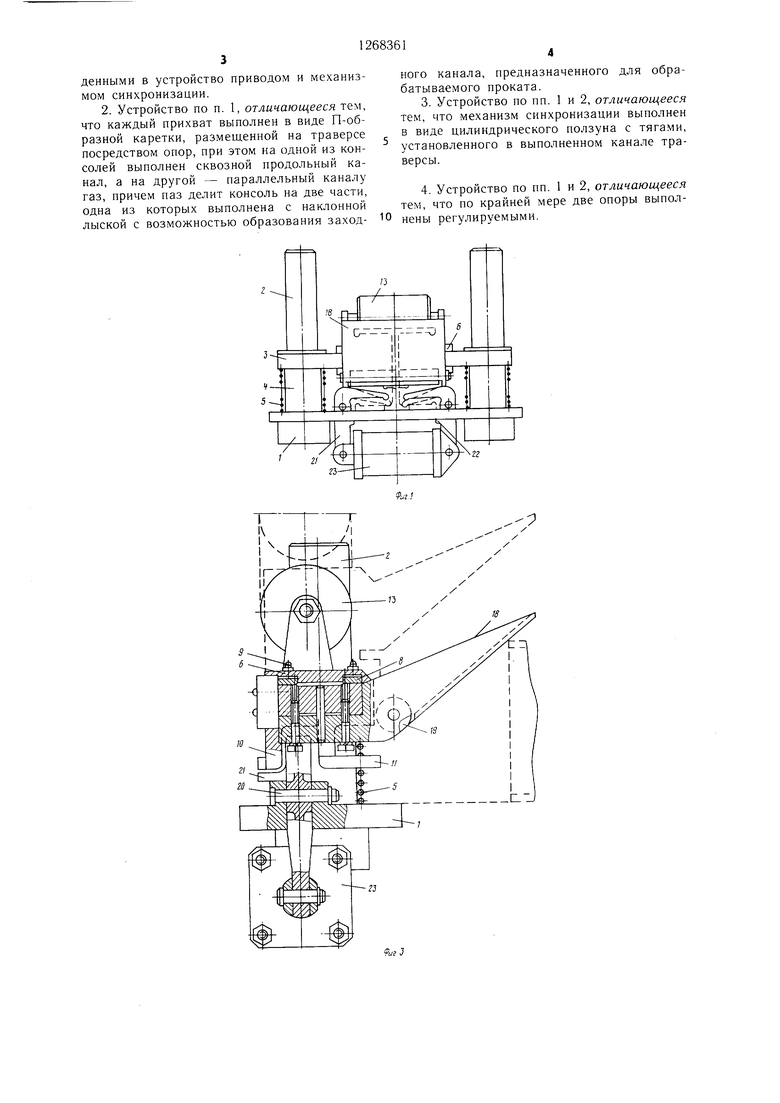
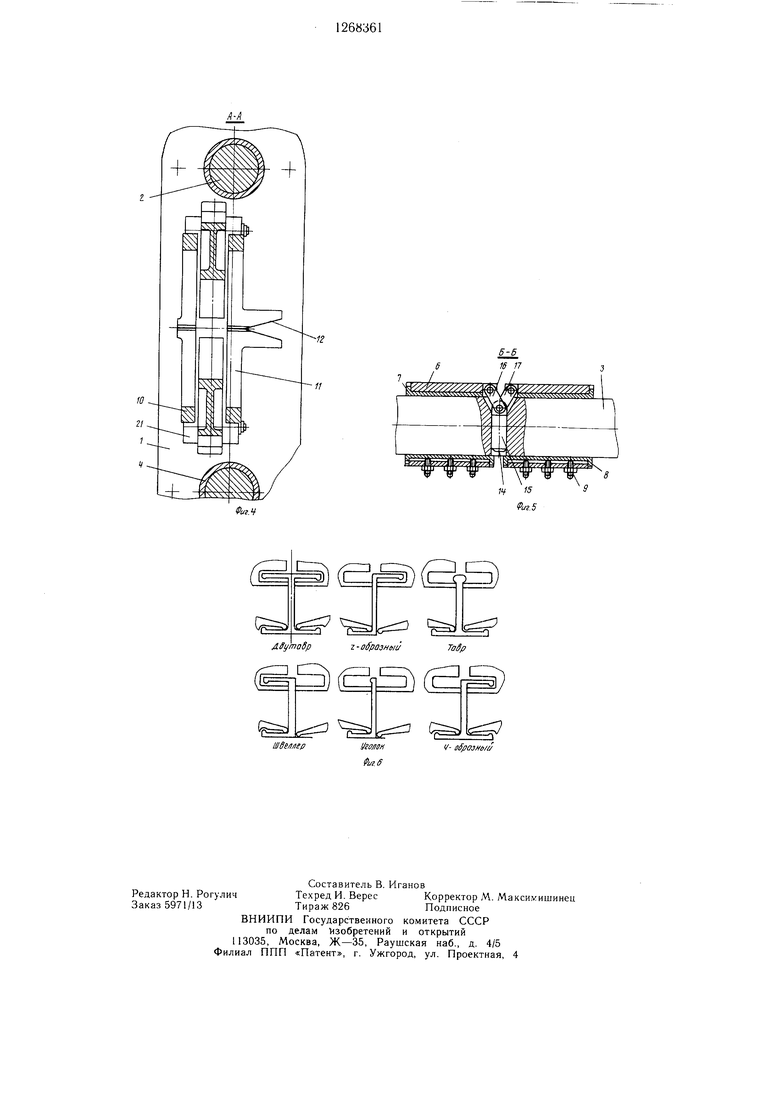
Изобретение относится к станкостроению и может быть использовано в отрезных круглопильных автоматах для резки материала, преимущественно профильного проката из легких сплаЕЮВ в мелкосерийном и единичном производстве, при частой смене номенк татуры разрезаемого проката. Цель изобретения - расширение технологических возможностей путем исключения перенастраивания при смене вида разрезаемого профиля. На фиг. 1 изображено устройство, обплий вид; на фиг. 2 - то же, увеличено; на фиг. 3 - то же, вид сбоку; на фиг. 4 - сечение А-у на фиг. 2; на фиг. 5 - сечение Б-Б на фиг. 2; на фиг. 6 -- схема зажима профилей разпого вида. Устройство для крепления заготовок в пиле для резки профильного проката содержит корпус 1, выполненный в виде П-образной рамы, на цилиндрических консолях 2 которой установлена с возможностью возвратно-постунательного движения траверса 3, направляющие втулки 4 которой скользят по цилиндрическим консолям 2 корпуса 1. Траверса 3 подпружинена пружинами 5 от корпуса 1. Суммарная максимальная сила сжатия пружин несколько меньше или равна весу траверсы 3 с установленными на ней деталями. Траверса 3 выполнена в виде направляюндей, где устаповлены два прихвата 6. Конструкция прихватов одинакова и представляет из себя П-образную каретку, одна из консолей которой имеет сквозной продольный канал, где установлены попарно с разных сторон опоры 7 и 8, одна из которых 7 установлена в пазу неподвижно, а другая, противоположная первой, опора 8 -подвижно и нри помощи винтов 9 прижимается к направляющей траверсы 3, чем обеспечивается безлюфтовая пара скольжения. Траверса 3 стальная, а ненодвижные опоры 7 и регу.