4 N3
схэ
СП
Изобретение относится к обработке металлов давлением, а именно к вспомогательному оборудованию заготовительного производства, может быть использовано для удаления отрезанных заготовок из зоны резки и является усовершенствованием устройства по авт. св. № 1274826.
Цель изобретения - расширение технологических возможностей.
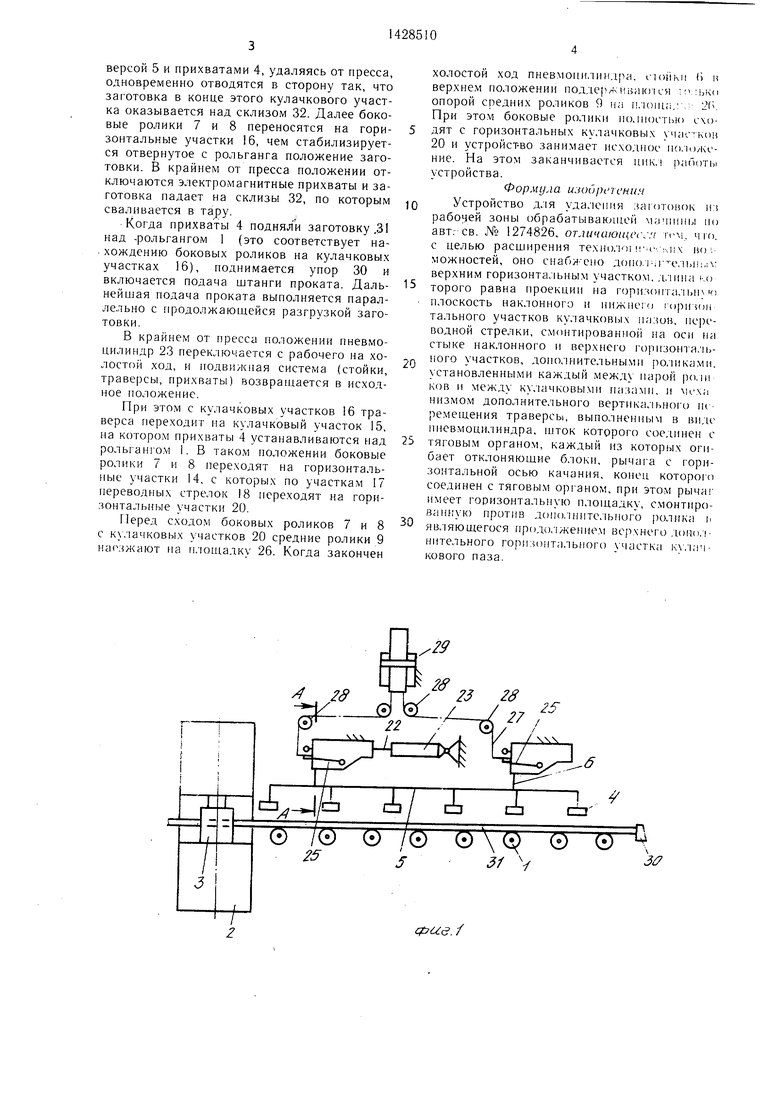
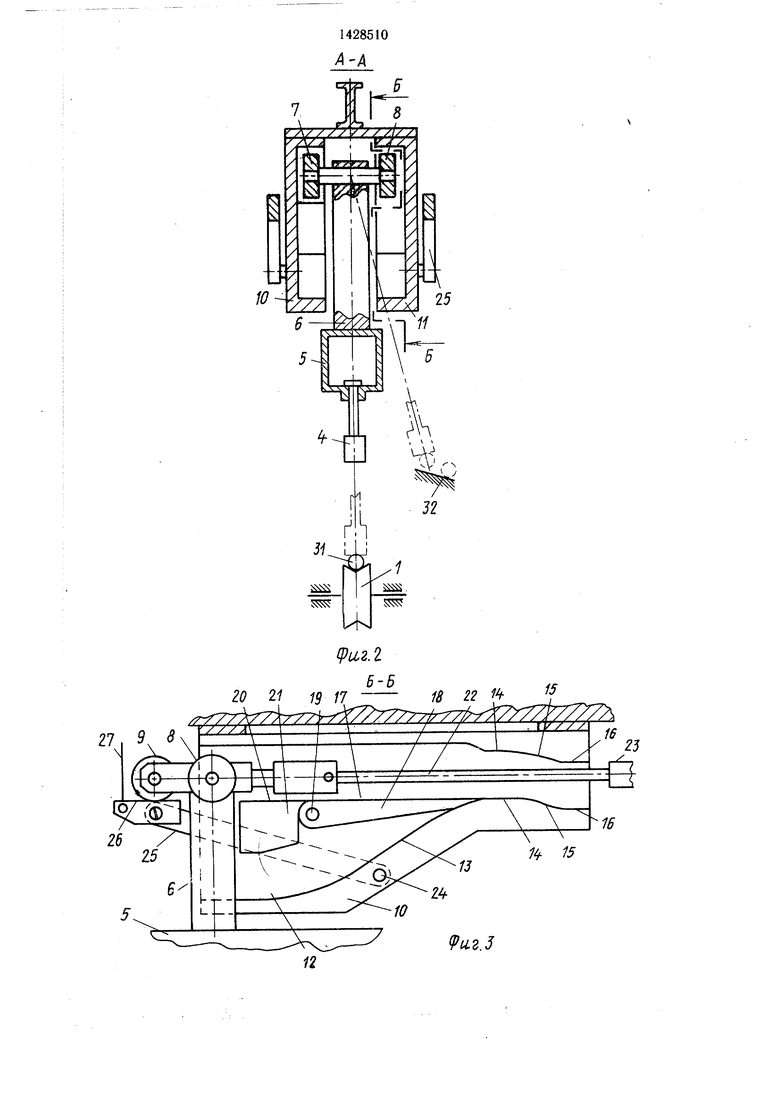
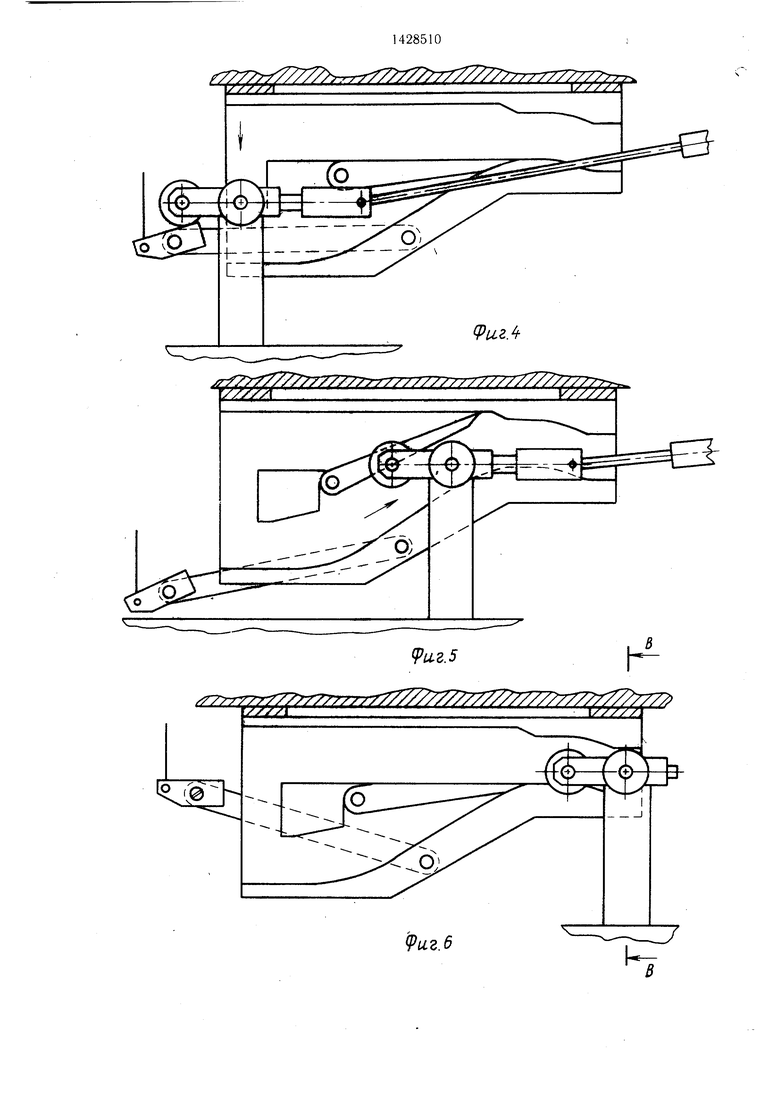
