ю
05
;о
00
(
Ичобретение OTITOCHTCH к обработке металлов давлением, в частности к mTaNmoBoft оснастке ;хпя обработки листового материала.
Цель изобретения - расширение технологических возможностей за счет обеспечения возможности изготовления деталей с элементами различного сечения но толгцине.
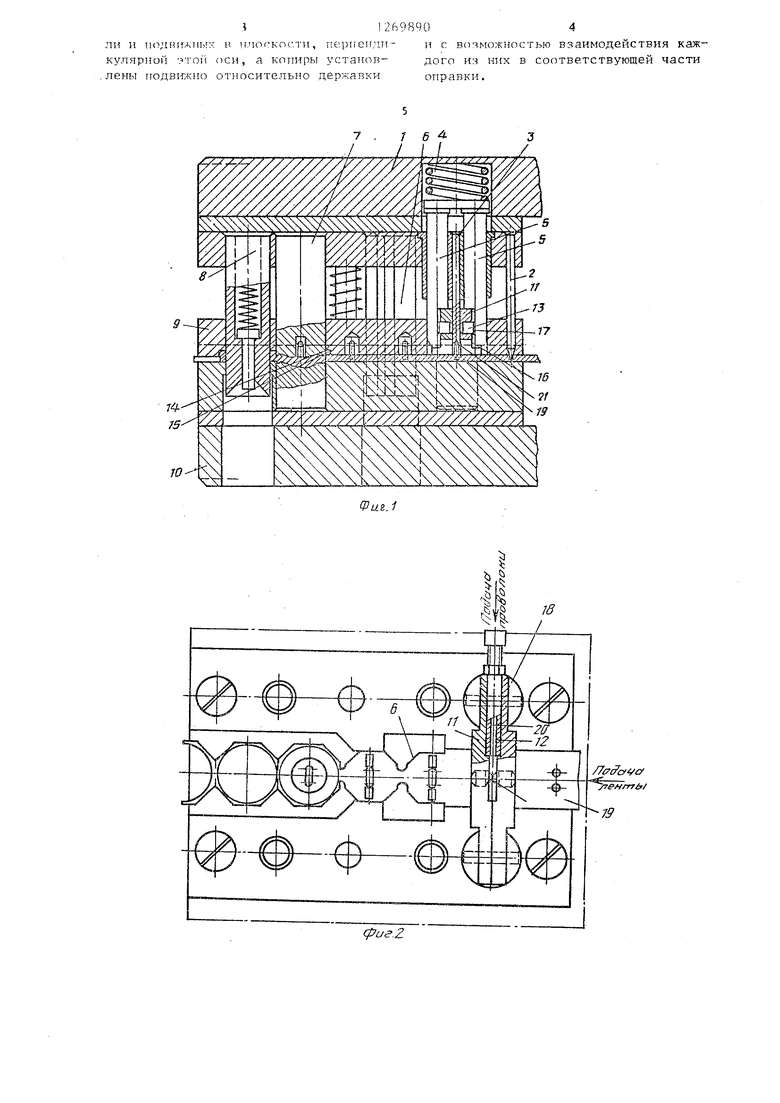
На фиг. 1 показан штамп,, разрез; на фиг.2 - то же, вид в нлане,
Штамп содержит верхнюю плиту 1, на которой установлены пуансоны 2 для пробивки, пуансон 3 -для отрезки и гибки, подпружиненные прзжиной 4 копирЪ 5, шаговые ножи 6, используемые для пробивки поперечных фигурных пазов, пуансон 7 для формовки, пуансон 8 для вырубки и подвижный прижимсъемник 9, и нилснюю плиту 10, па которой расположены соответствую1 ще указанным пуансонам матрицы и установлена державка 1, несущая матрицу 12 для отрезки и оправку для гибки, состоящую из двух подвижных частей 13. Кроме того, в прижнме-съемнике 9 выполнено углубление 4 с боковыми стенками 15. Копиры 5 имеют рабочие поверхности 16 и 7. Дерназка И установлена в опорах 18.
