Изобретение относится к трубному производству и касается конструкции бухтосверточного устройства, установленного Б линии стана, преимущественно электросварочного.
Цель изобретения - предотвра.п(ение повреждений поверхности труб при сбросе и обеспечение возможностР их свертывания в многослойные бухты.
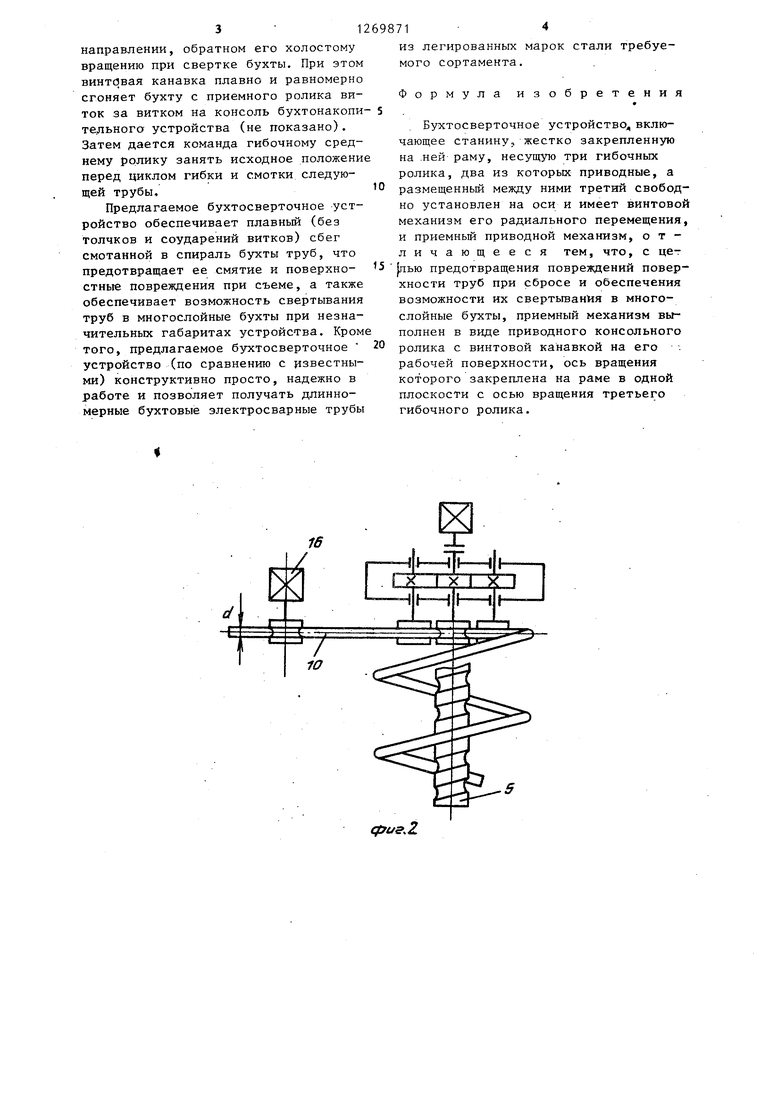
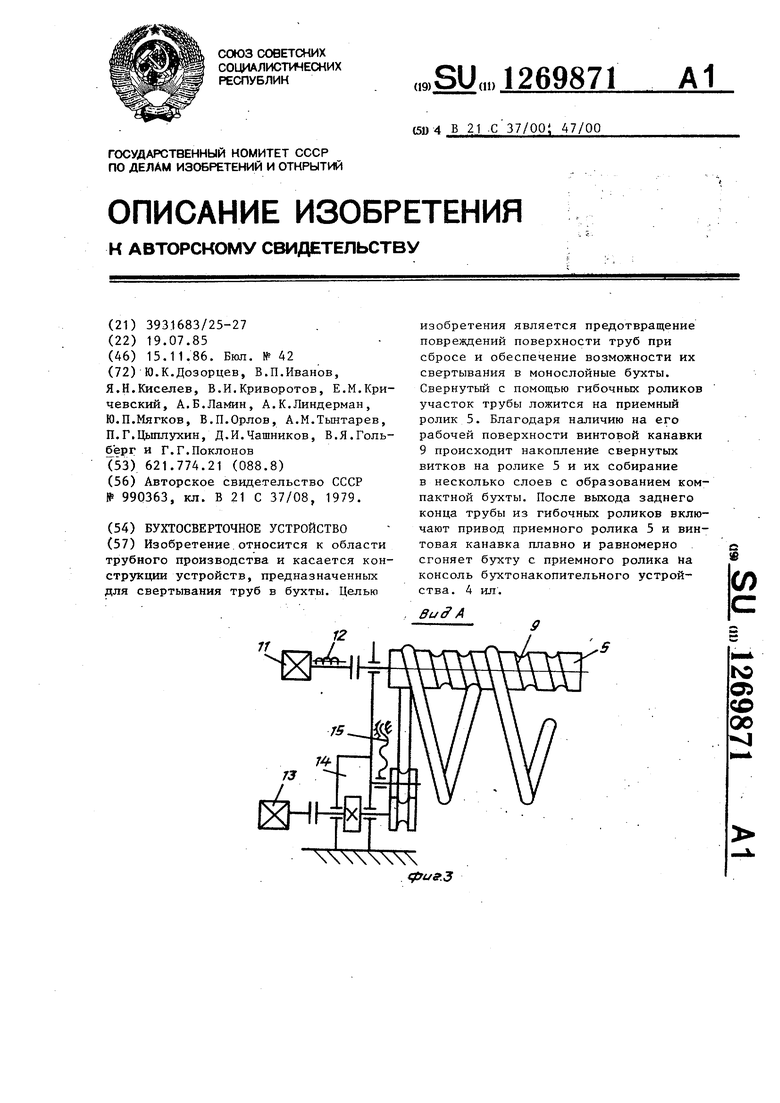
На фиг.1 изображено предлагаемое устройство, общий вид; на фиг.2 - устройство без привода приемного ролика, вид сверху; на фиг.З - по стрелке А на фиг.1; на фиг.4 - профиль приемного ролика.
