Изобретение относится к с5бработке металлов давлением, в частности к вырубке пазов по периферии круглых заготовок, например, в пластинах для сердечниковолектрических машин и установке рабочих инструментов в устройствах, осуществляющих вырубку пазов.
Известен штс1мп последовательного действия для получения пластин якоря электромашин, содержащий матрицу и/или съемник для пробивки фасонных пазов, выполненную в виде кольца, закрепленного на плите.штампа, и секций, попарно образующих фасонные контуры пазов. .
Известен способ сборки штампа последовательного действия для получения пластин якоря электромашин, заключающийся в размещении секций матрицы и/или съемника на плите штампа, установке расстояния между секциями при помощи мерных деталей и закрепления секций L.
Недостатками являются низкая стойкость штампа из-за накопления погрешности по шагу рабочих окон и сложность изготовления матрицы и/или съемника.
Цель изобретения - повышение CToff кости штампа и упрощение процесса изготовления его.
Указанная цель достигается тем, что в штампе последовательного действия для получения пластин якоря электромашины, содержащем матрицу и/или съемник для пробивки фасонных пазов, выполненную в виде кольца,
10 закрепленного на плите штсшпа, и секций, попарно образующих фасонные контуры пазов, матрица и/или съемник снабжены каждый дополнительным концентричным кольцом, а секции уста15новлены между кольцами С равными зазорами между каждой парой секций.
Кольца выполнены из стали, армированной твердосплавными вставками, образующими торцы пазов.
20
Секции выполнены из твердого сплава.
В способе сборки штс1мпа последовательного действия для получения, пластин якоря электромашин, заклю25Чсиснцемся в размещении секций матрицы и/или съемника на плите штг1мпа, установке расстояния между секциями при помощи мерных деталей и закреплении (Секций, мерные детали выполняют с поперечным сечением, соответствующим