Штамп работает следу 01з:мм образом.
Лента 19 подается под пуансоны 2, а проволока 20 - в матрицу 12.
Снг1чала в ленте 19 пробизаются глухие отверстия, в которые на следующей позиции вставляется скоба 21 отрезка, гибка и вставка которой происходит следуюищм образом.
Пуансон 3 осуществляет отрезку заготовки от проволоки 20 по матрице 12 и гибку на частях 13 оправки, сведенных в этот момент поверхтюстями 16 копиров 5.
По окончании гибки копиры 5 опускаются, части 13 оправки расходятся, упираясь в поверхности 17 копиров 5, а пуансон 3, проталкивая скобу 21 между частями 13 оправки, вставляет ее в отверстие. Затем после предварительной вырезки коптура ножами о па позиции формовки ПРОИСХОД1ГГ объемная формовка пуансоном 7 с окончательным закреплением скобы 21 и дапее - вырубка пуансоном 8.
Чтобы в процессе объемного деформирования металла не произошло искажение шага подачи в ленте 19 пуансон 8 и шаговые ножи 6, встуттаюище в работу раньше гтуансона 7, осуществляют блокировку металла.
Предлагаемое изобрете1п-1е позволяет расширить технические возможности штампа.
Формула изобретения
1. последовательно совмещенного действия для изготовления и
сборки по меньшей мере двух деталей, содержащий на одной плите пуансоны для пробивки отверстий в полосе, пуансон для формовки, пуансон для вырубки и подвижный съемник, па другой плите - соответствующие этим пуансонам матрицы для изготовления одной детали, а тазоке .содержащий узел для изготовления другой детали, включаюЦий в себя матрицу для отрезки, пуансон для отрезки, гибки и соединения двух деталей и оправку для гибки, установленную 13 державке, отличающийся IGM, что, с целью
расширения технологических возможностей за счет обеспечения возможности объемного деформирования собираемых деталей, штамп снабжен средствами блокировки обрабатываемого материала
на позиции формовки.
2.Е1тамп по п. 1 , о т л и ч а ю; щ и и с я тем, что он снабжен позицией для пробивки в обрабатываемой полосе поперечных фигурных пазов,
содержащей пуансон для пробивки и соответствующие им матрицы и расположе1шой перед позицией формовки по ходу технологического процесса, позиция формовки расположена между позицией вырубки и позицией пробивки по- перечных фигурных пазов, рабочие тор1ДЫ пуансона для вырубки и пуансонов для пробивки поперечных фигурных пазов расположены ближе к матрицам,
чем рабочий торец пуансона для .фор мовки, в съемнике со стороны матрицы для формовки выполнено углубление, а в качестве средства блокировки использованы пуансон для вырубки, пуансонъ для пробивки поперечных фигурных пазов.
