Это достигается тем, что рабочий инструмент выиолиен в виде сварочных клещей с приводом сжатия и приводом дополнительного раскрытия, установленных в гироскопе, имеющем ось вращеиия клещей, главную ось, основную ось и дополнительную ось наклона главной оси от самостоятельного пневмогидропривода, полости пневмоприводов через логический блок связаны с парами выходов четырехлинейпых пиевмодатчнков углового отклонения осей гироскопа, расположенных по одному на оси вращения клещей, основной и дополнительной осях, а на главной оси располол ено но два четырехлинейных датчика н один щестилинейный датчик, при этом один вход указанных датчиков связан с линией питания сжатым воздухом привода раскрытия клещей от выполненного в консоли канала, а второй вход соединен с атмосферой, гидродроссель, соединяющий полости гидроцилиндров, выполней с сопротивлением, регулируемым в зависимости от заданной скорости шагания клещей между сварными точками, полости гидроцилиндров соединены между собой парой дополнительных параллельно соединенных одноименных с одним из линейных приводов неременных линейных гидродросселей, служащих датчиками скорости, киематически связанных с двумя осями гироскопа, образующими смежные узлы, и имеющих сопротивления, меняющне свою величину пропорционально от минимума к бесконечности и наоборот - через каждые четверть оборота гироскопической оси, причем на каждой оси гироскопа расположено по два разноименных указанных угловых гидродросселя, присоединенных к тем парам гидротормозов взаимно