1C
оь оо
N3
4
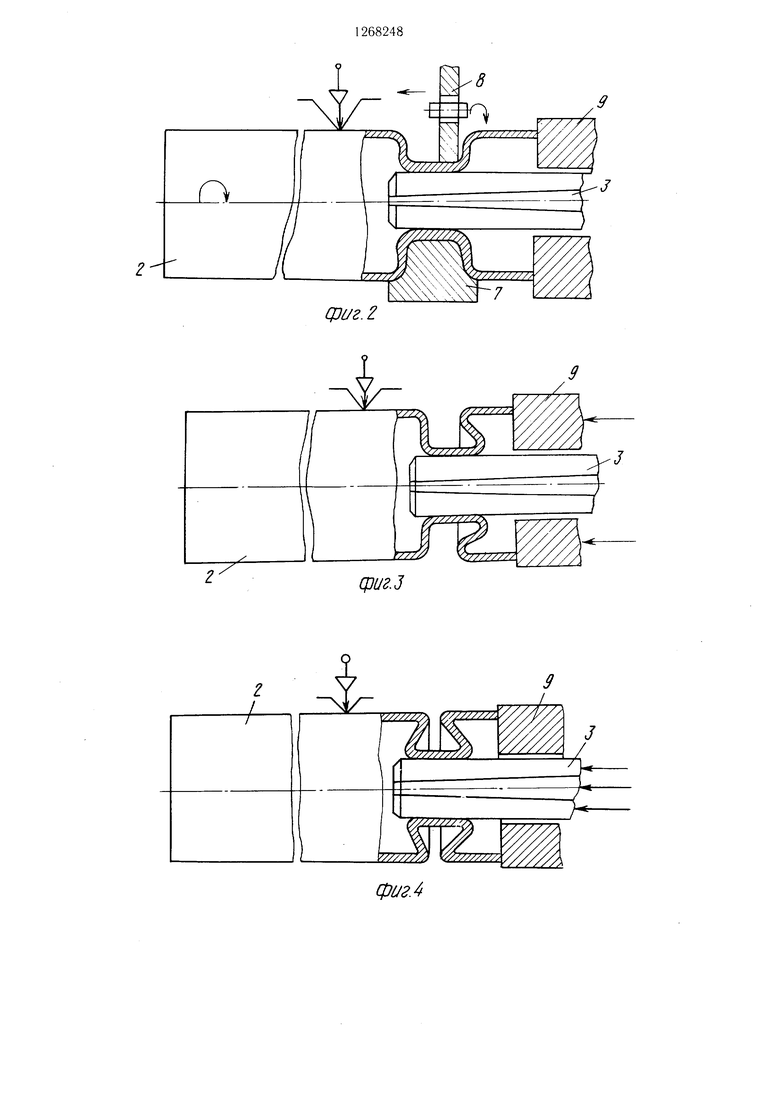
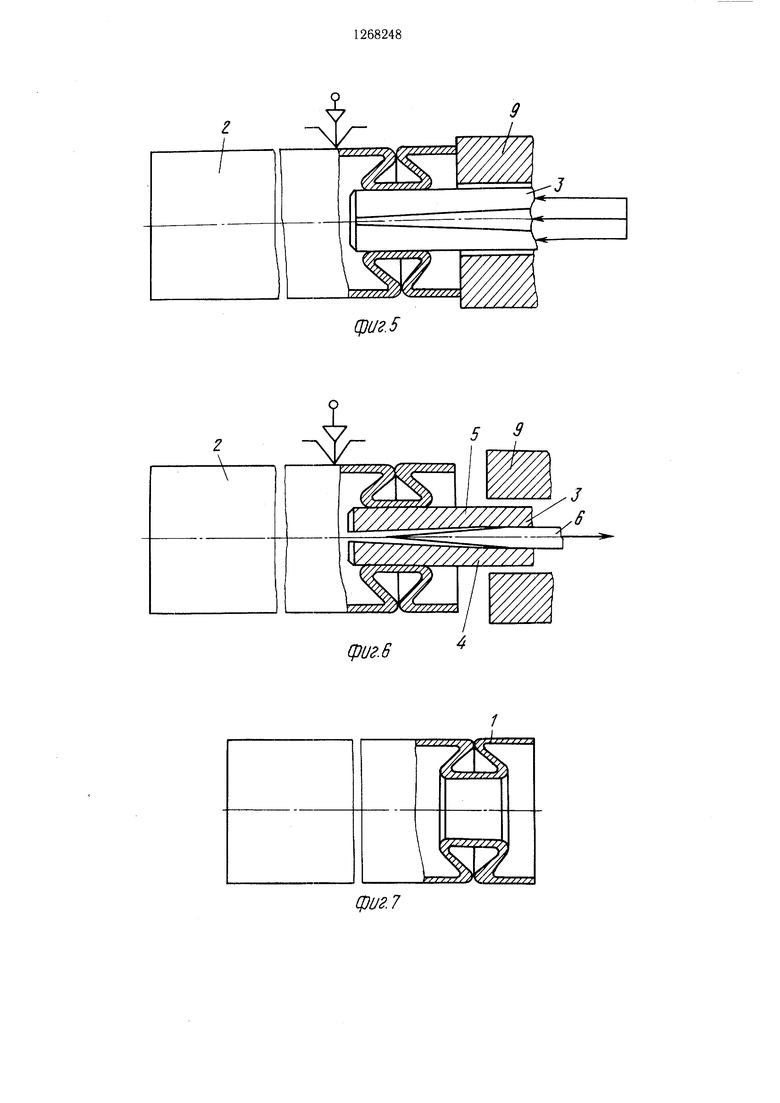
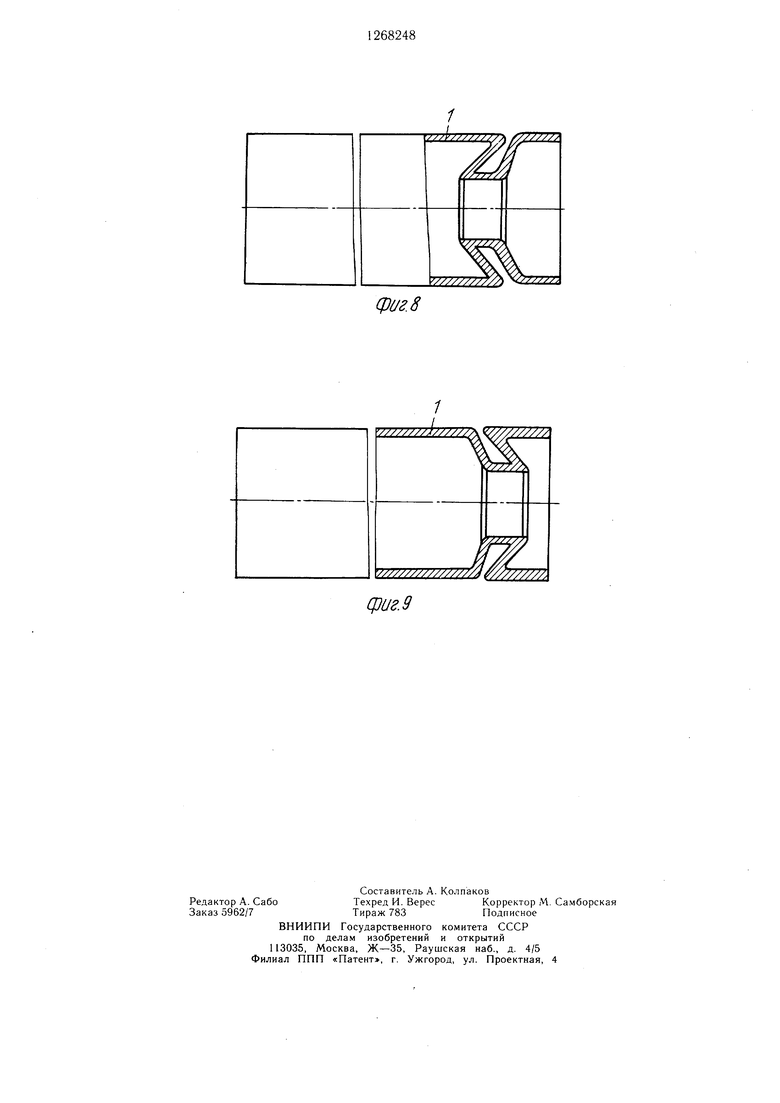
оо Изобретение относится к обработке металлов давлением, а именно к способам изготовления полых изделий с кольцевыми ребрами жесткости различной конфигурации, и может быть использовано для получения изделий, служащих в качестве теплообменников, реакторов различного типа в химической промышленности, отстойников и труб повышенной жесткости. Цель изобретения - расширение технологических возможностей. На фиг. 1 изображена заготовка, закрепленная в зажиме под обкатку; на фиг. 2 - образование пережима с помощью инструмента трения либо роликом на оправке; на фиг. 3 - осадка пуансоном с торца заготовки; на фиг. 4 - образование внутреннего выступа в результате синхронного движения пуансона и оправки; на фиг. 5 - заключительная стадия процесса смыкания кромок выступа заготовки; на фиг. 6 - отвод пуансона и удаление оправки; на фиг. 7 - готовое изделие; на фиг. 8 - изделие, полученное при условии, что скорость пуансона больше скорости оправки; на фиг. 9 - изделие, полученное в случае, когда скорость оправки больше скорости пуансона. Изготовление полых изделий 1 с внутренними кольцевыми ребрами жесткости выполняют из полой заготовки 2, устанавливаемой на оправку 3, посредством нагрева, обкатки на оправке и осадки, при этом осадку выполняют при осевом переменлении ойравки 3. Оправка 3 может быть выполнена в виде двух лепестков 4 и 5 и клина 6. Для радиального пережима заготовки 2 может быть использован инструмент трения 7 либо ролик 8. Осадка заготовки 2 производится либо пуансоном 9 при неподвижной оправке 3, либо подвижной оправкой при неподвижном пуансоне, либо движущимися одновременно, но с различными скоростями, пуансоном 9 и оправкой 3. Пример. Заготовка 2, закрепленная в цанговом патроне модернизированного под обкатку шарнирного станка, приводится во враш.