Бухтосверточное устройство содержит станину 1, на которой жестко закреплена рама 2. На раме смонтированы задающие ролики 3 и 4, приемньш ролик 5 и гибочные ролики 6 - 8.
Приемный ролик выполнен снаружи обрезиненным, имеет на наружной поверхности канавку 9, расположенную по винту, на раме установлен консольно и жестко закреплен на ней своей осью вращения в одной плоскости с осью третьего среднего гибочного ролика 8. В случае намотки бухты вниз от среднего гибочного ролика 8 ось вращения приемного ролика располагают соосносним, т.е. в одной плоскости с третьим гибочным роликом, а если намотку бухты осуществляют ввер от среднего гибочного ролика, то ось приемного ролика располагают в одной диаметральной плоскости с осью среднего гибочного ролика,
Направление винтовой канавки на приемном ролике зависит от его размещения относительно гибочных роликов, т.е. если приемньм ролик расположен справа от гибочных роликов, то направление сбега винтовой канавк должно быть правое, если приемный ролик расположен слева от гибочных роликов, то направление сбега винтовой канавки должно быть левое. Винтовые канавки очерчены радиусом К, равным половине максимального диаметра сворачиваемой трубы 10. Глубина канавки t постоянная и составляет 0,25-0,3 радиуса К канавки.
Приемньм ролик имеет индивидуальный привод вращения, который вьшолне в виде двигателя 11, включаемого электромагнитной муфтой 12.
Гибочные ролики 6 и 7 выполнены приводными и имеют отдельный привод
в виде двигателя 13 и редуктора 14. Гибочный третий средний ролик 8 расположен между гибочными роликами 6 и 7 и его ось вращения смещена относительно их осей. Третий средний гибочный ролик является холостым и для настройки на требуемый диаметр бухты снабжен винтовым механизмом 15 его радиального перемещения.
Задающие ролики служат для задачи трубы в гибочные ролики. Один из них или оба имеют привод 16 вращения, который может быть отдельным (фиг.2) или общим с гибочными роликами 6 и 7 Предлагаемое бухтосверточное устройство предназначено для сматывания длинномерных, преимущественно, электросварных труб из легированных сталей диаметром 8-12 мм с толщиной стенки 1,0-1,5 мм в бухтьТ диаметром 5001100 мм.
Устройство работает следующим образом.
Вькодящая из трубоэлектросвароЧ ного стана (не показан) труба 10 задающими ролика -1И 3 и 4 направляется в гибочные ролики 6 - 8. В исходном положении третий гибочный ролик 8 приподнят и передний конец трубы проходит через гибочные ролики без гибки. После перемещения трубы за при.водной гибочньй ролик 7 автоматически включают винтовой механизм 15 радиального перемещения ролика 8, который, свободно вращаясь на оси и радиально перемещаясь;, прижимает трубу к приводным гибочным роликам 6 и 7 и труба начинает сворачиваться на заданный диаметр бухты. Диаметр бухт определяется межосевым расстоянием приводньпс гибочных роликов 6 и 7.
