Изобретение относится к технологическому обопудованию для гибки профилей с переменным радиусом кривизны
Известен станок для гибки профилей, содержащий установленные на горизонтальных параллельных валах с возможностью вращения нижний приводной, верхний прижимной ролики и размещенные с обеих сторон от них опорных и гибочный ролики, закрепленные с возможностью вращения и радиального перемещения.
К недостатку указанного станка относится невозможность гибки профилей с переменным радиусом кривизны.
Целью изобретения является расширение технологических возможностей за счет обеспечения гибки профилей с переменным радиусом кривизны.
Поставленная цель достигается за счет того, что гибочный ролик кинематически связан с приводным роликом с возможностью осевого возвратно-поступательного перемещения, а по его наружной поверхности выполнена винтовая канавка с плавно изменяющейся глубиной, при этом ось гибочного ролика размещена под углом к осям
вращения других роликов, а угол между проекциями оси вращения гибочного ролика и осей вращения других роликов на горизонтальную плоскость равен углу подъема витков винтовой канавки.
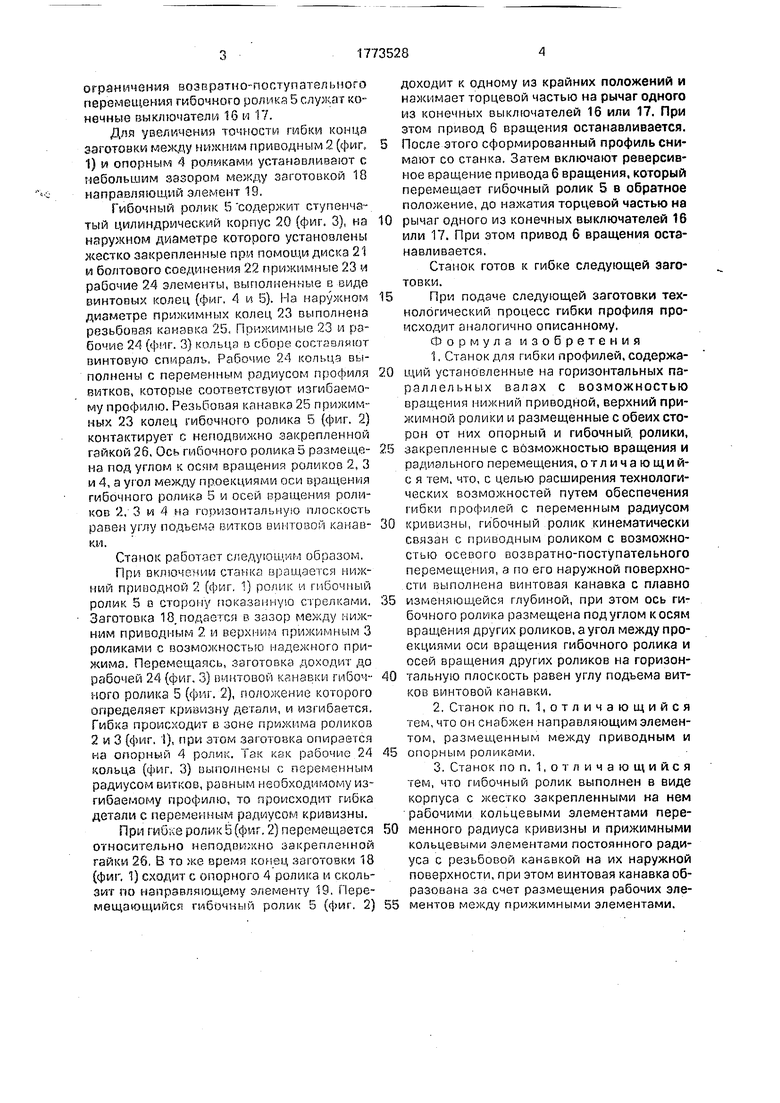
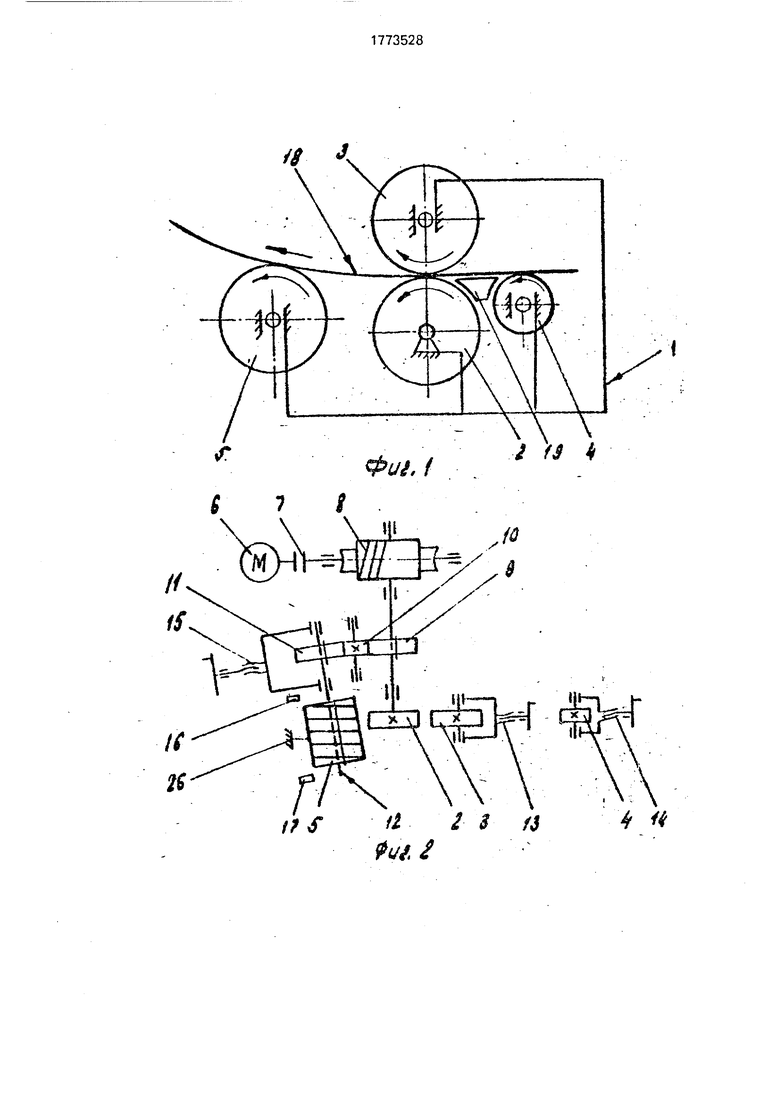
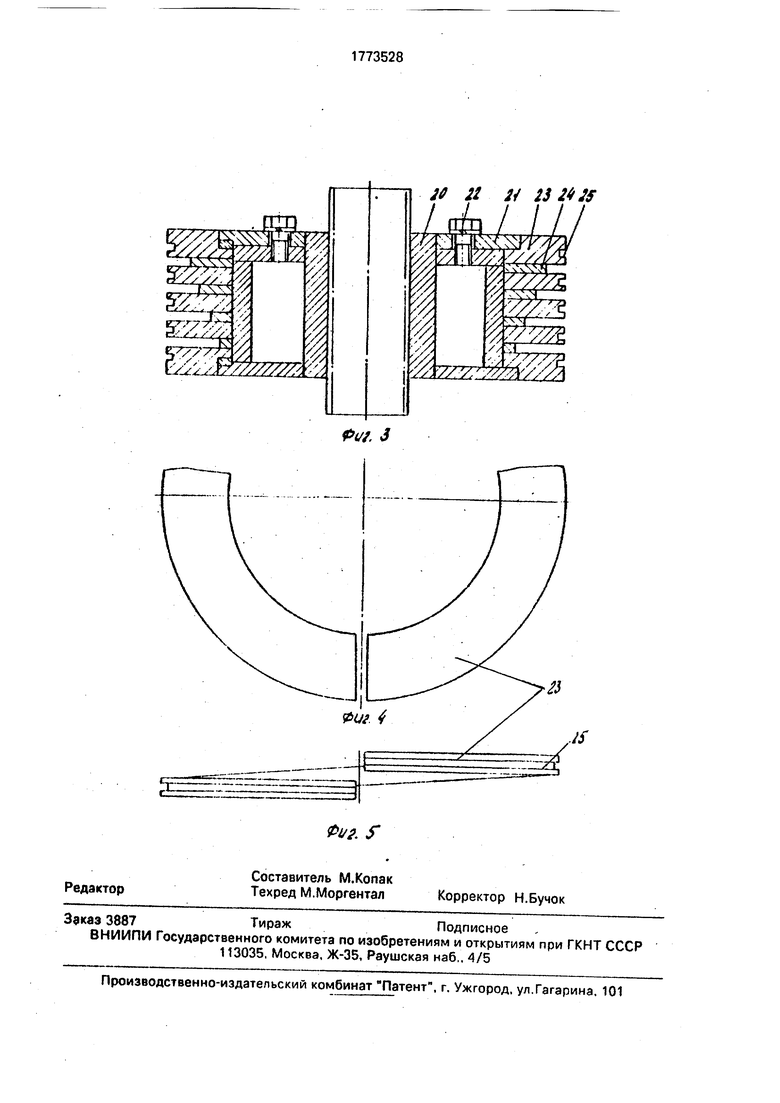