30
упрощенной форме сечения пуансона, устанавливают мерные детали, между секциями, последние закрепляют кольцами, а затем извлекают.
Каждую мерную деталь для сборки матрицы выполняют с шириной равной
Ь, + 2Z
Ьм
где bf, - ширина пуансона (паза)/
Z - величина одностороннего зазора при вырубке.
Каждую мерную деталь для сборки съемника выполняют с.шириной, равной be. by,, где b,, - ширина пуансона (паза).
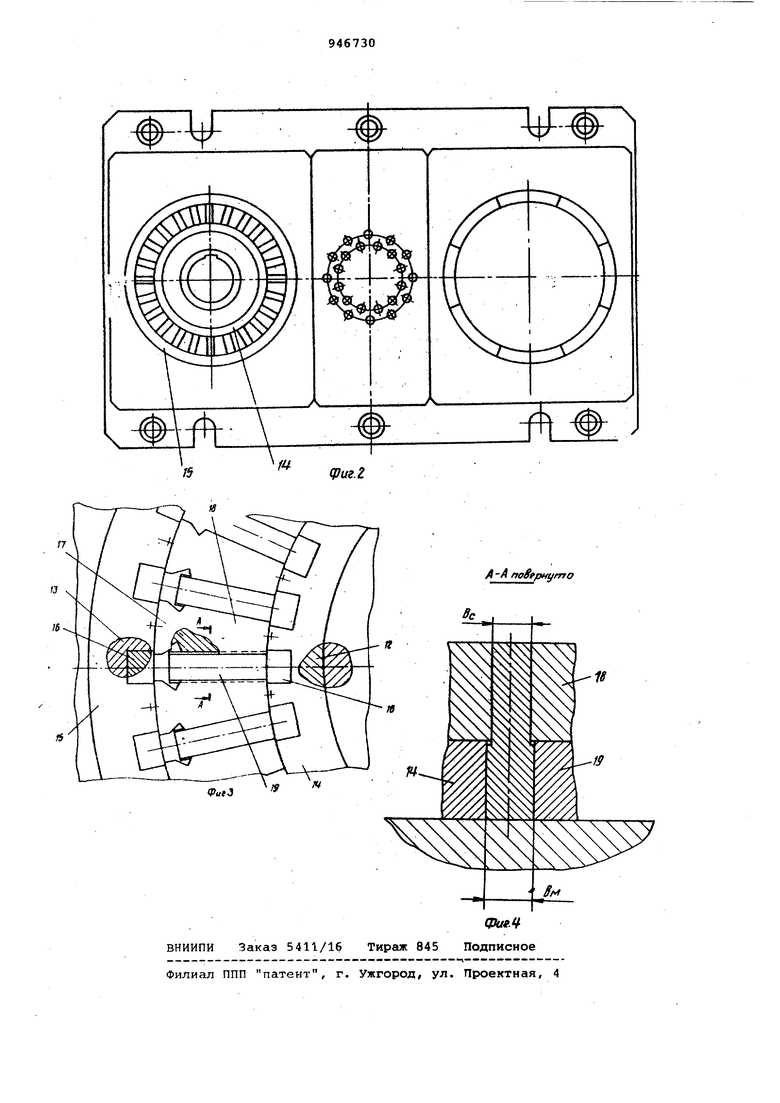
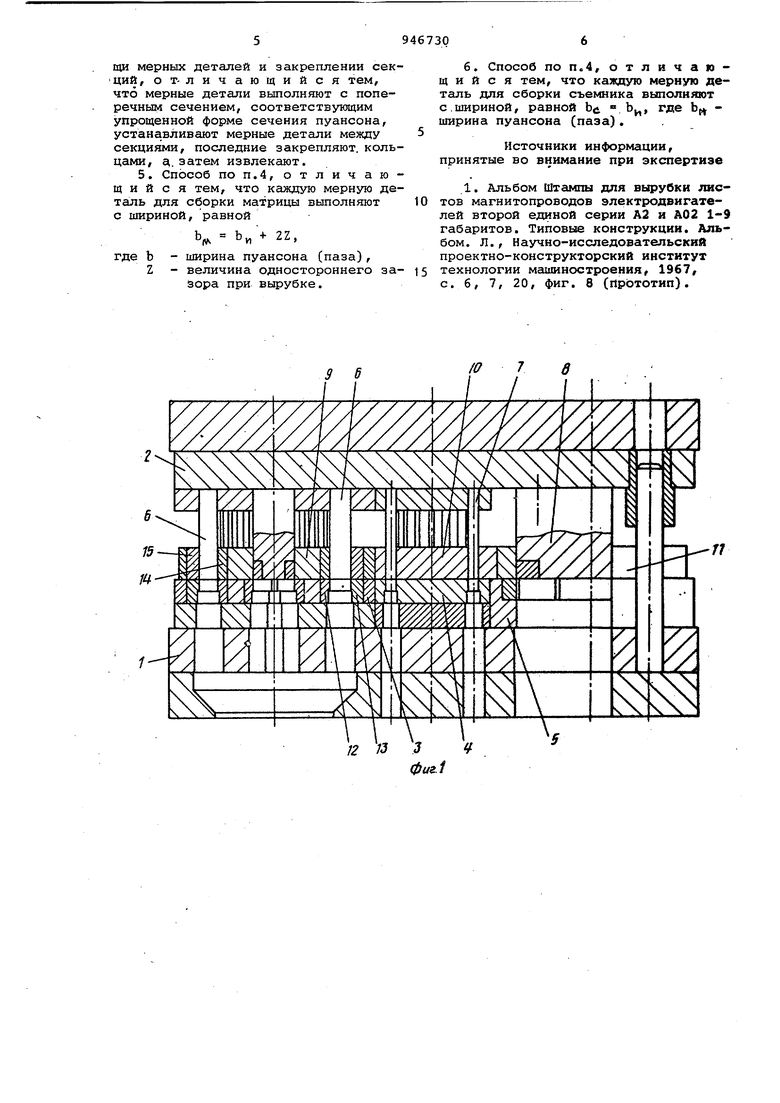
На фиг. 1 схематично изображен штамп с условно установленной верх|Ней плитой; на фиг. 2 - то же, со снятой верхней плитой; вид сверху, на фиг. 3 - часть матрицы и съемника в процессе сборки; на фиг. 4 сечение А-А на фиг. 3.
Штамп состоит из нижней 1 и верхней 2 плит. На нижней плите укреплены матрицы первой позиции 3, второй позиции 4 и третьей позиции 5. К верхней плите прикреплены пуансоны первой позиции 6, второй позиции 7 и третьей позиции 8. Там же укреплены съемник первой позиций 9, второй позиции 10 и третьей позиции 11. Матрица 3 первой позиции и съемник 9 первой позиции выполнены в виде двух концентричных колец 12, 13 и 14, 15 соответственно (для съемника) изготовленных из стали, армированной твердосплавными вставками 16 (фиг.З) между которыми установлены секции 17 матрицы и секции 18 съемника.
Секции матрицы и съемника выполне ны из твердого сплава. Секции 17 матрицы и секции 18 съемника установлены между кольцами с равными зазорами для каждой пары секций матрицы или съемника.
Мерные детали 19 устанавливают между каждой парой секций, образующих фасонный паз. После укреплёнйя секций кольцами их извлекают из фасонных пазов матрицы и/или съемника.