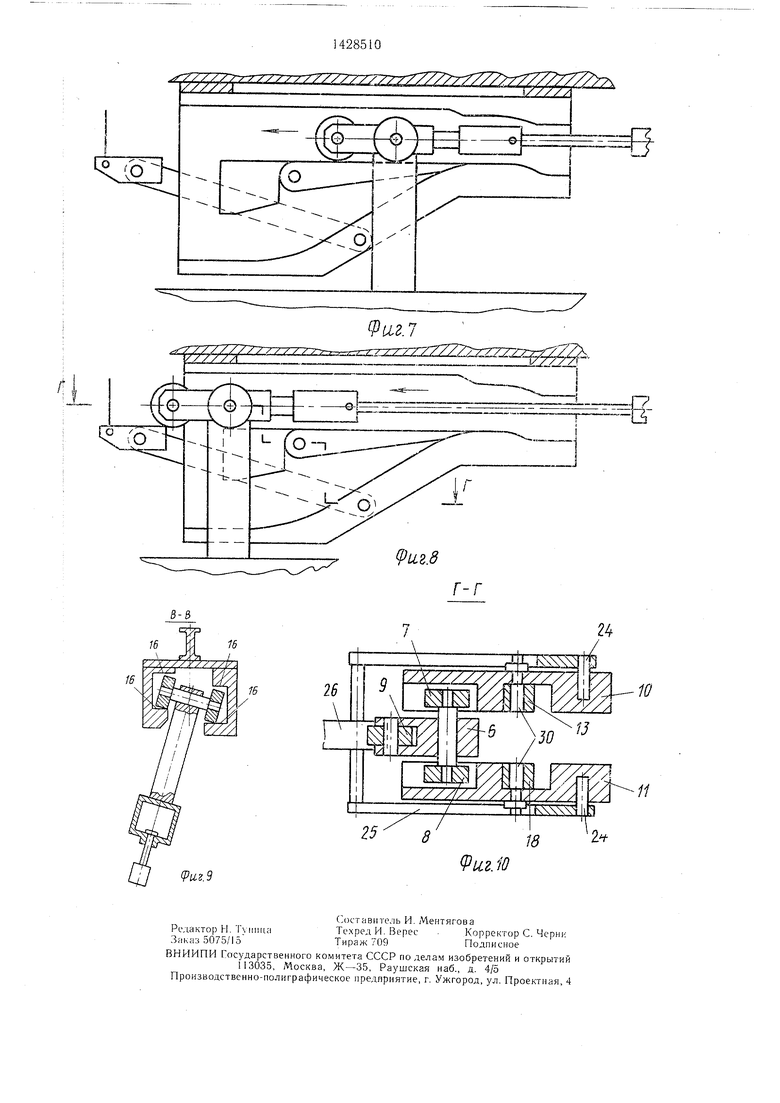
На фиг. 1 изображено устройство для удаления заготовок из рабочей зоны об- рабатываюш,ей машины; на фиг. 2- разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - опускание стойки с траверсой; на фиг. 5 - удаление стойки от пресса с ее подъемом в момент отклонения боковыми роликами стойки переводной стрелки; на фиг. 6 - нахождение стойки в дальнем от пресса положении; на фиг. 7 - перемешение стойки к прессу (холостой ход) в момент нахождения ее на переводной стрелке; на фиг. 8 - перемещение стойки к прессу (холостой ход) в момент наезда ролика на опускатель; на фиг. 9 - разрез В-В на фиг. 6; на фиг. 10 - разрез Г-Г на фиг. 8.
Устройство для удаления заготовок состоит из основания с поддерживающим неприводным рольгангом 1, механизма удаления заготовок и механизма вертикального опускания н танги с захватными органами.