ha фиг, 1 приведена схема станка для гибки профилей; на фиг, 2 - кинематическая схема предлагаемого станка; на фиг. 3 - гибочный ролик, разрез; на фиг. 4 - прижимное кольцо, вид сверху; на Фиг 5-то же, вид сбоку
Станок для гибки профилей содержит закрепленные на раме 1 нижний приводной 2, верхний прижимной 3, опорный4 и гибочный 5 ролики Нижний приводной 2 (фиг. 2) ролик кинематически соединен с приводом 6 вращения через муфту 7 и редуктор 8 Гибочный ролик 5 кинематически сблокирован посредством зубчатых колес 9, 10 и 11 с нижним приводным роликом 2, а также закреплен на шлицевом участке вала 12 с возможностью возвратно-поступательного перемещения. Прижимной 3, опорный 4 и гибочный 5 ролики установлены с возможностью радиального перемещения при помощи узлов 13, 14 и 15 перемещения Для
(Л
XJ СО СЛ
ш
ограничения возвратно-поступательного перемещения гибочного ролика 5 служат конечные выключатели 16 и 17.
Для увеличения точности гибки конца заготовки между нижним приводным 2 (фиг, 1) и опорным 4 роликами устанавливают с небольшим зазором между заготовкой 18 направляющий элемент 19.
Гибочный ролик 5 содержит ступенчатый цилиндрический корпус 20 (фиг. 3), на наружном диаметре которого установлены жестко закрепленные при помощи диска 21 и болтового соединения 22 прижимные 23 и рабочие 24 элементы, выполненные в виде винтовых колец (фиг. 4 и 5). На наружном