Зазор между каждой парой секций матрицы определяется из соотношения
Ь Ь -ь 2Z, .
где by, - ширина пуансона (паза) ,
Z - односторонний зазор при вырубке между инструментами (пуансоном и матрицей), Зазор между каждой парой секций матрицы равен ширине мерной детали для сборки матрицы, которая выполняется с поперечным сечением, соответствующим упрощенной форме сечения пуансона (паза).
Зазор между каждой парой секций съемника определяется из соотношения be Ь„, где by,- ширина пуансона (паза). При этом ширина мерной
Детали для сборки съемника равна зазору между каждой парой секций съемника и мерная деталь выполняется аналогично мерной детали для сборки матрицы. Мерные детали для сборки
5 матрицы и съемника могут быть выполнены в. виде одной ступенчатой детали 19.
Сборку штампа осуществляют следующим образом.
0 Предварительно собирают матрицу 3 и съемник 9 на плите штампа, между секциями 17 матрицы и секциями 18 съемника устанавливают мерные детали 19. Секции матригда и секции съемника скрепляют соответствующими концентричными кольцами 12, 13 и 14, 15, а мерные детали извлекают. Штамп работает следующим образом. Верхняя плита 2 с укрепленными
на ней пуансонами и съемниками совершает возвратно-поступательное движение относительно нижней плиты 1 о укрепленными на ней матрицами. Происходит пробивка фигурных пазов и вырубка пластин якоря электромашин. Матрица и/или съемник, выполненные и собранные по предлагаемому способу, позволяют повысить стойкость штампа в 4-6 раз, получить экономию твердого сплава около 25-30% и снизить трудоемкость изготовления на 30-40% при снижении трудоемкости сборки на 15-20%. Экономический эффект от серийного
использования изобретения составит 35 4-5 млн.руб.
Формула изобретения
0 1 Штамп последовательного действия для получения пластин якоря ,, электромашины, содержащий матрицу и/или съемник для пробивки фасонных пазов, выполненную в виде кольца,
с закрепленного на плите штампа, и секций, попарно образующих фасонные койтуры пазов, отличающийс я тем, что, с.целью повышения стойкости и упрощения процесса изготовления, матрица и/или съемник снабжены каждый дополнительным концентричным кольцом, а секции установлены между кольцами с равными зазорами между каждой парой секций.
2.Штамп ПОП.1, отличающийся тем, что кольца выполнены из стали, армированной твердосплавными вставками, образующими торцы пазов.
3.Штамп ПОП.1, отличаю0 щи и с я тем, что секции выполнены
из твердого сплава.
4.Способ по n.i, заключаклцийся в размещении секций матрицы и/или съемника на плите штампа, установке
5 расстояния между секциями при помощи мерных деталей и закреплении секций, от-личающийся тем, что мерные детали выполняют с поперечным сечением, соответствующим упрощенной форме сечения пуансона, устанавливают мерные детали между секциями, последние закрепляют, кольцами, а,, затем извлекают.
5. Способ по п.4, отличающийся тем, что каждую мерную деталь для сборки матрицы выполняют с шириной, равной
Ь Ь„ + 2Z,
где b - ширина пуансона (паза),
Z - величина одностороннего заэора при вырубке.
б. Способ по п.4, отличающийся тем, что каждую мерную деталь для сборки съемника выполняют
с.шириной, равной
где Ьр ширина пуансона (паза).
Источники информации, принятые во внимание при экспертизе
1. Альбом Штампы для вырубки листов магнитопроводов электродвигателей второй единой серии А2 и А02 1-9 габаритов. Типовые конструкции. Альбом. Л., Научно-исследовательский проектно-конструкторский институт технологии машиностроения, 1967, с. б, 7, 20, фиг. 8 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп последовательного действия | 1985 |
|
SU1278076A1 |
| Штамп последовательно совмещенного действия | 1985 |
|
SU1269890A1 |
| Штамп последовательного действия | 1989 |
|
SU1606238A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Штамп последовательного действия | 1990 |
|
SU1808444A1 |
| Комбинированный штамп для вырубки, вытяжки, формовки дна детали и пробивки отверстия | 1978 |
|
SU759179A1 |
| Способ последовательной штамповки и штамп для его осуществления | 1988 |
|
SU1547922A1 |
| УНИВЕРСАЛЬНЫЙ ШТАМП | 1970 |
|
SU265847A1 |
| Штамп совмещенного действия для вырубки и пробивки | 1989 |
|
SU1676714A1 |
| Штамп для обработки листового материала | 1988 |
|
SU1562045A1 |