перпендикулярных приводов, к плоскости проекций двух направлений движения которых в начальном положении обращена одна из осей, как третья ось декартова пространства, у каждой пары разноименных угловых гидродросселей, кинематически связанных с главной осью, основной и дополнительной осям гироскопа, величины сопротивлений сдвинуты по фазе на четверть оборота осей, при этом один из пары гидродросселей на оси вращения клещей, имеющих одинаковые величину и фазу сопротивлений, параллельно присоединен к гидротормозу линейного привода подач, перпендикулярных к фронтальной плоскости слежения, а другой гидродроссель установлен с возможностью поочередного соединения с гидротормозами поворотных приводов основной и дополнительной осей гироскопа.
Консоль, несущая сварочные клещи, выполнена Г-образной и телескопически соединена с основной осью гироскопа.
Кроме того, каждый четырехлинейный датчик выполнен в виде кольца с уплотнениями, охватывающего соответствующую ось гироскопа и имеющего две канавки по одной окружности, из которых одна соединена с атмосферой, а другая соединена с линией питания сжатым воздухом привода раскрытия
клещей, при этом указанные канавки отделены одна от другой диаметрально противоположными перегородками, перекрывающими выходные отверстия.
Шестилинейный датчик выполнен в виде кольца с уплотнениями, охватывающего главную ось гироскопа и имеющего две канавки по одной окружности, разделенные двумя перегородками, расположенными под прямым углом к центру кольца, попеременно перекрывающими четыре диаметрально противоположных выходных отверстия, при этом оси одной пары отверстий указанного датчика расположены в одной плоскости с осями выходных отверстий четырехлинейных датчиков.