диаметре прижимных колец 23 выполнена резьбовая канавка 25. Прижимные 23 и рабочие 24 (фиг. 3) кольца а сборе составляют винтовую спираль, Рабочие 24 кольца выполнены с переменным радиусом профиля витков, которые соответствуют изгибаемому профилю. Резьбовая канавка 25 прижимных 23 колец гибочного ролика 5 (фиг. 2) контактирует с неподвижно закрепленной гайкой 26, Ось гибочного ролика 5 размещена под углом к осям вращения роликов 2, 3 и 4, а угол между проекциями оси вращения гибочного ролика 5 и осей вращения роликов 2, 3 и 4 на горизонтальную плоскость равен углу подъема витков винтовой канавки.
Станок работает следующим образом.
При включении станка вращается нижний прииодкой 2 (фиг. 1) ролик и гибочный ролик 5 в сторону показанную стрелками, Заготовка 18.подается в зазор между нижним приводным 2 и верхним прижимным 3 роликами с возможностью надежного прижима. Перемещаясь, заготовка доходит до рабочей 24 (фиг. 3) винтовой канавки гибочного ролика 5 (фиг. 2), положение которого определяет кривизну детали, и изгибается. Гибка происходит в зоне прижима роликов 2 и 3 (фиг. 1), при этом заготовка опирается на опорный 4 ролик. Так как рабочие 24 кольца (фиг, 3) выполнены с переменным радиусом витков, равным необходимому изгибаемому профилю, то происходит гибка детали с переменным радиусом кривизны.
