f Изобретение касается обработки металлов давлением и относится к уст ройствам для герметизации торцов полых заготовок при пневмотермической формовке избыточным давлением газа в состоянии сверхпластичности. Цель изобретения - повьшёние надежности. На фиг.1 изображено устройство в исходном положении, продольный разрез; на фиг.2 - то же, после гермети 3 ацИи. Устройство содержит две заглушки каждая из которых состоит из двух коаксиапьно установленных колец 1 и 2, Внутренняя боковая поверхность кгзждого кольца 1 выполнена конической с наибольшим диаметром со стороны рабочего торца, соответствующим наружному диаметру полой заготовки. Нерабочий торец 3 кольца 1 может быть выполнен или шестигранной, или квадратной формы в плане. Одно из колец 1 имеет осевое отверстие 4 для подачи газа в полость заготовки при формовке. Наружная боковая поверхность каждого кольца 2 вьшолнена конической с наименьшим диаметром,со стороны рабочего торца, соответствующим внут реннему диаметру полой заготовки. Кольца 2 выполнены с внутренней резь бой. Одно из колец 2 выполнено с ос тзым отверстием 5 для подачи газа в полость заготовки при формовке. Заглушки связаны между собой стержнем 6 с резьбовыми концами и со oбщaroш5iмиcя между собой осевым 7 и радиальным 8 каналами для подачи газа в полость заготовки при формовке Наружное кольцо выполнено из материала с коэффициентом термическо го расширения меньшим, а внутреннее с большим, чем у штампуемого материала.. Позицией 9 обозначена обрабатывае мая трубчатая заготовка. 861 Устройство работает следуюшдм образом. Предварительно изготовленную трубчатую заготовку 9 помещают в клиновидную щель, образованную коническими поверхностями колец 1 и 2 с натягом, определяемым усилием свинчивания заглушек. После свинчивания устройство устанавливают в разъемные полуматрицы (не показаны) и нагревают до температуры проявления штампуемым материалом эффекта сверхпластичности. Вследствие различных коэффициентов термического расширения внутренний диаметр кольца 1 увеличивается в меньшей степени, чем наружный диаметр кольца 2. В результате этого кромки заготовки 9 надежно герметизируются в заглушках. Предлагаемое устройство обладает более высокой надежностью по сравнению с известными ввиду повышенной Герметизации обоих концов обрабатываемой детали. Формула изобретения Устройство для герметизации торцов полых заготовок при пневмотермической формовке избыточным давлением газа в состоянии сверхпластичности, содержащее две заглушки, связанные стержнем, имеющие каналы Для подачи газа, отличающееся тем, что, с целью повьшения