3 Штамп по п., отличающий с я тем, что узел для изготовления изгибаемой детали снабжен двумя копирами, оправка для гибки выполнена из двух частей, расположенных симметрично относительно оси подачи материала для изготовления этой 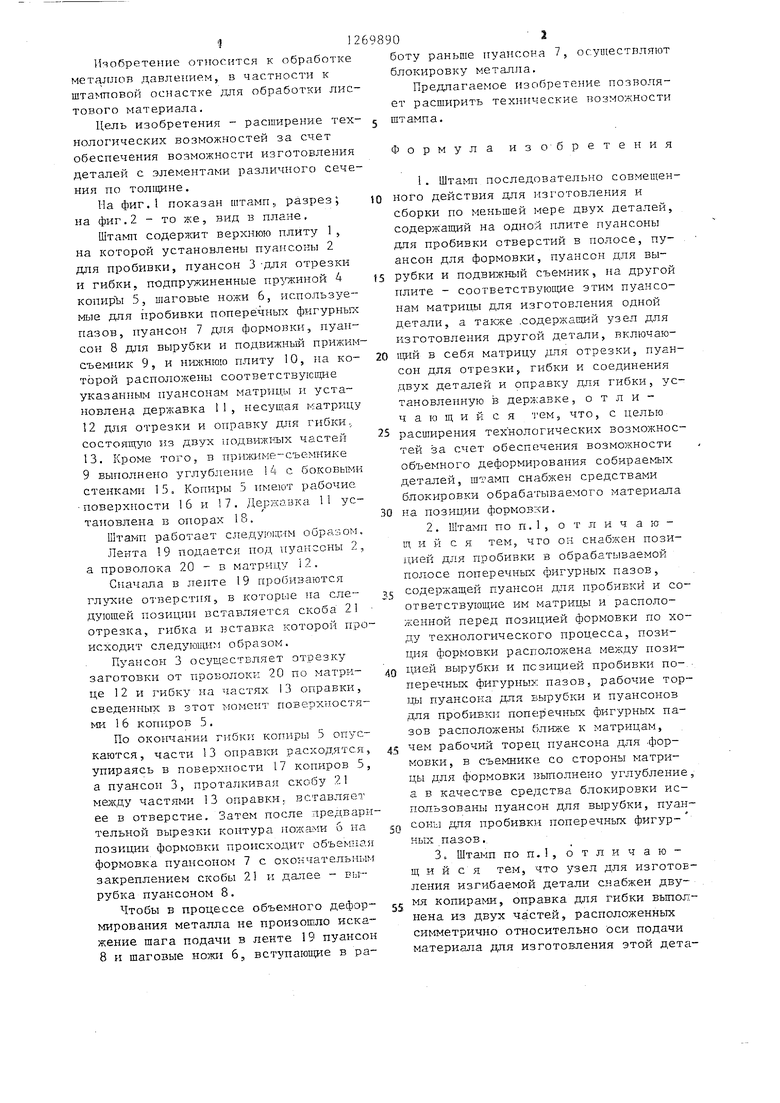
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ НАСАДОЧНЫХ ЭЛЕМЕНТОВ ТЕПЛОМАССООБМЕННЫХ АППАРАТОВ | 1995 |
|
RU2085320C1 |
| Штамп-комбайн | 1960 |
|
SU142622A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИН С ОТВЕРСТИЯМИ | 2003 |
|
RU2244607C1 |
| Штамп для изготовления коушей | 1990 |
|
SU1738436A1 |
| Последовательный штамп для изготовления деталей с отогнутыми элементами | 1986 |
|
SU1344466A1 |
| Штамп последовательного действия для получения пластин якоря электромашины и способ его сборки | 1980 |
|
SU946730A1 |
| Штамп последовательного действия | 1989 |
|
SU1606238A1 |
| Штамп для изготовления тарельчатых пружин | 1978 |
|
SU721184A1 |
Изобретение относится к оснастке для обработки металлов давлением, в частности к штампам для изготовления и сборки деталей. Цель изобретения - расширение технологических возможностей за счет получения деталей, требующих осуществления объемного деформирования. Это достигается снабжением штампа средствами блокировки обрабатываемого материала устанавливаемыми на позиции формовки. Этими средствами служат пуансон для вырубки, стенки углубления, которые выполняют в съемнике, и пуансон дпя пробивки поперечных фигурных пазов в полосе. Рабочие торцы пуансона для вьфубки и пуансонов дпя пробивки фигурных пазов расположены ближе к зеркалу матрицы, чем рабочий торец пуансона для формовки. В штампе имеется узел гибки, который содержит оправку, состоящую из двух симметрично расположенных частей, и копиры. с Копиры установлены с возможностью перемещения в плоскостиj перпендикуW лярной оси подачи материала, и с возможностью взаимодействия каждого из них с одной из частей оправки. 2 з.п. ф-лы, 2 ил.
| Михаленко Ф.П | |||
| Автоматическая холодная штамповка мелких деталей | |||
| М.: Машиностроение, 1965, с | |||
| Прибор для определения всасывающей силы почвы | 1921 |
|
SU138A1 |