Устройство размещено за прессом 2 со 1птампом 3 для резки проката. Над рольган- 1 ом 1 размепхены электромагнитные прихваты 4 механизма удаления заготовок. Прихваты установлены с возможностью вертикального перемещения в траверсе 5. Траверса имеет две стойки 6, на каждой из которых свободно нри вращении установлена одна пара боковых роликов: левый 7 и правый 8 и средний ролик 9. Левый ролик 7 перемещается в кулачковых профилях корпуса 10, а правый ролик 8 - в кулачковых профилях корпуса. 11. Корпуса жестко свя- между собой. Каждая стойка боковыми роликами 7 и 8 взаимодействует со своей парой аналогичных корпусов с кулачковыми профилями.
Ролик 9 и стойка находятся между кулачковыми профилями и с ними не взаимодействуют. Каждый- кулачковый профиль корпусов 10 и 11 имеет семь характерных участков.
Первый участок 12 (считая от пресса) для обоих профилей - горизонтальный, вгорой 13 - - наклонный вверх, третий 14 - горизонтальный, четвертый 15 в корпусе 10 - наклонный вниз, в корпусе 11 - наклонный вверх, пятый 16 в обоих корпусах 10 и 11 горизонтальный. Шестой горизонтальный участок 17 находится на переводной стрелке 18, качающейся на оси 19 (в каждом корпусе 10 и 11 имеется по одной стрелке). Седьмой участок 20 - горизонтальный.
находящийся сверху элемента 21 (выступа в корпусах 10 и 11).
Стойка 6 пространственным шарниром соединена со штоком 22 пневмоцилиндра 23, качающегося на проушине. На корпусах 10 и 11 на осях 24 установлен опускатель 25, представляющий собой два рычага, охватывающие корпуса 10 и 11 снаружи. Свободные концы рычагов жестко соединены связью, на которой имеется площадка 26,
взаимодействующая со средним роликом 9. Площадка 26 гибким тяговым органом 27 (например, цепью), огибающим отклоняю-. щие ролики 28, соединена со штоком пневмоцилиндра 29.
5 Устройство работает следующим образом. Штанга проката подается в штамп 3 пресса 2 до упора 30 и производится отрезка заготовки 31. Одновременно с ходом ползуна пресса вниз опускается упор 30, опускается шток пневмоцилиидра 29 и через
0 гибкие тяговые органы 27 площадки Ж обоих опускателей 25 под собственн1лм весом также опускаются вниз. В исходном положении- стойки 6 поддерживаются в верхнем положении площадками 26, на которые опираются
5 средние ролики 9 стоек. При Опускании площадок обоих опускателей 25 между кулачковыми профилями корпусов 10 и11 под собственным весом также опускаются практически перпендикулярно к оси заготовки 31 стойки 6 и все закрепленные на них части
0 (траверса 5 с электромагнитным прихватом 4). Прихваты 4 накладываются на заготовку без проскальзывания вдоль ее оси. В нижнем положении опускателей 25 боковые ролики 7 и 8 касаются горизонтальных кулачковых участков 12 и оста5 навливаются на них. Стойки 6 вместе с траверсой 5 и прихватами 4 также останавливаются.
Включаются прихваты 4, и заготовка прилипает к ним.
Одновременно включается рабочий ход
пневмоцилиндра 23 и стойка 6 вместе с траверсой 5 и прихватами 4 перемещаются в крайнее от пресса положение, перемещая и заготовку 31. При этом боковые ролики левый 7 и правый 8 сначала переме5 щаются по горизонтальным кулачковым участками 12 и заготовка 3 горизонтально вытаскивается из штампа 3. Затем боковые ролики перемещаются по кулачковым участкам 13 и заготовка одновременно выводится из габарита пресса и поднимается над
0 рольгангом 1. При этом боковые ролики подходят снизу к переводным стрелкам 18, отклоняют их вверх и проходят мимо них, после чего переводные стрелки 18 под собственным весом, опускаясь, занимают исходное положение. Далее боковые ролики ле5 аый 7 и правый 8 переходят на горизонтальный участок 14. После этого боковые ро- лнки переходят в пазы, образуемые кулачковыми участками 15. Стойки 6 вместе с траверсой 5 и прихватами 4, удаляясь от пресса, одновременно отводятся в сторону так, что заготовка в конце этого кулачкового участка оказывается над склизом 32. Далее боковые ролики 7 и 8 переносятся на горизонтальные участки 16, чем стабилизируется отвернутое с рольганга положение заготовки. В крайнем от пресса положении отключаются электромагнитные прихваты и заготовка падает на склизы 32, по которым сваливается в тару.