ение со скоростью 360 об./мин. К заготовке подводят кольцевой индуктор для предварительного нагрева ТВЧ. Иосле этого внутрь заготовки вводят оправку так, чтобы ее торец находился на расстоянии 15 мм от места обкатки. Нагрев места обкатки проводится до t 1000-1200°С. После нагрева индуктор отводят, а пережим заготовки производят инструментом трения, калибруюцд,ая часть которого совпадает с профилем впадины шириной мм и глубиной мм. Инструмент трения деформирует заготовку со скоростью Дф 2,0-2,7 град/об. Иосле этой операции производят осадку заготовки с торца пуансоном 9. Скорость перемещения пуансона и оправки варьируют в интервале мм/с, причем минимальная скорость оправки (Vo)i 2 мм/с, соотношение скоростей оправки и пуансона ,25-4 (также при неподвижной оправке и движущемся пуансоне и неподвижном пуансоне и движущейся оправке) . В зависимости от соотношения скоростей пуансона и оправки получают профиль впадины различного типа. В случае, когда , а скорость оправки варьируется, происходит отрыв донышка заготовки от оправки и нарушение формы впадины. Иотеря формы профиля происходит также при и варьировании скоростью перемещения пуансона 9. В случае, когда скорости перемещения одинаковы, получается правильный симметричный профиль. Ири этом кромки впадины в корпусе заготовки сдвигаются, процесс заканчивается при полном смыкании кромок. После этого пуансон отводится, оправка размыкается и выводится из заготовки, а заготовка освобождается из цангового зажима. Выполнение осадки заготовки при осевом перемещении оправки обеспечивает возможность изготовления различных типоразмеров изделий. Формула изобретения Способ изготовления