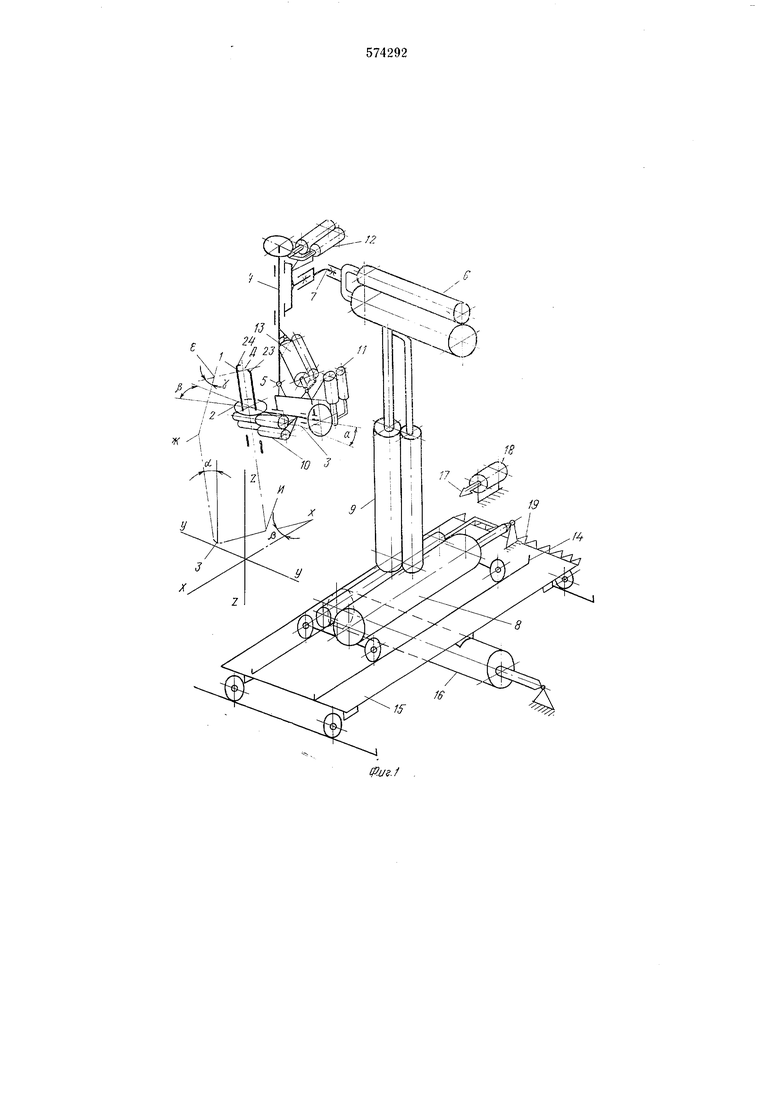
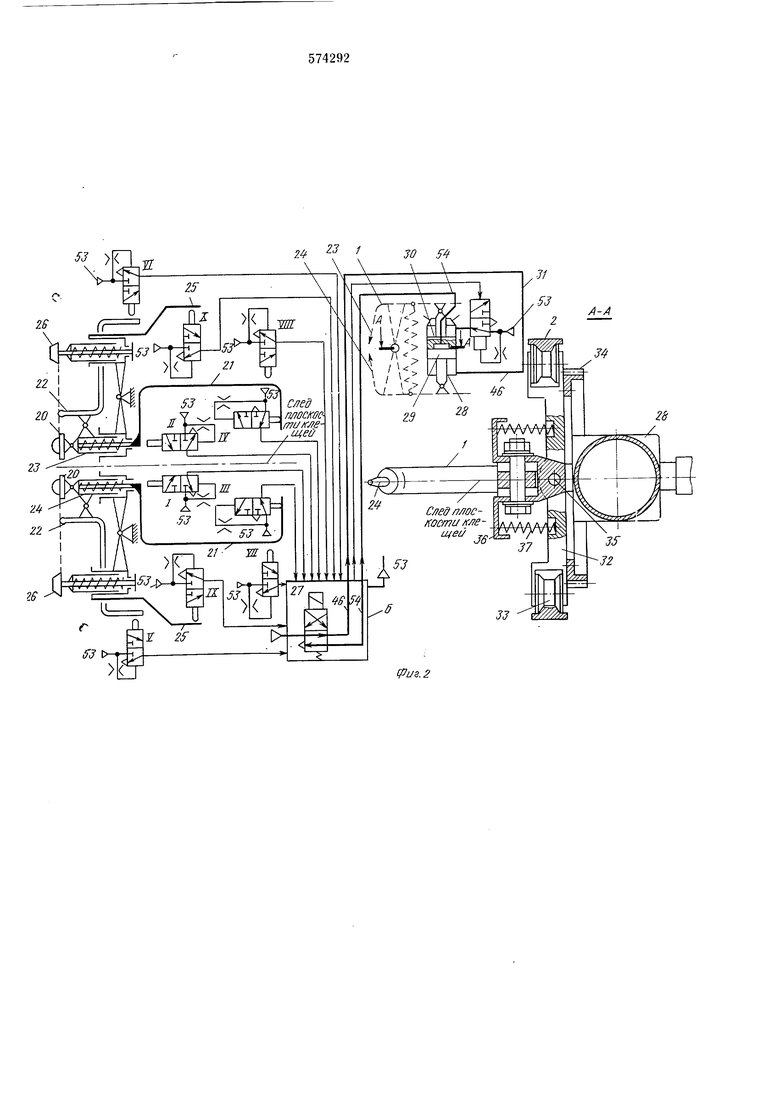
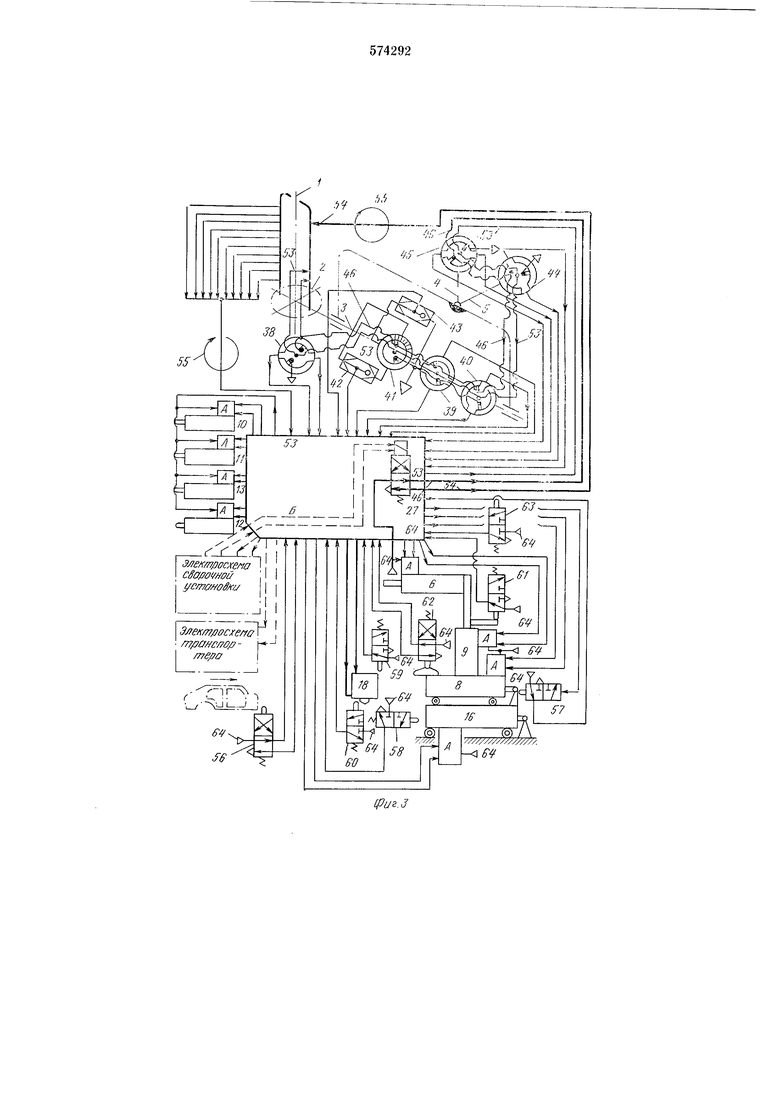
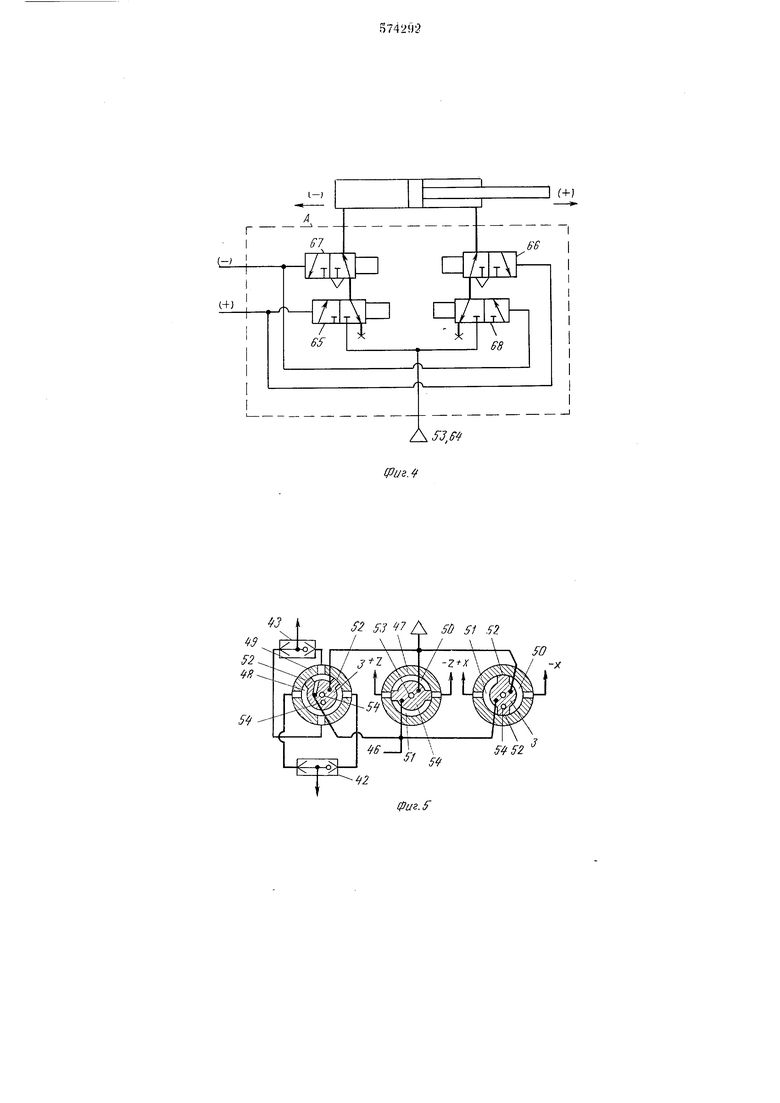
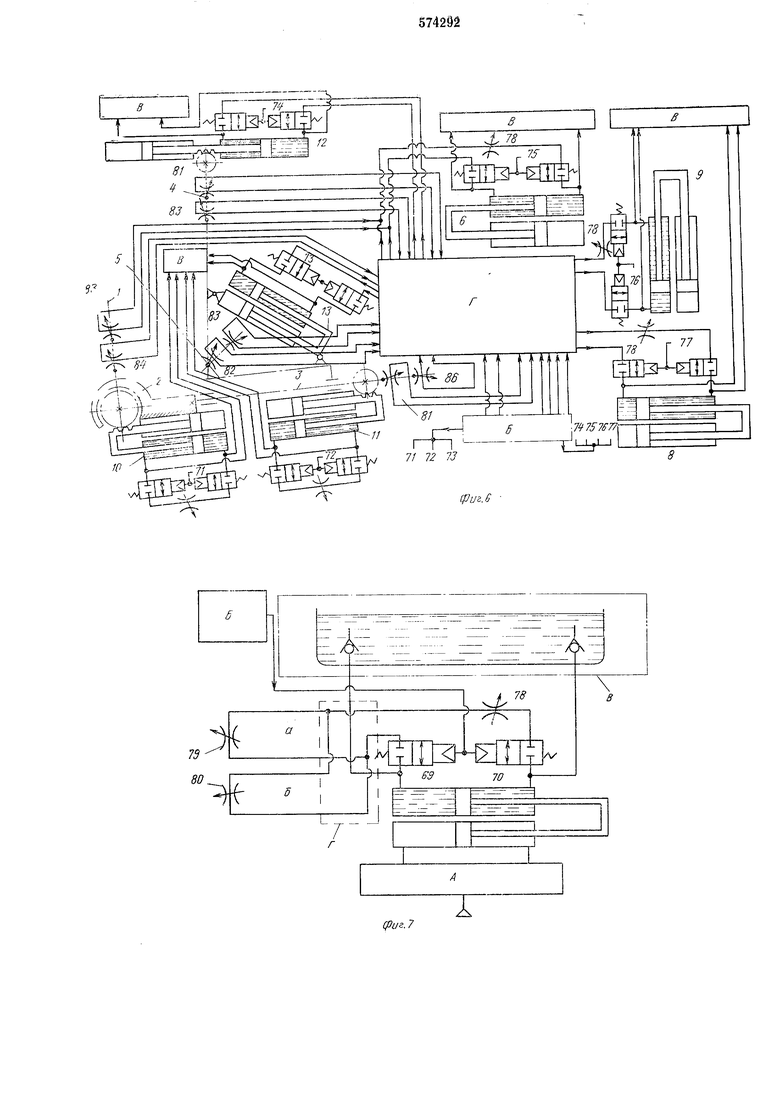
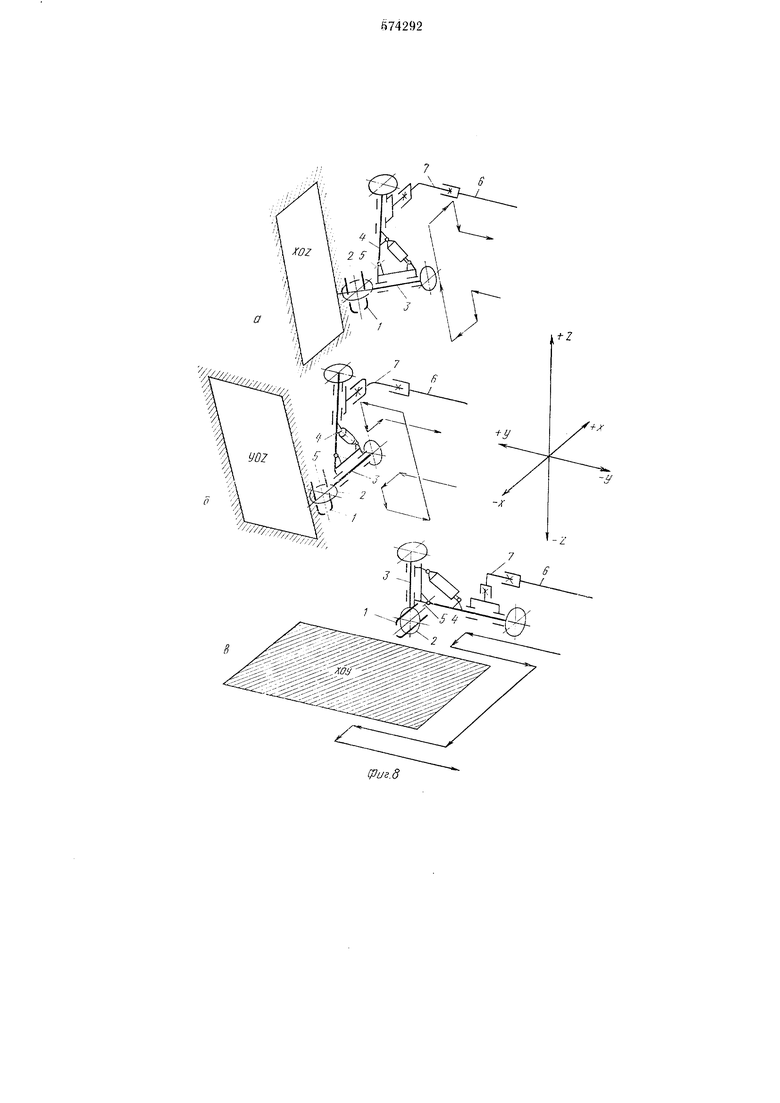
На фиг. 1 показан общий вид робота относительно пространственных осей; на фиг. 2- кинематическая схема сварочных клещей со щупами и путевыми трехлинейными пневмодатчиками положения клещей и компенсационными пружинами; на фиг. 3 - связь угловых пневмодатчиков направления линейных подач, путевых пневмодатчиков программного цикла и пневмодатчиков клещей с логическим пневмоблоком и с электросхемами сварочной установки и транспортера изделия; на фиг. 4-блок из четырех воздухораспределителей; на фиг. 5 - поперечные разрезы управляющих пневмодатчиков на главном валу гироскопа со схемой соединений; на фиг. 6- кинематическая схема робота и ее связь с угловыми гидродросселями и системой пневмогидравлического управления; на фнг. 7 - блок со схемой соединения угловых гндродросселей-датчиков и гидродросселей щага с тормозным гидроцилиндром; на фиг. 8 - три основных варианта работы клещей относительно трех плоскостей слежения: а) у плоскости XOZ, б) у плоскости YOZ и в) у плоскости XOY.
При рассмотрении сущности изобретения следует иметь в виду следующее.