При гиОхе ролик 5 (фиг. 2) перемещается относительно неподвижно закрепленной гайки 26, В то же время конец заготовки 18 (фиг, 1) сходит с опорного 4 ролика и скользит по направляющему элементу 19, Перемещающийся гибочный ролик 5 (фиг. 2)
доходит к одному из крайних положений и нажимает торцевой частью на рычаг одного из конечных выключателей 16 или 17. При этом привод 6 вращения останавливается.
После этого сформированный профиль снимают со станка. Затем включают реверсивное вращение привода 6 вращения, который перемещает гибочный ролик 5 в обратное положение, до нажатия торцевой частью на
рычаг одного из конечных выключателей 16 или 17. При этом привод 6 вращения останавливается.
Станок готов к гибке следующей заготовки.
При подаче следующей заготовки технологический процесс гибки профиля происходит аналогично описанному, Формула изобретения
1,Станок для гибки профилей, содержа- щи и установленные на горизонтальных параллельных валах с возможностью вращения нижний приводной, верхний прижимной ролики и размещенные с обеих сторон от них опорный и гибочный, ролики,
закрепленные с возможностью вращения и радиального перемещения, отличающий- с я тем, что, с целью расширения технологических возможностей путем обеспечения гибки профилей с переменным радиусом
кривизны, гибочный ролик кинематически связан с приводным роликом с возможностью осевого возвратно-поступательного перемещения, а по его наружной поверхности выполнена винтовая канавка с плавно
изменяющейся глубиной, при этом ось гибочного ролика размещена под углом к осям вращения других роликов, а угол между проекциями оси вращения гибочного ролика и осей вращения других роликов на горизонтальную плоскость равен углу подъема витков винтовой канавки.
2,Станок поп. 1,отличающийся тем, что он снабжен направляющим элементом, размещенным между приводным и
опорным роликами.
3,Станок по п. 1, о т л и ч а ю щ и йс я тем, что гибочный ролик выполнен в виде корпуса с жестко закрепленными на нем рабочими кольцевыми элементами переменного радиуса кривизны и прижимными кольцевыми элементами постоянного радиуса с резьбовой канавкой на их наружной поверхности, при этом винтовая канавка образована за счет размещения рабочих элементов между прижимными элементами.
// 4
Iff // // 1324&
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ГИБКИ ИЗДЕЛИЙПРОКАТА | 1971 |
|
SU320326A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ТРУБ | 2010 |
|
RU2434703C1 |
| Способ изготовления из полосы изделий с винтовыми ребрами | 1990 |
|
SU1754273A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ И МНОГОФУНКЦИОНАЛЬНЫЙ ГИБОЧНО-ПРАВИЛЬНЫЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2243842C1 |
| Установка для навивки змеевиков | 1980 |
|
SU919781A1 |
| Станок для гибки змеевиков | 1990 |
|
SU1726091A1 |
| СПОСОБ ГИБКИ ТРУБ И СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2010 |
|
RU2422229C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ГНУТЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И ГИБОЧНО-ПРАВИЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2191082C2 |
| Станок для соединения витков двухплоскостных спиралей скобами | 1988 |
|
SU1549644A1 |
| Профилегибочный станок | 1985 |
|
SU1286314A1 |
Использование: оборудование для гибки профилей. Сущность изобретения: станок содержит установленные на горизонтальных валах нижний приводной, верхний прижимной и боковой опорный ролики, а также гибочный ролики (ГР). ГР выполнен с винтовой канавкой на наружной поверхности. ТР установлен в горизонтальной плоскости под углом к оси вращения роликов с возможностью радиального и осевого возвратно-поступательного перемещений. 2 з. п. ф-лы, 5 ил.
V/, J
| Мошнин Е | |||
| Н | |||
| Гибка и правка на ротационных машинах | |||
| - М.: Машиностроение, 1967, с | |||
| Раздвижной паровозный золотник со скользящими по его скалке поршнями и упорными для них шайбами | 1922 |
|
SU147A1 |
| Способ приготовления пищевого продукта сливкообразной консистенции | 1917 |
|
SU69A1 |