надежности, каждая заглушка выполнена составной из коаксиально установленных колец, наружное из которых имеет коническую внутреннюю боковую поверхность с наибольшим диаметром со стороны рабочего торца, а внутреннее - коническую наружную боковую поверхность с наименьшим диаметром- со стороны рабочего торца, при этом кольца вьтолнены из материала с коэффициентом термического расширения: наружное, - с меньшим, а внутреннее, - с большим, чем у материала заготовки.
Фаг. 2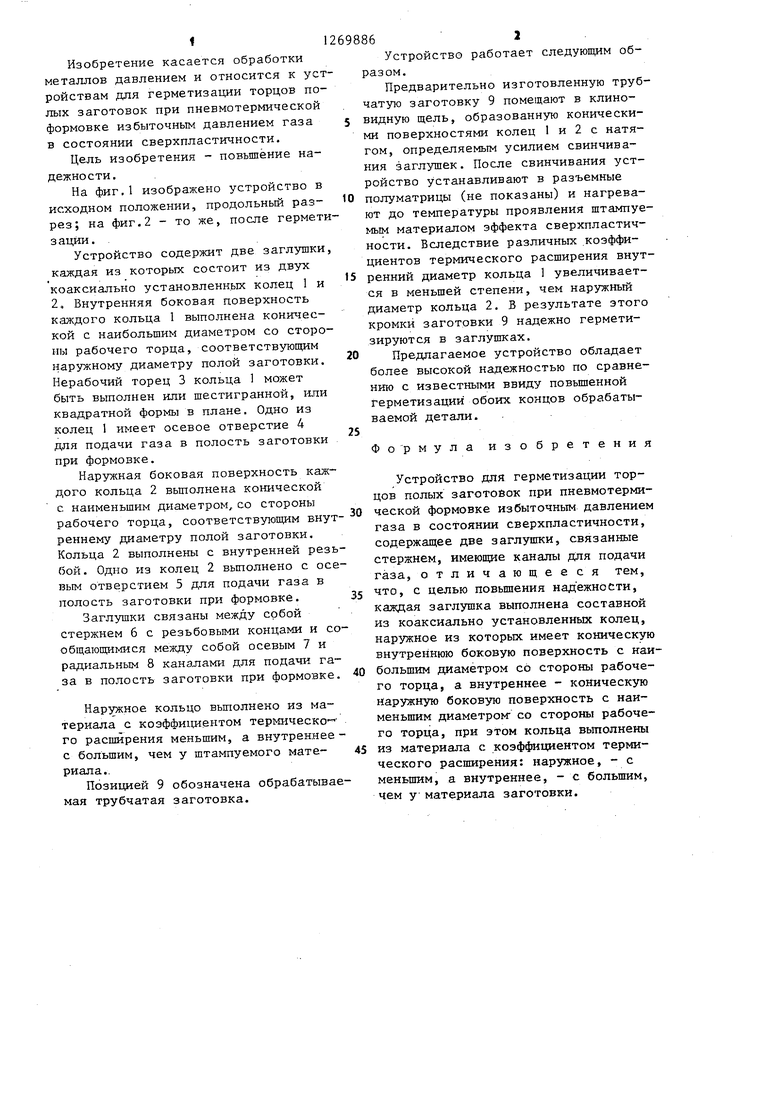
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления тонкостенных крутоизогнутых патрубков и штамп для его осуществления | 1987 |
|
SU1449171A1 |
| ШТАМП ДЛЯ ПНЕВМОТЕРМИЧЕСКОЙ ФОРМОВКИ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 2016 |
|
RU2630156C1 |
| Устройство для раздачи полых заготовок | 1985 |
|
SU1269893A1 |
| Способ изготовления полых осесимметричных тонкостенных изделий | 1984 |
|
SU1197761A1 |
| Устройство для пневмоформовки деталей из листовых заготовок | 1985 |
|
SU1296265A1 |
| Способ изготовления тонкостенных крутоизогнутых патрубков | 1987 |
|
SU1523226A1 |
| Способ пневмотермической формовки листовой заготовки | 2019 |
|
RU2733613C1 |
| Способ изготовления трубчатых деталей с патрубками | 1985 |
|
SU1276400A1 |
| СПОСОБ ФОРМОВКИ ЛИСТОВОЙ ЗАГОТОВКИ В РЕЖИМЕ СВЕРХПЛАСТИЧНОСТИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2009 |
|
RU2433010C2 |
| Способ изготовления тонкостенных патрубков | 1978 |
|
SU774717A1 |
Изобретение относится к области обработки металлов давлением и может быть использовано в различных машиностроительных отраслях для герметизации концов трубчатых заготовок. Цель изобретения - повьшение надежности путем повьшения герметизации. Каждая заглушка состоит из двух коаксиально установленных между собой колец 1 и 2, Внутренняя боковая поверхность кольца 1 вьшолнена конической с большим диаметром со стороны рабочего торца. Наружная боковая поверхность кольца 2 выполнена конической с меньшим диаметром со стороны рабочего торца. Наружное кольцо I выполнено с коэффициентом термического расширения большим, а внутреннее 2-е меньшим, чем у штампуеi мого материала. Из-за различия в диаметрах кромки заготовки надежно за(Л жимаются в заглушках устройства, а использование кольцевых элементов с различным коэффициентом термического расширения повьш1ает надежность герметизации и возможности формоизменения. 2 ил. со 00 00 а: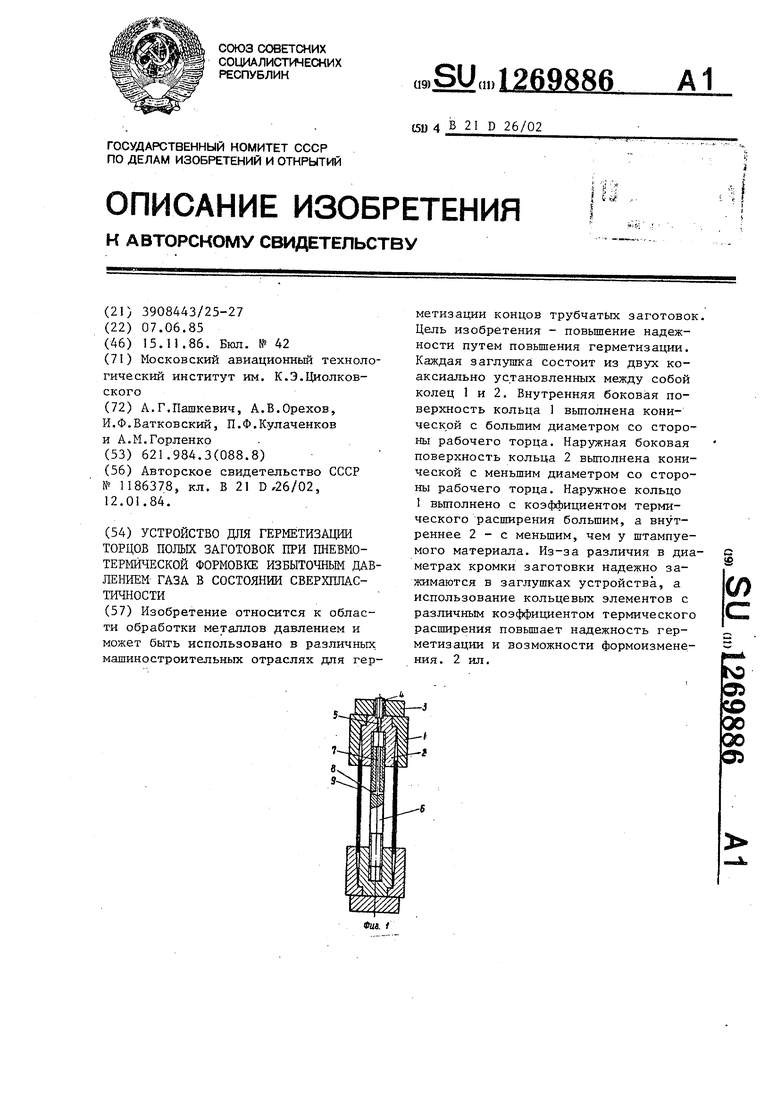
| Способ изготовления трубчатых деталей | 1983 |
|
SU1186378A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