шруемые опоры 8 для снижения сил трения выполнены из бронзы. Продольный паз делит вторую консоль прихвата на две части 10 и 11. Часть 11, расположенная со стороны подаваемого профиля, имеет наклонную лыску 12. Лыски обоих нрихватов образуют заходный канал для подаваемого профиля, в канале профиль центрируется относите П: но прижимных элементов. Прихваты 6 связаны между собой пневмоприводом 13, а также механизмом синхронизации, вьпюлненным в виде установленного в цилиндрическом канале М траверсы 3 цилиндрического ползуна 15 с гягами 16 и 17. На траверсе 3 смонтирована наклонная направляющая 18 с приемным pojn-iKOM 19. Нижняя кромка приемного ролика 19 находится между консолями прихватов 6. На корнусе I смонтирован нрижимнои механизм выполненный в виде двух оннозитно расположенных на осях 20 Г-образных коромысел 21, имеющих упоры 22. Последние не позволяют каждо.му из коромысел отклоняться больше определенного угла, тем самым обеспечивается гарантированный отход каждого из коромысел 21 от зажимаемого профиля, кроме того предохраняется верхняя кромка низкого профиля от удара нрижимным концом коромысла 21, при этом последние связаны между собой общим приводом 23. Устройство работает следующим образом. В исходном положении прихваты 6 при помощи пружины 24 и привода 13 разведены. Прижимные концы коромысел 21 подняты, упоры 22 при этом уперты в корпус 1. Профиль манипулятором (не показан) подается в зону зажима. Конец профиля упирается в наклонную направляющую 18 и поднимает траверсу 3 с прихватами 6 до тех пор, пока верхняя кромка профиля не совпадет с нижней кромкой опорного ролика 19, после этого профиль беспрепятственно проходит дальще, а ролик 19 катится по верхней кромке профиля, который упирается в одну из наклонных лысок 12 консоли 11 прихвата 6 и центрируются относительно нрихватов 6. За пильным диском (не показан) установлены датчики (не показаны), сигнализирующие о наличии профиля. Подается команда на отвод манипулятора, подается сжатый воздух на привод 