Начальным положением названо такое статическое положение, при котором одни оси гироскопа параллельны, а другие перпендикулярны к осям трехмерного пространства и плоскость клещей совмещена с одной из осевых плоскостей того же нространства.
Плоскостью клещей названа плоскость, проходящая через вылеты и электроды сварочных клещей.
Гироскопом названо гироскопическое устройство, которое содержит ось вращения клещей, главную, основную и дополнительную оси.
Осью вращения клещей названа ось, лежащая в плоскости клещей и совпадающая с осью гироскопического кольца, в которую они вмонтированы.
Главной названа ось гироскопа, перпендикулярная в начальном положении к фронтальной плоскости слежения.
Основной названа ось гироскопа, перпендикулярная в начальном положении к главной гироскопической оси.
Дополнительной названа ось наклонения главной или основной оси гироскопа.
Фронтальной плоскостью слеження названа одна из осевых плоскостей трехмерного рабочего пространства, к которой обращена поверхность свариваемого фланца.
Робот выполнен в виде кинематической системы, состоящей из сварочных клещей 1, смонтированных в гироскопическом кольце 2, вращаемом главной гироскопической осью 3, шарнирно соединенной с основной осью 4 гироскопа через ось 5, жестко прикрепленную к подшипниковому узлу оси 3.
Подшипниковый узел основной оси 4 присоединен к подвижной части консоли привода 6 через ее отогнутую часть 7 с двумя одинаковыми шлицевыми соединениями на концах, которые жестко застопорены.
В гироскопе смонтировано четыре поворотных привода, а весь гироскоп выполнен перемещаемым линейно в трех направлениях X, Y и Z трехмерного декартова пространства тремя линейными приводами: двумя горизонтальными 8, 6 и одним вертикальным 9.
На гироскопическом кольце 2 смонтирован поворотный привод 10 вращения клещей, на подшипниковых узлах главной 3 и основной 4 осей гироскопа смонтированы соответственно поворотные приводы И и 12 вращения. Между основной осью 4 и подшипниковым узлом главной оси 3 расположен прикрепленный к ним щарнирно дополнительный привод 13.
Четыре поворотных и три линейных привода робота выполнены в виде блоков из двух цилиндров - силового пневматического и тормозного гидравлического - с жестко соединенными штоками.
Привод 8 смонтирован на рабочей тележке, перемещаемой в направляющих 14, прикрепленных к платформе-основанию 15, фиксируемой при перемещении пневмоцилиндром 16 из исходного в рабочее положение зубом 17 пневмоцилиндра-фиксатора 18, попадающим в один из пазов пилообразной фиксирующей рейки 19. На клещах 1 парами расположены датчики I-X положения клещей, выполненные в виде трехлинейных путевых пневмоэлементов ДА.
Датчики I и II, чувствительные к ненерпендикулярности гироскопической оси вращения клещей к касательной искривления кромки свариваемого фланца, связаны с осевым ходом главных щупов-роликов 20 в направлении к кольцу 2.
Датчики III и IV, чувствительные к отсутствию свариваемого фланца или искривлению его внешнего отвода, также связаны с осевым ходом главных щупов-роликов 20 через скобы 21, но в направлении от кольца 2.
Датчики V и VI, предохраняющие клещи от столкновений с резкими изгибами внутреннего отвода свариваемого фланца, связаны с ходом предохранительных щупов-усиков 22 в плоскости, перпендикулярной к плоскости клещей.
Датчики VII и VIII, чувствительные к гофрам фланца в направлении к электроду 23, связаны с качательным двил ением скоб 21 от радиального хода главных щупов-роликов
20 в плоскости, параллельной плоскости клещей.
Датчики IX и X, чувствительные к тем же гофрам, но в направлении к электроду 24, связаны с качательным движением рычагов 25,
присоединенных к направляющим осей вспомогательных щупов-роликов 26.
Пневматические выходы датчиков связаны с входами логического пневмоблока, в состав которого включен электропневматический клапан (воздухораспределитель) 27 подвесной сварочной установки, связанный с пневмоцилиндром 28 сварочных клещей, имеющим рабочий поршень 29 и поршень 30 дополнительного раскрытия электродов.
С полостью дополнительного раскрытия электродов цилиндра 28 связан выход распределителя 31, линия управления которым подк.;ючена к логическому пиевмоблоку.
Кронштейн 32 крепления роликов-сателлитов 33 гироскопического кольца 2 с ведомой шестерней 34 привода вращения 10 клещей установлен с возможностью качения относительно оси 35 на обойму 36 с гнездами для компенсацио} ных пружин 37, вставленных в
соответствзющпе гнезда кронштейна 32.
Все ппевмоцилилдры, кроме цилиндра-фиксатора 18, подключены к блоку А из четырех воздухораспределителей, задерживающему цилиндр в любом среднем полол ении при отсутствии команд от логического пневмоблока, а цилиндр 18 подключен непосредственно к логическому пневмоблоку Б, содержащему его воздухораспределитель (la чертеже не показан).
Через логический пнсвмоблок полостп линейных приводов связаны с парами выходов четырехлинейных угловых пневмодатчиков направления , выполненных в виде пневмомуфт.
На гироскопической оси вращения клещей располол ена муфта 38, на главной оси 3 гироскопа располол ено две таких 39 и 40 вместе с третьей шестилинейной муфтой 41, четыре диаметрально противополол ных выхода которой попарно подключены к входам двух пневматических элементов ИЛИ 42 и 43, имеющих связь выходов с двумя входами логического пневмоблока Б. На дополнительной и основной осях соответственно располол-;епы муфты 44 и 45.
Из входов пневмомзфт через оси гироскопа один связан с каналом 46 раскрытия сварочных клещей, присоединенным к пневмоклапану 27 сварочной установки, входящему
в состав логического пневмоблока, а второй связан с атмосферой.
Корпусы муфт выполнены в впде колец 47 с уплотнеппямп, охватывающими отсеки гироскопических осей с двумя канавками 48 и 49 в муфте 41 и канавками 50 и 51 в остальных
муфтах по одной окружности, из которых канавки 48 и 50 соединены с атмосферой, а канавки 49 и 51 - с каналом внутри оси, связанным с каналом 46 логического пневмоблока Б.
В отсеках муфт с двумя выходами две одинаковые канавки 50 и 51 отделены друг от друга диаметрально противоположными перегородками 52, повернутыми на главной оси 3 в отсеках муфт 39 и 40 по отношению друг к другу на 90°. А в отсеке для муфты 41 две канавки 48 и 49 выполнены разной длины и отделены друг от друга такими же перегородками 52, расположенными под прямым углом к центру сечения оси, в начальном положении симметрично разделенным вертикальной осью пространства.
Длина перегородки 52 по окружности выполнена перекрывающей диаметр выходного отверстия корпуса муфт. Выходы всех управляющих пневмомуфт жестко ориентированы по осям рабочего пространства робота.
Через эти же гироскопические оси засверлены каналы 53 (питание пневмодатчиков и блоков А сжатым воздухом) и каналы 54 (сжатие клещей), которые переходят с оси на ось через пневмомуфты-коллекторы 55.
