕ УСТРОЙСТВО | 1997 |
|
RU2125917C1 |
| Рабочая клеть стана поперечной прокатки полых профильных изделий | 1978 |
|
SU727296A1 |
| Гидравлическое нажимное устройство многовалковой рабочей клети поперечной прокатки | 1979 |
|
SU854476A1 |
| Стан поперечной прокатки полыхпРОфильНыХ издЕлий | 1979 |
|
SU841754A1 |
| Станина рабочей клетки стана холодной прокатки труб | 1975 |
|
SU557836A1 |
| Трехвалковая клеть винтовой прокатки | 1979 |
|
SU780913A1 |
| Рабочая клеть прокатного стана | 1980 |
|
SU965575A1 |
| Рабочая клеть косовалкового стана | 1975 |
|
SU519234A1 |