13, происходит зажим стенки профиля консолями прихватов 6. Затем при помощи привода 23 коромысел 21 прижимают полку профиля к основанию. После зажатия производится торцовка профиля. После торцовки профиль освобождается, при этом захват приходит в исходное положение. Затем профиль при помощи механизма подачи автомата резки перемещается на величину получаемой заготовки. Подается команда на зажим и отрезку заготовки. Цикл повторяется. Формула изобретения 1. Устройство для крепления заготовок пиле для резки, содержащее корпус с ирижимным механизмом, выполненным в виде двух оппозитно расположенных Г-образных связанных об1дим приводом коромысел с упорами, отличающееся тем, что, с целью расширения технологических возможностей путем обеспечения крепления различного профильного проката, оно снабжено консоля.ми, установленными на корпусе и несущими подпр жиненную траверсу с направляющеи и роликом, установленную с возможностью возвратно-поступательного перемещения, при этом траверса снабжена прихватами, установленными с возможностью возвратно-поступательного перемещения и связанными между собой введенными в устройство приводом и механизмом синхронизации. 2. Устройство по п. 1, отличающееся тем, что каждый прихват выполнен в виде П образной каретки, размещенной на траверсе посредством опор, при этом на одной из консолей выполнен сквозной продольный канал, а на другой - параллельный каналу газ, причем паз делит консоль на две части, одна из которых выполнена с наклонной лыской с возможностью образования заходкого канала, предназначенного для обрабатываемого проката. 3.Устройство по пп. 1 и 2, отличающееся тем, что механизм синхронизации выполнен в виде цилиндрического ползуна с тягами, установленного в выполненном канале траверсы. 4.Устройство по пп. 1 и 2, отличающееся тем, что по крайней мере две опоры выполнены регулируемыми.
