го
05
сх ю
сх со
Изобретение относится к металлургии и может быть использовано при разливке жидкой стали и других сплавов в непрерывные слитки, преимущественно круглого сечения.
Цель изобретения - повышение качества слитка и расширение сортамента разливаемых металлов, а также повышение надежности работы машины непрерывной разливки
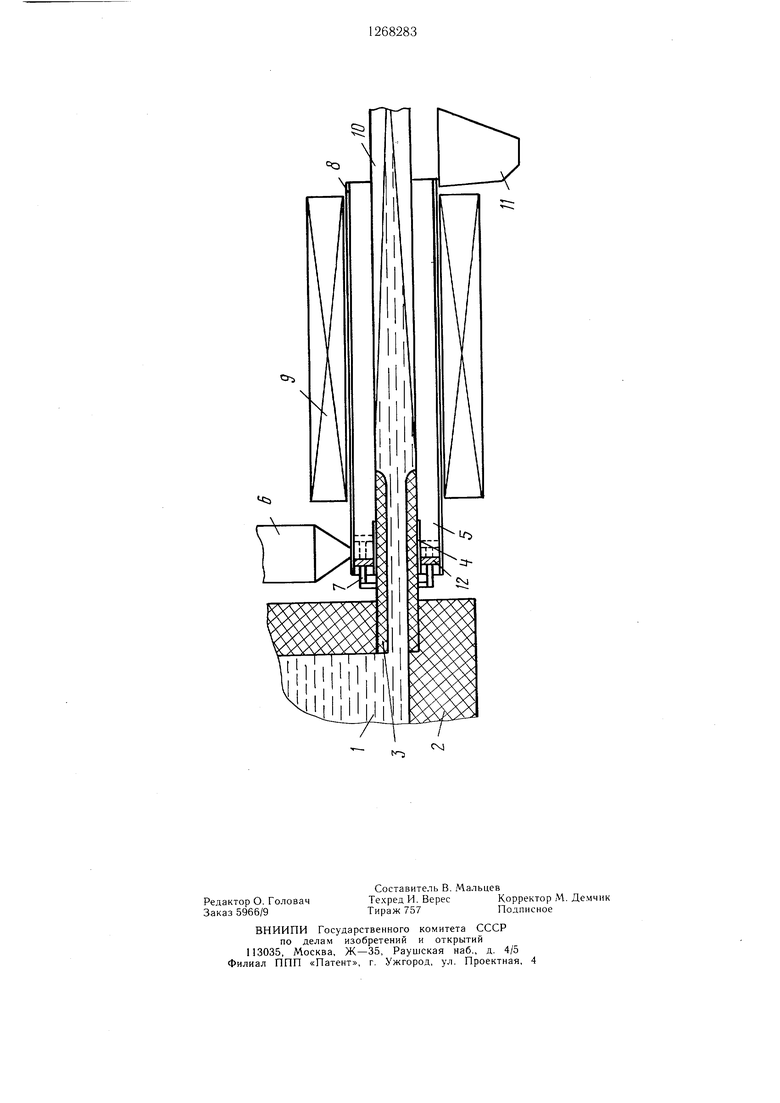
На чертеже показана схема осуществления способа.
Жидкий металл 1 из металлоприемника 2 через металлопровод 3 непрерывно подают в кристаллизатор 4, где металл 1 кристаллизуется при контакте с оболочкой 5 из сыпучего ферромагнитного материала. Оболочки 5 формируют на внешней поверхности металлопровода 3 подпрессовкой непрерывной путем подаваемого из питателя 6 в полость кристаллизатора 4 сыпучего ферромагнитного материала посредством дискретного уплотнителя 7 (полость кристаллизатора 4 образована немагнитной обечайкой 8 с обхватывающим ее электромагнитом 9) и наложением на подпрессованный сыпучий ферромагнитный материал магнитного поля.
В результате теплового взаимодействия жидкого металла и ферромагнитного материала образуется и постепе)1но нарастает затвердевшая корка слитка 10, который вытесняют из кристаллизатора 4. Одновременно из него выдвигают и оболочку 5, движение которой происходит под действием сцепления со слитком 10 и под давлением дискретного уплотнителя 7.
После нарастания твердой корки, достаточной для придания жесткости слитку 10, последний выходит из зоны действия электромагнита 9 и оболочки 5. Ферромагнитный материал поступает в устройство 11 для его сбора, а слиток 10 охлаждается в зоне вторичного охлаждения (не показана).