Остальные блоки А пневмоцилиндров, логический пневмоблок Б и путевые пневмодатчики 56-63 запитаны от линии 64, связанной непосредственно с сетью сжатого воздуха.
Датчик 56, контролирующий наличие изделия в прострапстве робота, выполпен четырехлинейным; датчик 57, контролирующий исходное положение цилиндра 16, вынолнен трехлинейным запоминающим (вместо возвратной пружины канал подпора соединен с логическим пневмоблоком); датчик 58, контролирующий рабочее положение цилиндра 14, датчики 59 и 60, контролирующие исходное и рабочее положение цилиндра 18, и датчики 61, 63, контролирующие окончание цикла работы гироскопа, выполнены трехлинейными; а датчик 62, контролирующий окончание слежения по периметру фланца выполнен, как и 56 - четырехлинейным.
На фиг. 3 пунктирными линиями показана электрическая связь логического пневмоблока Б, содержащего пневмоэлектрические датчики, преобразующие пневмосигналы в электрические, с электросхемой сварочной установки и электросхемой устройства, транспортирующего изделие в пространство робота. Все выходы путевых датчиков подключены к логическому пневмоблоку Б.
Блок А содержит четыре подпружиненных трехлинейных воздухораспределителя 65-68. Выходы воздухораспределителей 66 и 67 присоединены к крыщкам пневмоцилиндров. Одни их входы связаны соответственно с выходами двух других распределителей 68 и 65, а вторые входы распределителей 66 и 67 - с атмосферой.
Нормально открытые входы второй пары распределителей 65 и 68 закрыты пробками,
а нормально закрытые присоединены к каналу питания сжатым воздухом.
Все тормозные гидроцилиндры соединены с блоками В, компенсирующими возможные утечки через обратные клапаны. Параллельно с ними к каждой паре крыщек гидроцилиндров присоединены два двухлинейных подпружиненных гидропрерывателя 69 и 70, пневмоканалы управления которых 71-77 соединены с логическим пневмоблоком Б. Входы гидропрерывателей 69 и 70 последовательно соединены через один переменный гидродроссель 78, имеющий сопротивление, пропорциональное скорости щагания клещей между сварочными точками и через логический гидроблок Г - с парой параллельно соединенных одноименных с одним из линейных приводов переменных угловых гидродросселей - датчиков скорости 79 и 80, кинематически связанных с двумя валами гироскопа (а и б), образующими смежные углы, и имеющих сопротивления, меняющие свою величину пропорционально от минимума к бесконечности и наоборот через каждые четверть оборота гироскопического вала. На каждом валу гироскопа расположено по два разноименных угловых гидродросселя - датчика скорости 79 и 80, присоединенных (исключая ось вращения клещей 1) к тем парам тормозных гидроцилиндров взаимно перпендикулярных линейных приводов, к плоскости проекции двух направлений движения которых в начальном положении обращена ось данного вала, как третья ось декартова пространства.
На фиг. 6 это, например, вал 3 с гидродросселями 81 и 82, одноименными с приводами 8 и 9, в начальном положении перпендикулярен к плоскости, образованной проекциями направлений движения этих приводов; аналогично вал 4 с дросселями 81 и 83 - к плоскости направлений движения приводов 8 и 6, вал 5 с дросселями 82 и 83 - к приводам 9 и 6.
У каждой пары разноименных угловых гидродросселей-датчиков скорости, кинематически связанных с одним гироскопическим валом, величины сопротивлений сдвинуты по фазе на четверть оборота вала, кроме пары дросселей 83 и 84 на гироскопической оси клещей 1, имеющих одинаковую величину сопротивления, из которых дроссель 83 параллельно присоединен к гидротормозу привода, а дроссель 84 поочередно соединен то с приводом 12, то с приводом 13. В состав логического пневмоблока Б входят пневмопульт ручного управления и наладочный пульт (не показаны).
Сварочный робот работает следующим образом.
Робот включает или сварщик-многостаночник, или само изделие. В первом случае сигнал на начало работы передается от пневмопульта ручного управления, а во втором от путевого датчика 56, реагирующего на появление в пространстве робота изделия.
В обоих случаях пневмосигнал проходит к входу ( + ) блока А (фиг. 3 и 4), который включает одновременно два распределителя 65 и 66. Это обеспечивает соединение штоковой нолости с атмосферой через распределитель 66, а бесштоковой нолости - с линией питания сжатым воздухом через раснределитель 67. Цилиндр 18 ведет до упора нлатформу-основание 15 в рабочую позицию начала работы гироскопа.
Взаимодействие элементов нневмосхемы, связанных с выходом гироскопа в рабочую позицию, показано иа графике последовательности цикла.
При этом нужно иметь в виду, что еще в предыдущем цикле (или при накалке) гироскон механически запомнил то положение, которое он занимал нри сварке последней точки (например, точки Д на фиг. 1) сварного шва, за которым робот следил, обходя фланец изнутри проема по часовой стрелке, т. е. момент окончания сварки этой последней точки застал ось 3 наклоненной на угол а приводом 13, а приводами 10 и 9 плоскость клещей расположена нормально к поверхности свариваемого изделия (напоимер, фланца проема двери кузова автомобиля), для чего она повеонута на угол |3. Это положение гироскоп гохоаняет (помнит) и тогда, когда цилиндр 16 находится в отдельном (исходном) ноложении. В конце хода цилиндо 16 воздействует на датчик 58, который через логический пневмоблок-Б соединяет линию (+) блока Ас атмосферой (восстанавливая тем самым первоначальное состояние схемы фиг. 4). Затем датчик 58 переключает распределитель (не показан).
Цилиндо-фиксатор 18 совершает ход вперед и зубом 17 попадает в один из пазов фиксирующей рейки 19. Рабочее положение гироскопа достигнуто - клещи 1 вошли в проем изделия.
Датчик 60 подает сигнал в логический пневмоблок Б, от которого по каналу 53 подается питание датчикам I-X положения клещей и от распппделителя 27 сварочной установки по каналу 46 получают питание все управляющие пневмомуфты.
Логический пневмоблок Б соединяет перекрестно блоки А линейных приводов. Например, сигнал от муфты 39 включает не привод 8. а привод 9. т. е. происходит установочная клешей вверх в направлении кромки ДЕ.
В установочной иодаче принимает участие ПРИВОД 6, получающий сигнал от муфты 44, так как ось 3 гироскопа наклонена на угол а и ось 5 гироскопа повернута в муфте 44 на тот же угол, и принимает участие привод 8 по сигналу от муфты 45. так как ось 4 повернута в муфте 45 на угол 3. Так автоматически определяется направление (знак) установочной подачи к свариваемому фланцу. Скорость же установочной подачи определяют угловые гидродроссели-датчики, которые логически гидроблоком Г соединяются не с одноименными тормозными гидроцилиндрами, а аиалогично вышеописанным связям пневмомуфт с нневмоцилиндрами.