Когда прихваты 4 подняли заготовку.31 над -рольгангом 1 (это соответствует нахождению боковых роликов на кулачковых участках 16), поднимается упор 30 и включается подача штанги проката. Дальнейшая подача проката выполняется параллельно с продолжающейся разгрузкой заготовки.
В крайнем от пресса положении пневмо- цилиндр 23 переключается с рабочего на холостой ход, и подвижная система (стойки, траверсы, прихваты) возвращается в исходное положение.
При этом с кулачковых участков 16 траверса переходит на кулачковый участок 15, па котором прихваты 4 устанавливаются над рольганго.м I. В тако.м положении боковые ролики 7 и 8 переходят на горизонтальные участки 14, с которых по участкам 17 переводных стрелок 18 переходят на горизонтальные участки 20.
Перед сходом боковых роликов 7 и 8 с кулачковых участков 20 средние ролики 9 наезжают па п. ющадку 26. Когда закончен
5
0
5
0
холостой ход пневмопилиидра. noiiMi li и верхнем положении под.терАивакпся опорой средних роликов Я па и. кяи;).:,: lif. При этом боковые ролики по.шостыо сходят с горизонтальных кулачковых уч;и-- К(1и 20 и устройство занимает исходное по.-юже- ние. На этом заканчивается UHK.I раГюты устройства.
Формула изойретсни.ч Устройство для удаления .инотонок и: рабочей зоны обрабатывающей мапшпь по авт.- св. № 1274826, отличающесс., TI-M. ч го. с целью расширения техно.чо ir-c-; ii во можностей, оно снаб/i- eno допо.1-п е, П) верхним горизонта. 1ьным участком, .ч/пша i-.o торого равна проекции па горизонтально о плоскость наклонного и нижпег(1 горичоп тального участков ку.чачковых пазов, iicin - водной стрелки, смонтированной на оси на стыке наклонного п верхнего 1Ч)рнзопта. 1ь- ного участков, дополнительными роликами, установленными каждый между парой ро.ш ков и между ку, 1ачковыми пазами, и i(. низмом дополнительного вертика. 1ьного Н(- ремещения траверсы, выполненным в виде ппевмоцилиндра, 1иток которого соединен с тяговым органом, каждый из которых огп- бает отклоняющие блоки, рычага с горизонтальной осью качания, конец которого соединен с тяговым органом, при этом рычаг имеет горизонтальную площадку, с.монтиро- ванную против допо.чнителыюго )олика ii являющегося нр()Д().-1же(щем верхнего допо.- нительного горизонтального участка i-;. i;i i- кового паза.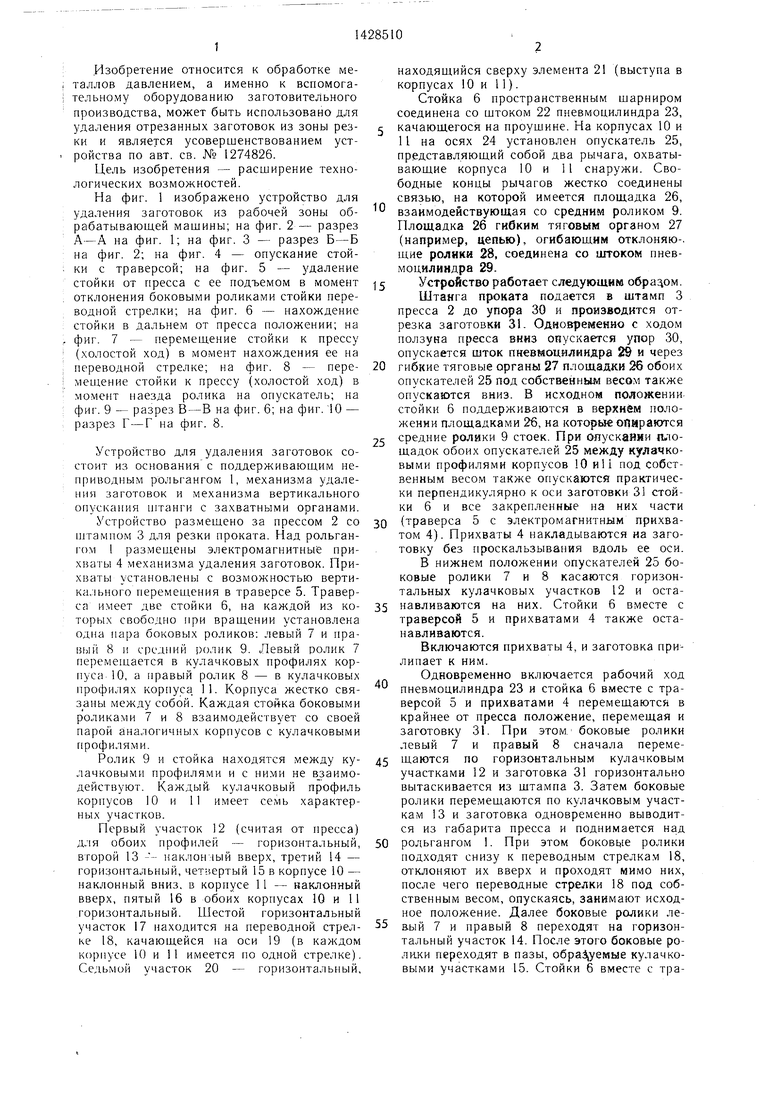