Свернутый участок трубы ложится на приемный ролик 5, который вращается от свернутой трубы при отключенно приводе его вращения в процессе смотки. Благодаря наличию на приемном ролике винтовой канавки 9, которая смещает витки трубы в направлении к торцам гибочных роликов, происходит накопление свернутых витков на приемном ролике 5 и их собирание в несколько слоев с образованием многослойной компактной бухты. После выхода заднего конца трубы из гибочных роликов, свернутая бухта полностью оказывается на приемном ролике 5, В это время включают двигатель 11, который начинает вращать приемный ролик в направлении, обратном его холостому вращению при свертке бухты. При этом винтсзвая канавка плавно и равномерно сгоняет бухту с приемного ролика виток за витком на консоль бухтонакопи тельного устройства (не показано). Затем дается команда гибочному среднему ролику занять исходное положени перед циклом гибки и смотки следующей трубы. Предлагаемое бухтосверточное устройство обеспечивает плавный (без толчков и соударений витков) сбег смотанной в спираль бухты труб, что предотвращает ее смятие и поверхностные повреждения при съеме, а также обеспечивает возможность свертывания труб в многослойные бухты при незначительных габаритах устройства. Кром того, предлагаемое бухтосверточное устройство (по сравнению с известными) конструктивно просто, надежно в работе и позволяет получать длинномерные бухтовые электросварные трубы из легированных марок стали требуемого сортамента. Формула изобретения Бухтосверточное устройство, включающее станину, жестко закрепленную на .ней раму, несущую три гибочных ролика, два из которых приводные, а размещенный между ними третий свободно установлен на оси и имеет винтовой механизм его радиального перемещения, и приемньм приводной механизм, отличающееся тем, что, с це-г пью предотвращения повреждений поверхности труб при сбросе и обеспечения возможности их свертьшанИя в многослойные бухты, приемный механизм выполнен в виде приводного консольного ролика с винтовой канавкой на его рабочей поверхности, ось вращения которого закреплена на раме в одной плоскости с осью вращения третьего гибочного ролика.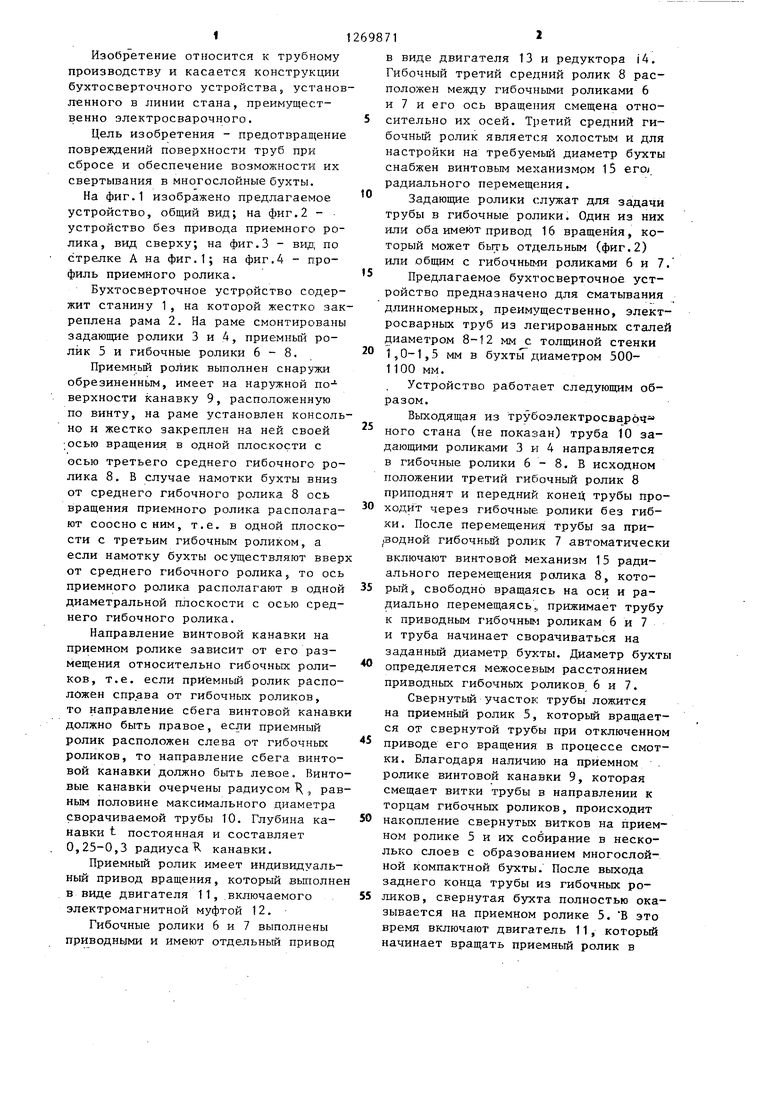
| название | год | авторы | номер документа |
|---|---|---|---|
| Трубосварочный стан для производства труб в бухтах | 1979 |
|
SU990363A1 |
| СТАН НЕПРЕРЫВНОГО ХОЛОДНОГО ВОЛОЧЕНИЯ-ПРОКАТКИ ТРУБ | 2003 |
|
RU2236919C1 |
| Трубогибочная машина | 1979 |
|
SU992110A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ДЛИННОМЕРНЫХ ТРУБ | 1997 |
|
RU2138353C1 |
| Устройство для изготовления стеклянных капиллярных хроматографических колонок | 1978 |
|
SU763780A1 |
| Бухтосвертывающая машина | 1991 |
|
SU1797506A3 |
| Бухтосверточная машина | 1978 |
|
SU706151A1 |
| Станок для гибки профилей | 1991 |
|
SU1773528A1 |
| Трубоэлектросварочный агрегат | 1987 |
|
SU1473874A1 |
| Устройство для смотки сортового профиля | 1983 |
|
SU1144741A1 |

| Трубосварочный стан для производства труб в бухтах | 1979 |
|
SU990363A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