полых изделий с внутренними кольцевыми ребрами жесткости, при котором полую заготовку устанавливают на оправку, нагревают, обкатывают по оправке и осаживают, отличающийся тем, что, с целью расширения технологических возможностей, осадку выполняют при осевом перемещении оправки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИНЗОВОГО КОМПЕНСАТОРА ТЕМПЕРАТУРНЫХ УДЛИНЕНИЙ ТЕПЛООБМЕННЫХ АППАРАТОВ | 2022 |
|
RU2791559C1 |
| Машина для обкатки цилиндрических заготовок ром-5 | 1977 |
|
SU677792A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 2003 |
|
RU2252836C1 |
| Способ изготовления полых изделий с внутренними ребрами жесткости | 1988 |
|
SU1687333A1 |
| Инструмент трения для изготовления тангенциальной обкаткой полых изделий из трубчатых заготовок | 1982 |
|
SU1058677A1 |
| Способ изготовления зубчатых колес | 1990 |
|
SU1803248A1 |
| Способ холодной штамповки полумуфт | 2021 |
|
RU2781933C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ТРУБ | 2003 |
|
RU2240190C1 |
| УСТРОЙСТВО ДЛЯ КОВКИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2011468C1 |
| Способ изготовления полых изделий, преимущественно шаров | 1990 |
|
SU1779456A1 |
Изобретение относится к технологии изготовления полых изделий с внутренними кольцевыми ребрами жесткости различной формы. Цель изобретения - расширение технологических возможностей. Нагретую трубчатую заготовку пережимают обкаткой по оправке роликом или инструментом трения. Затем к торцам заготовки пуансоном прилагают усилия осадки, а к внутренней поверхности пережатой части заготовки оправкой - осевые усилия трения. 9 ил.
фиг. 4
(U.5 5 фиг. 6 3
фиг. 7
фиг. 8
фиг. 9
| Патент США № 2878551, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Автоматический сцепной прибор американского типа | 1925 |
|
SU1959A1 |