Фиг.Ч
7/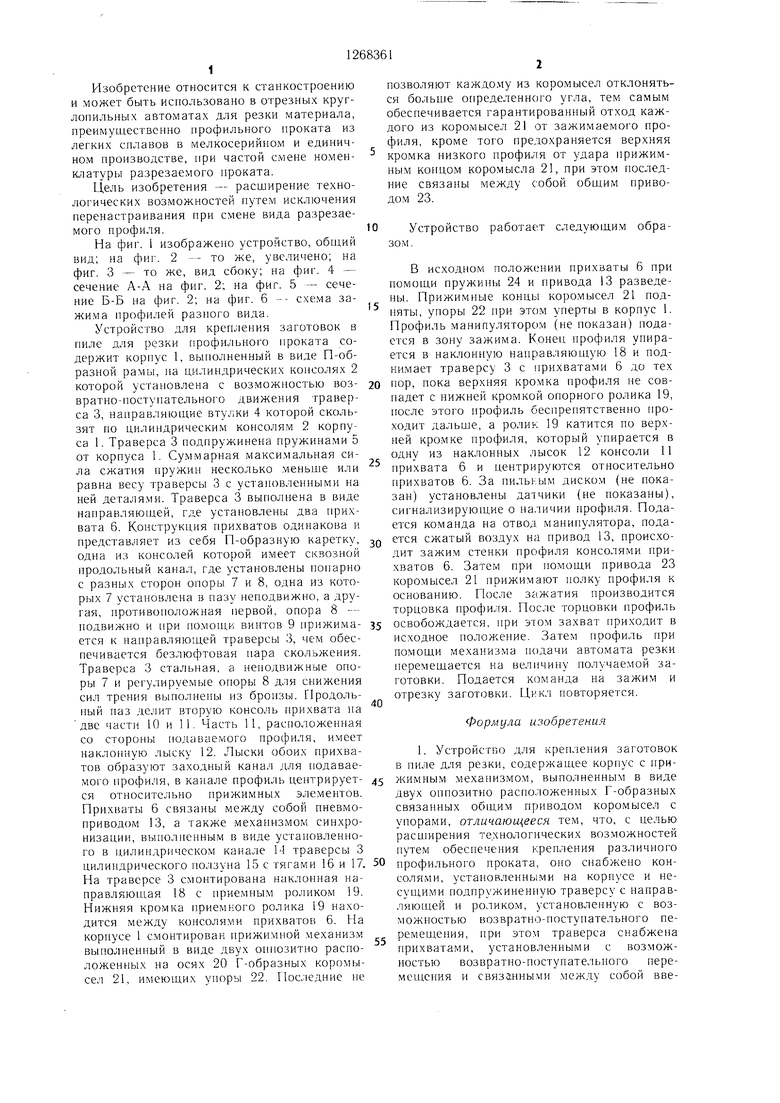
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для крепления заготовок в пиле для резки | 1986 |
|
SU1399057A2 |
| Скобосшивной станок для соединения деревянных поддонов | 1974 |
|
SU516523A1 |
| Устройство для резки проката | 1990 |
|
SU1791080A1 |
| Устройство для фасонной резки профильного проката | 1991 |
|
SU1811454A3 |
| Устройство для монтажа водозащитного зонта | 1983 |
|
SU1162987A1 |
| Устройство для удаления заготовок из рабочей зоны обрабатывающей машины | 1986 |
|
SU1428510A2 |
| Транспортная система линии расконсервации изделий | 1981 |
|
SU1002215A1 |
| Устройство для зажима деталей | 1984 |
|
SU1187947A1 |
| Устройство для восстановления зубчатых колес с внутренними зубьями | 1988 |
|
SU1641495A1 |
| Агрегат для изготовления длинномерного профильного изделия | 1989 |
|
SU1799739A1 |
Изобретение относится к области станкостроения. Для расширения технологических возможностей путем исключения перенастраивания при смене вида разрезаемого профиля корпус I выполнен в виде П-образной рамы с установленной посредством пружин 5 с возможностью возвратно-поступательного перемещения траверсой 3, снабженной направляющей 18 с роликом и несущей прихваты 6, установленные с возможностью возвратно-поступательного перемещения, связанные между собой общим пневмоприводом 13 и механизмом синхронизации. Каждый прихват 6 выполнен в виде П-образной каретки, установленной на траверсе, при этом на одной из консолей выполнен сквозной продольный канал с опорами 7 и 8, из которых две опоры 8 выполнены регулируемыми. Другая консоль выполнена с параллельным каналу пазом. При этом последний делит консоль на две части, одна из которых выполнена с наклонной лыской с образованием заходного канала. Механизм синхронизации выполнен в виде установленного в канале траверсы 3 цилинд& рического ползуна с тягами. 3 з.п. ф-лы, (Л 6 ил. ЬО О5 оо со 05
е
Ua i
CSa
Л утабр2-oSpa3ft/ iu
O
Шбемгр
TaSp
V- sffO3M6/ /
| Патент Чехооловакии № 213558, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Колосниковая решетка с чередующимися неподвижными и движущимися возвратно-поступательно колосниками | 1917 |
|
SU1984A1 |