Главные щупы-ролики 20 доходят до упора в свариваемую кромку. Скобы 21 отпускают датчики III и IV, а затем одновременно нажимают на штоки датчиков I и П. Логический нневмоблок Б воспринимает сигналы
от них, как общий сигнал на переключение с установочной на рабочую подачу, соединяя напрямик управляющие пневмомуфты и угловые гидродроссели-датчики (через логический гидроблок) с одноименными линейными нриводами.
Одновременно входящий в логнческнй пневмоблок пневмоэлектрический датчик, заменяющий обычную пусковую кнопку клещей, включает сварочную установку на автоматическое повторение циклов сварки и иауз. Электроды 23 и 24 от пневмоцилиидра 28 сжимают кромки и сваривают их.
Во время пауз из трех гидродросселей, присоединенных к одному из приводов линейной
подачи, один дроссель 78 открыт ровно настолько, чтобы за время паузы клещн перемешались на шаг точками, но он соединен последовательно с парой параллельно соеднненных угловых гидродросселей, которые
суммарно уменьшают проходное сечение, заданное дросселем 78. В результате суммарная скорость трех приводов подач оказывается постоянной и шаг клешей между точками не изменяется при любом их нространственном
положении.
При отсутствии возмущающих факторов клещи шагают за время пауз (по сигналу в канале 461. как это видно на фиг. 1, от точки Д к точке Е сварного шва изделия.
Если линия ДЕ прямая и нараллельная плоскости XOY, то каждый шаг производится за счет совместной подачи двумя приводами 8 (X) и 6. Направление подачи привода 8 задает муфта 39 на оси 3, так как в это время ее
канавка 51 соединена с выходом -4-Х (фиг. 5). При этом скорость нодачи привода 8 (X) уменьшена по сравнению с максимальной на величину, пропорциональную углу поворота оси 4 на угол Р (фиг. 1). так как только при
значении угла 6. равном НУЛЮ, сумма СОНРОтивлений на осях 3 и 4 равна минимуму. Сопротивление дросселя 86 на оси 4 равно бесконечности, что исключает подачу в направлении Z, в тоже время муфта 40 на оси 3 также занимает положение нейтралн (см. канавки 50 и 51 на фиг. 51. СКОРОСТЬ подачи привода 6 равна величине, пропорциональной УГЛОВОМУ отклоненню оси 4 на УГОЛ Р от нейтпального положения, при котором линия
ДЕ изделия Сфиг. I) была бы параллельная оси X-X. Жидкость в небольшом количестве пропускает только гидродроссель 83 на оси 4, а гидродроссель 83 на клещах закрыт. Если же линия ДЕ непрямая (как, наприМер. кромка ветрового нраемя кабины или
кузова автомобиля), то от датчиков VII--Vin или IX-X проходят команды, заставляющие логический ииевмоблок Б подать спгнал на пневмоблок А привода 10, заставляя клеши повернуться вокруг оси кольца 2 гироскопа на роликах-сателлитах 33. Происходит угловое рассогласование совмещенного ноложения управляющих ппевмомуфт и угловых гидродросселей-датчпков, находящихся на оси клещей, с одноименными муфтами и дросселями гироскопической оси 4. Логические иневмо- и гидроблоки по сигналу с муфты 38 заставляют изменить скорость (и направление) привода 6.
Однако, такое рассогласование ликвидируется за счет выдачи логической системой управления команд на блок А привода 13, котооый поворачивает весь гироскоп вокруг оси 4 до говмеи1ения плоскости клещей 1 в кольпе 2 г плоскостью гироскопических осей 1 и 3, т. е. 13 стремится догпать поворот привода 10. Это необходимо для того, чтобы к моменту перехода с горизонтальной части свариваемой кромки ДЕ на наклонную кромку ЕЖ горизонтальная ось 3 гироскопа заняла положение, позволяющее сделать ПОВОРОТ кольца 2 приводом 11 так, чтобы клещи 1 перещли на эту кромку, сохраняя нормальное для сварки щва положение. Это особенно важно для швов на быстроменяющемся в пространстве ветровом проеме кабины или кУзова автомоби.ття. Переход с горизонтальной части тпва (ЛЕ) на наклонную (ЕЖ) осупхествляется по команде от предохранительного датчика Л (или V - при движении вправо), на КОТОРЫЙ воздействует рычаг от щупа-усика 22. Этот щуп движется, прикасаясь к свариваемой кпомке впереди (слева) от щупа 20.
Встречаясь с закруглением малого радиуса и тем более с пезким переломод кромки, щуп заставляет сработать датчик VI.
В логическом пневмоблоке Б при этом создается ситуация, по которой одновременно происходит отключение сварочной установки и отвод клещей от кромки с одновреметпылт поворотоАт оси 3 с кольцом 2 гироскопа в сторону направления основной подачи.
При этом от датчиков I и II отходят скобы 21, поданные вперед пружинами главных щупов 20, которые утрачивают контакт со свариваемой кромкой. Вслед за этим скобы 21 включают датчики П1 и IV, а их общий сигнал воспринимается логическим пневмоблоком, как сигпал на устаповочн ю (поперечную) подачу к свариваемой кромке, которая описана выше. За несколько поисковых ходпвперед-назад с поворотом главной оси 3 гироскопа до совпадения с углом клещи занимак)т нормальное к кромке ЕЖ положение. Если угол Y меньше 45°, то совмещение плоскости клещей с плоскостью, обрязоваиной осью, вращения клещей 1.в кольце 2. и главной, гироскопической огью-.З, произволится яогоняющпм двпжрнием от привода 12. Ноли угол V больше 45, to догоняющее совмеШенпе
производит иривод 13. Переключеиие с одного на другой привод производит задающая пневмомуфта 41 через логический пневмоблок. Поворот оси 3 с кольцом 2 на угол меняет положение канавки 49, сделанной на оси 3 в муфте 41. Это позволяет через логические блоки управлять догоняющим муфту клещей поворотом привода 12 при слежении за искривлением кромки ЕЖ вилоть до достижения прямого угла с линией, касательной к кромке ЕЖ и равной половине дуги канавки 49. После ухода канавки 49 за пределы вертикального отверстия датчика 61 ни в вертикальных, пи в горизонтальных отверстиях пет
выходного сигнала.
В этом случае невозможно догнать муфту 38 ни приводу 12, ни приводу 13. Это может наблюдаться, когда угол дуги канавки 49 мепьще 90°, что целесообразно, так как при повороте оси 3 на угол 45° система сравнеппя углов отклонения муфты 38 и углов муфты 45 на осп 4 и муфты 45 на оси 5 оказывается в неопределенном положении. Если же угол 7 поворота оси 3 больше 45°, то канавка 48 переходит к горизонтальному отверстию муфты 41. Это приводит к тому, что привод 13 догоняет муфту 38, следя за наклоном касательных и вертикальной проекции свариваемой кромки.