Отработанный ферромагнитный материал охлаждается, просеивается, покрывается противопригарным покрытием (при необходимости) и подается через питатель 6 в зону действия дискретного уплотнителя 7. Рабочий орган 12 уплотнителя 7, выполненный в виде кольцевого поршня, совершает возвратно-поступательное движение в объеме, заключенном между обечайкой 8 и внешней поверхностью металлопровода 3.
Рабочая оболочка кристаллизатора является пористым телом с пониженной теплопроводностью и теплоемкостью, что позволяет уменьшить тепловой удар жидкого металла при контакте с кристаллизатором. Наличие пор в рабочей оболочке предоставляет
возможность для равномерного подвода охладителя, например воды, к поверхности затвердевающего слитка и регулированию таким образом скорости охлаждения слитка, при этом имеется возможность для изменения скорости охлаждения на различных этапах охлаждения слитка.
Технико-экономическая эффективность способа состоит в повышении качества разливаемых непрерывных слитков и расширении сортамента разливаемых сталей, при этом исключаются прорывы жидкого металла, уменьшаются габариты машины и затраты на разливку. Это дает возможность перевода на непрерывную разливку сталей, которые по своим реологическим свойствам не могут разливаться на радиальных машинах. С учетом небольших габаритов машины непрерывной разливки размещение ее возможно в существующих разливочных пролетах сталеплавильных цехов без сооружения новых зданий. Использование изобретения дает возможность экономить 12-14% от количества, производимой средне- и высокоуглеродистой, инструментальной, конструкционной легированной и других марок сталей, которые в настоящее время разливаются в изложницы, а потери на обрезку прибыльной части которых составляют 10%.
Формула изобретения
1.Способ непрерывной разливки, включающий подачу расплавленного металла из металлоприемника через металлопровод в кристаллизатор, охлаждение и вытягивание сформированного слитка из кристаллизатора, отличающийся тем, что, с целью повыщения качества слитка и расщирения сортамента разливаемых металлов, расплавленный металл вводят в кристаллизаторе в контакт с оболочкой из дисперсного ферромагнитного материала, которую создают на внешней поверхности металлопровода дискретной подпрессовкой дисперсного ферромагнитного материала па входе в кристаллизатор в продольном относительно металлопровода направлении и наложением магнитного поля, при этом сформированную оболочку перемещают к выходу из кристаллизатора синхронно с вытягиванием из него слитка.
2.Способ по п. 1, отличаюш,ийся тем, что с выведенной из кристаллизатора оболочки магнитное поле снимают, а дисперс0 ный ферромагнитный материал охлаждают, просеивают, наносят на него покрытие и возвращают на вход в кристаллизатор.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ ГОРИЗОНТАЛЬНОЙ РАЗЛИВКИ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2532679C1 |
| МАШИНА НЕПРЕРЫВНОГО ЛИТЬЯ СЛЯБОВЫХ ЗАГОТОВОК С ДВУХСТОРОННИМ ВЫТЯГИВАНИЕМ | 2002 |
|
RU2252107C2 |
| Способ горизонтальной непрерывной разливки металлов | 1983 |
|
SU1138233A1 |
| Способ горизонтальной непрерывной разливки металлов и установка для его осуществления | 1979 |
|
SU1109243A1 |
| Устройство для непрерывного литья заготовок горизонтального типа | 1982 |
|
SU1092824A1 |
| МАШИНА ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1983 |
|
SU1802461A1 |
| Способ автоматического управления процессом непрерывного литья слябов на машине непрерывного литья заготовок горизонтального типа с двусторонним вытягиванием | 1987 |
|
SU1496916A1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1985 |
|
SU1254630A1 |
| Установка непрерывной разливки металлов горизонтального типа | 1979 |
|
SU1109246A1 |
| СПОСОБ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ БИМЕТАЛЛИЧЕСКИХ СЛИТКОВ ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
SU1681455A1 |
Изобретение позволяет улучшить качество непрерывно-литых слитков и рас ширить сортамент разливаемых сталей. Согласно изобретению затвердевание стали происходит в подвижном кристаллизаторе, выполненном из дисперсного ферромагнитного материала, который сначала формообразуют в оболочку нужного сечения, а затем фиксируют ее наложением магнитного поля. Одновременно оболочку перемещают синхронно с вытяжкой слитка. 1 з.п.ф-лы, 1 ил.
| Способ непрерывного литья чугунных заготовок | 1981 |
|
SU996071A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