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для удаления заготовок из рабочей зоны обрабатывающей машины | 1985 |
|
SU1274826A1 |
| Автоматизированный технологический комплекс для обработки фасонного и сортового проката | 1987 |
|
SU1511020A1 |
| Механизированная линия резки проката | 1974 |
|
SU499061A1 |
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ МЕТОДОМ ПРЕССОВАНИЯ | 1992 |
|
RU2021146C1 |
| ШТАБЕЛИРУЮЩЕЕ УСТРОЙСТВО СОРТОВЫХ ЗАГОТОВОК | 2006 |
|
RU2312809C1 |
| Участок обезжиривания, очистки и грунтовки тонколистового и гофрированного проката | 1985 |
|
SU1329859A1 |
| СПОСОБ ПРОИЗВОДСТВА ДВУТАВРОВОЙ БАЛКИ И ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2620212C1 |
| Установка для изготовления длинномерных заготовок электрических кабелей | 1989 |
|
SU1700667A1 |
| Устройство для поштучной выдачи длинномерных заготовок из пакета | 1980 |
|
SU880925A1 |
| Устройство для штамповки деталей из листового материала | 1985 |
|
SU1263409A1 |
Изобретение относится к обработке металлов давлением, а именно к вспомогательному оборудованию заготовительного производства, и может быть использовано для удаления отрезанных заготовок из зоны резки. Целью изобретения является рас- ширение технологических возможностей. За хватные элементы крепятся к -траверсе. С другой стороны траверсы смонтированы стойки, на концах которых имеются два рскпи- ка. Ролики смонтированы в KopiT ce 1цимеют возможность перемещаться по кулачковым профилям корпуса, задающим характер перемещения захватам. Устройство имеет переводную стрелу и дополнительный роли к, которые позволяют перемещать захваты в об-- ратном направлении по допо.1ните.Ы1рму верхнему участку профиля. Устройство имеет механизм дополнительного вертя ального перемещения траверсы, выполненньш в виде трособлочной системы. УстройствоШ)зволяет возвращать захватные элементы в зону захвата и опускать их строго вертика.тьно при захвате следующей заготовки. 10 ил. с S (Л
сЬ/ сЬ ci
0/0 0/0 0 © 0 0
V
2
1
Фие.-/
20 21 15 17
Б-Б
18 22 4
9иг.5
9иг.5
h
9(iz.&
(Риг.9
.7
9иг.8
11
ВЮ
(Риг.10
| Устройство для удаления заготовок из рабочей зоны обрабатывающей машины | 1985 |
|
SU1274826A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| -i | |||