Подобным образом слежение происходит и по участку ЖЗ свариваемой кромки, в углу ЖЗИ, а при переходе на участок ЗИ ось 3 в управляющих муфтах поворачивается на 180° по отношению к первоначальпому исходному
положению (у точки Д кромки). Привод 8 начинает ход в обратном направлении. Когда клещи I достигнут точки И, лежащей в одной вертикальной плоскости с точкой Л, рабочая тележка своим кулачком прижимает ролик путевого датчика 62. В логическом пневмо- и гидроблоке создаются условия для подачи клещей от кромки в соответствующем направлении и с требуемой установочной скоростью (по перекрестной схеме и с подключением соответствуютцпх дросселей к тормозным гпдроцилиндрам). Клещи отходят от свариваемой КРОМКИ, датчики I и II, опущенные скобой 21, снимают с логического пневмоблока сигнал сварки.
Ходом скобы 21 вновь включаются датчики III и IV, по по их сигналам уже не создается схемы нодачп к кромке, так как логический ппевмоблок исключил эту возможность.
Клещи достигают путевого датчика 61, выдающего комапду, подготавливающую систем управления к работе в следующем пикле, для слежения по кромке в обратном нанравлении. Все каналы 53 гироскопа соединяются с атмосферой. Приводы гироскопа запоминают
свое положение до следующего цикла. Воздухораспределитель (пе показан), возвращает в ис ходное .положение цилиндр-фиксатор 18, который.отходит назад, отпуская датчик 6Q, ив конце хода воз.вращаёт в исходное положение
датчик 59. С выхода последнего через логйчё13
ский пневмоблок проходит команда к блоку А на отвод цилиндра 16. Платформа-основание 15 выводит робот из проема изделия, отпуская датчик 58 и в конце хода возвращает датчик 57 в исходное положение. С выхода датчика 57 проходит сигнал в логический пневмоблок, который подает электросигнал в электросхему конвейера, удаляющего готовый сварной узел с рабочего места робота.
Удаление изделия восстанавливает исходное положение датчика 56. Логическая система занимает исходное положение для начала следующего цикла. Робот готов к работе в -следующем цикле.
К технологическим возмущениям, отрицательно влияющим на автоматическую работу автооператоров и роботов с нрограммным управлением, относятся неточность заготовок (штамповок) и, как результат, неточность сборки; неточность базирования изделия в координатах пространства робота, наличие неплотностей во фланцах и нахлестках (в том числе и от проб контролером отверткой при контроле прочности прихваток); смена серии изделий.
Неточность сборки и неточность базирования компенсируется величиной хода срабатывания щупов и датчиков клещей, которые при установочной поперечной подаче наталкиваются на неправильно (по отношению к предыдущему изделию) расположенную в пространстве кромку. При этом одновременно радиальное качение двух главных щупов 20 означает, что клещи идут к изделию с риском натолкнуться электродом 23 на кромку. Это приводит к набеганию на кромку одновременно двух главных щуцов20скачательным движением скоб 21 прежде, чем успеют сжаться пружины главных щупов. В этом случае одновременно срабатывают датчики Vll и УП1. От них одновременно проходят сигналы в логический пневмоблок Б, который в свою очередь выдает сигнал приводу 6 на рефлекторный отвод клещей от удара электродом о кромку.
Неплотности между свариваемыми фланцами или нахлестками вызывают при рабочей подаче одновременную раздвижку щупов 20 и 26 и одновременное срабатывание датчиков VII и IX или VIII и X. В этом случае логический пневмоблок своим сигналом заставляет сработать трехходовой воздухораспределитель 31, в исходном положении подключенный к каналу 53, по схеме НЕ. Поршень 30 поднимается, а за ним делает дополнительный ход норшень 29, увеличивая расстояние между электродами сварочных клещей. Это позволяет пропустить между электродами утолщение фланца (нахлестки), а в момент включения сварки - сжать его и ликвидировать зазор..
Если положение точек начала и окончания сварки шва изделия новой-серии в пространстве робота на.ходится в пределах срабатывания ЩУПОВ и положение путевых датчиков 61 и
14
63 неизменно, то переход на новую серию может быть осуществлен без переналадки робота, так как с переходом к слежению за кромкой робот «забывает свое первоначальное положение, а окончание слежения застает ее в новом положении, которое робот и запоминает для продолжения сварки последующих одинаковых изделий новой серии.
Если же изделия повой серии существенно
отличаются от предыдущей, то к первому изделию новой серии гироскоп подводят с помощью рабочего и наладочного пультов, где размещены кнопки наладочного управления блоками А приводов 13, 12 и всех трех линейных ириводов.
Они позволяют индивидуально у каждого привода открывать гидротормоз, не нарушая памяти других правильно установленных. Это позволяет грубо подводить к кромке сварочные клещи, наклонять их ось по плоскости фланца (угол а), ориентировочно поворачивать весь гироскоп относительно вертикальной оси (на УГОЛ р). При необходимости датчики 58, 61 и 63 переносят на новое место по издеЛИЮ. Для опробования робота без сварки на непрерывном слежении по кромке отключают пневмоэлектрический датчик логического пневмоблока, связанный со сварочной установкой.
Для сварки внешних Фланцев (например, крыши с передней, задней и боковыми частями кузова, фланцев коробчатых узлов типа бензобаков) необходимо штоки датчтп ов 61 и 63 повернуть к кромке с внешней стороны
фланца, а не наоборот, как этого требуют внутренние фланцы.
В показанных на фиг. 1 и 3 схемах положением путевого датчика 62 и кулачка на рабочей тележке определяется точка начала
и точка окончания сварки незамкнутых С-образных швов, являющихся полупериметром замкнутых швов.
Для сварки П-образных или силп-гетричных им швов датчик 62 и управляющий им кулачок нужно разместить относительно вертикального прпвода 9, не переналаживая никаких других элементов системы.
Переналадка робота на сварку замкнутых швов заключается в том. чтобы исключить
появление первого сигнала от путевого гидропрерывателя 69 при нажатии на него кулачка полупериметра (на рабочей тележке ), но выдать второй сигнал. свт1детельствующий о зямыкании полного периметра шва.
При сварке полных (замкнутых) периметров один из датчиков 61 или 63 не участвует в работе, а направление хода приводов необходимо в новом цикле сменить на противоположное, так как они не МОГУТ из-за ограниченности хода повторять обороты главной оси гИроскопа в одном и том же направлении.
Это достигается переключениями элементов
наладочного пульта логического пневмоблока.
Сварка прямых (полупрямых или искривлейных) Швов, являющихся пастью замкнутых
швов, производится с добавлением к показанной на фиг. 3 схеме путевых датчиков н частных логических, обеспечивающих начало, окопчапие и маршевые иеремеп1епия клещей, которые являются обычпым проектированием частых сл)1аев сиециальиого использования универсальных возможностей робота.
Фронтальная плоскость слежения в зависимости от расположения свариваемого флаица в пространстве является переменной. На фиг. 1 и 8а рассмотрен случай слежения но фронтальной плоскости (плоскостям), параллельной плоскости XOZ.
Для сварки швов передних и задних окон кузовов фронтальной плоскостью уже является плоскость YOZ (фиг. 86), а при сварке периметра крыши - плоскость XOY (фиг. 8е).
Могут быть и смешаииые случаи фланцевых соединений, для которых фронтальная плоскость может быть выделена лишь условно.
Слежение в плоскостях, параллельных плоскости YOZ (фиг. 86).
Консоль отогнутой частью 7 обращают к свариваемому фланцу, сохраняя положение гироскопических осей, как они показаны на фиг. 1 по отношению к данной фронтальной плоскости слеження.
Переналадка в этих случаях сводится к следующему: датчик 62 и уиравляющий им кулачок ориентируются относительно оси Y--Y (фиг. 1).
Помимо путевых клапанов, унравляющих подводом и фиксацией рабочей тележки к изделию, необходимы путевые клапаны установочного хода привода для ввода клещей в проем и для вывода их из проема.
Изменяется коммутация (на фиг. 3 и 6) вместо блоков А и В привода 6 должны быть блоки А и В привода 8, а место последнего в пневмо- и гидроблоках займет привод 6.
Этого достаточно для обслул ивания фронтальной плоскости YOZ.
Для сварки швов крыши подшипниковый узел крепления вертикальной оси 4 гироскопа ориентируют вдоль оси Y-Y. Это изменяет положение главной и основной осей гироскопа (ось 3 из горизонтального начального иоложения переходит в вертикальное, а ось 4 в горизонтальное положение), ио не изменяет их назначения: ось 3 остается главной, а ось 4- основной. Как и в предыдущем случае, датчик 62 нужно сориентировать по оси Y-Y (фиг. 1).
На фиг. 3 и 6 схема соединений изменится так: роль блоков А и В привода 6 займут блоки А и В привода 9, а место последнего в логических пневмо- и гидроблоках займет привод 6, что аналогично предыдущему случаю. Этого достаточно для сварки щвов, проецируемых на плоскость XOY.
Технико-экономический эффект, от применения робота заключаётся в воэможиостй авто.матиЗации сваролной опсрацни ..треб.ую.щёй тяжелого физического труда, в сниженш-i капитальных и эксплуатационных расходов по сравнению с применением роботов с электронным управлением, в возможности полного высвобождения двух сварщиков, работающих у
конвейера (при двухсменном режиме работы) или частичного их высвобождения при многостаночном обслуживании отдельных рабочих мест. Определенный эффект может быть получен и от снижения требований к точности
транспортировки и базироваиия изделия в пространстве робота.
Формула изобретения
1. Пневмогидравлический робот преимущественио для контактной точечной сварки фланцевых швов, содержащий консоль с рабочим инструментом, в полости которой выполнены каналы питания сжатым воздухом, поворотные и линейные пневмоприводы с гидротормозами, гидравлические полости каждого из которых соединены между собой через пневмоуправляемые двухлииейные гидропрерыватели и гидродроссель и с гидробаком через погруженные в тормозную жидкость обратные
клапаны, пневматические полости связаны с
блоком из четырех воздухораспределителей, удерживающих пневмопорщни в заданном среднем положении, и соедииены с логическим пневмоблоком системы управления, с которой
связаны путевые пневмодатчики линейных и поворотных перемещений, отличающийся тем, что, с целью адаптации к геометрическим возмущениям в базировании и сборке сварного узла и обеспечения возможности переналадки на сварку разных типов изделий, рабочий инструмент выполнен в виде сварочных клещей с приводом сжатия и приводом дополнительного раскрытия, установленных в гироскопе, имеющем ось вращения клещей, главную ось, основную ось и дополнительную ось наклона главной оси от самостоятельного пневмогидропривода, полости пневмоприводов через логический блок связаны с парами выходов четырехлинейных пневмодатчиков углового отклонения осей гироскопа, расположенных по одному на оси вращения клещей, основной и дополнительной осях, а на главной оси расположено по два четырехлинейных датчика и один шестилинейный датчик, при
этом один вход указанных датчиков связан с линией питания сжатым воздухом привода раскрытия клещей от выполненного в консоли канала, а второй вход соединен с атмосферой, гндродроссель, соединяющий полости гидроцилиндров, выполнен с сопротивлением, регулируемым в зависимости от заданной скорости шагания клещей между сварными точками, полости гидроцилиндров соединены между собой парой дополнительных параллельно
соединенных одноименных с одним из линейных нриводов переменных линейных гидродросселей, служащих датчиками скорости, кинемат ическ-и связанных с двумя осями гироскопа,- образующими смежные углы, и им€ющих сопротивления, меняющие свою величину пропорционально от минимума к бесконечности и наоборот - через каждые четверть оборота гироскопической оси, причем на каждой оси гироскопа расположено по два разноименных указанных угловых гидродросселя, присоединенных к тем парам гидротормозов взаимно перпендикулярных приводов, к плоскости проекций двух направлений движения которых в начальном положении обрап1,ена одна из осей, как третья ось декартова пространства, у каждой пары разноименных угловых гидродросселей, кинематически связанных с главной осью, основной и дополнительной осями гироскопа, величины сопротивлений сдвинуты по фазе на четверть оборота осей, при этом один из пары гидродросселей на оси вращения клещей, имеющих одинаковые величину и фазу сопротивлений, параллельно присоединен к гидротормозу линейного привода подач, перпендикулярных к фронтальной плоскости слежения, а другой гидродроссель установлен с возможностью поочередного соединения с гидротормозами поворотных приводов основной и дополнительной осей гироскопа.
2.Робот по и. 1, отличающийся тем, что консоль выполнена Г-образной и телескопически соединена с основной осью гироскопа.
3.Робот по п. 1, отличающийся тем, что каждый четырехлинейный датчик выполнен в виде кольца с уплотнениями, охватывающего соответствующую ось гироскопа и имеющего две канавки по одной окружности, из которых одна соединена с атмосферой, а другая соединена с линией питания сжатым воздухом привода раскрытия клещей, при этом указанные канавки отделены одна от другой днаметрально противополол ными перегородками, перекрывающими выходные отверстия.
4. Робот по п. 1, отличающийся тем, что щестилпнейный датчик выполнен в виде кольца с уплотненпями, охватывающего главную ось гироскопа п имеющего две канавки по одной окружности, разделенные двумя перегородками, расположенными иод прямым углом к центру кольца, попеременно перекрывающими четыре диаметрально противоположных выходных отверстия, при этом оси одной пары отверстий указанного датчика расположены в одной плоскости с осями выходных отверстий четырехлинейных датчиков.
Источники информации, иринятые во внимание при экспертизе
1.Патент США 3763344, кл. 219-116, 1973.
2.Опыт эксплуатаипп промыщленных роботов (по материалам Второго А1еждународного симпозиума по промьпплениым роботам), сер. С-1, М.. НИИМАШ, подписано в печать 16.04.74, с. 17-20.
/
/4
lp.us.f . 30 f
е
А 57, Я СРиг.



S2 f.J 47 Л SS 51 S2
(риг.7
