Изобретение относится к промышленности строительных материалов
Целью изобретения является повышение производительности,,
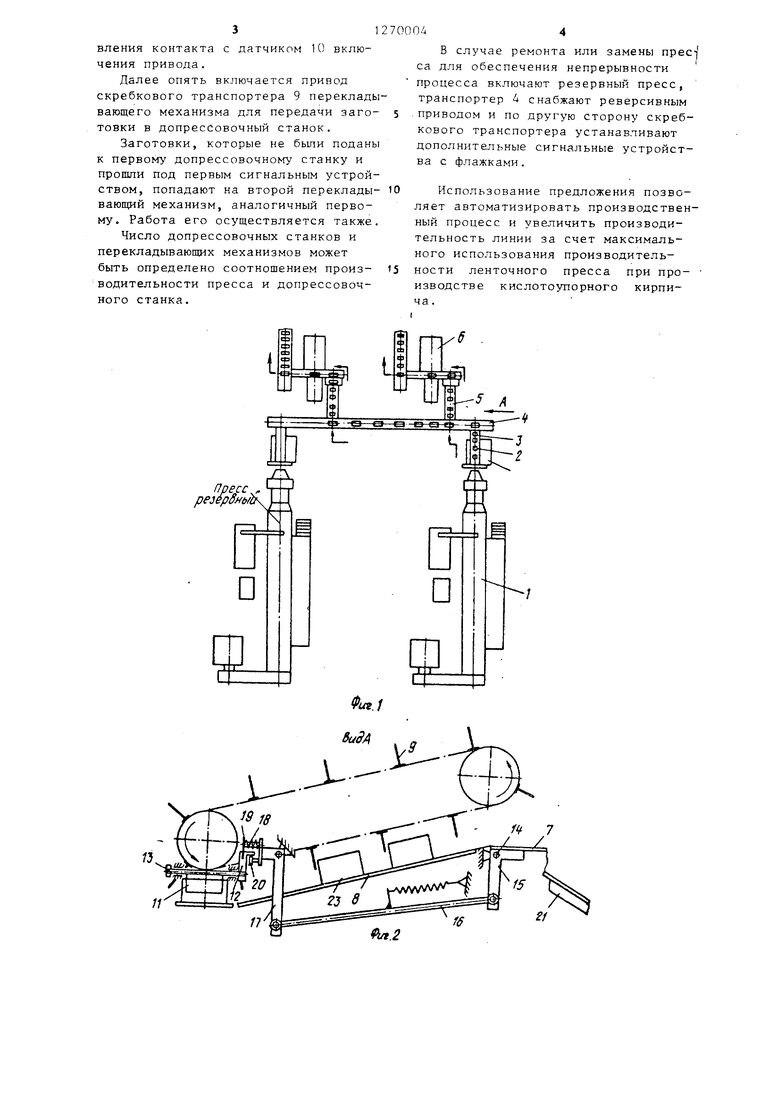
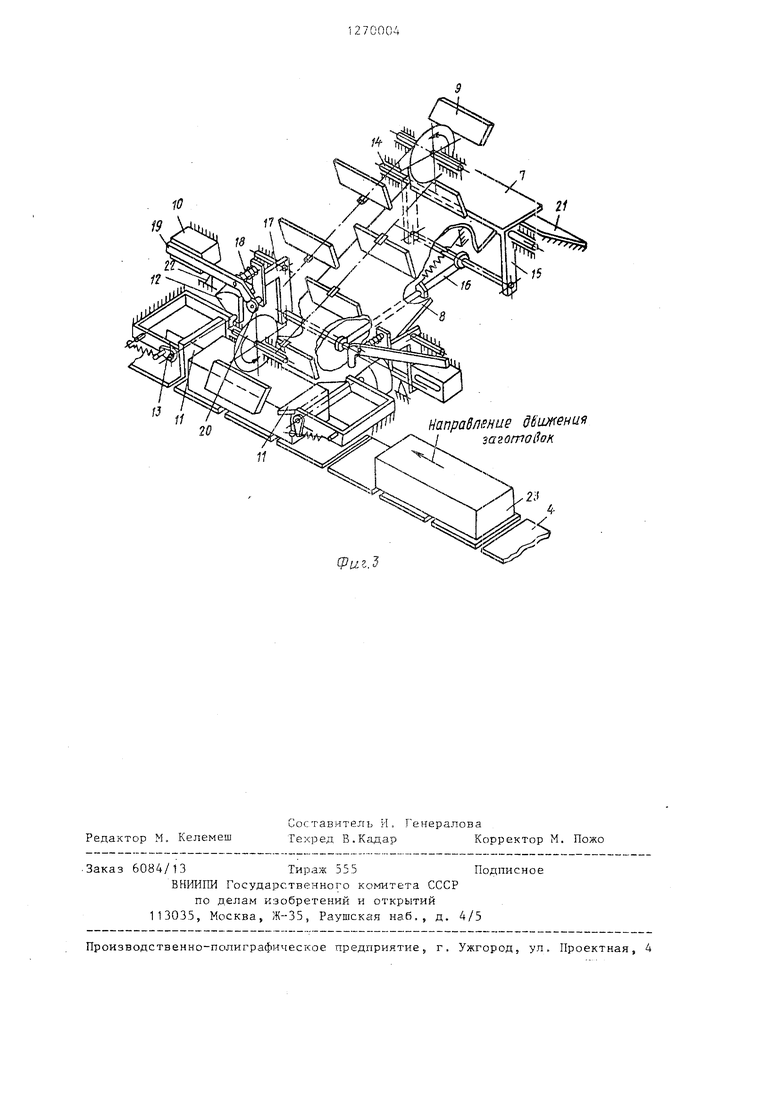
На фиг. 1 изображена предложенная линия в плане; на фиг. 2 -- вид А на фиг. 1; на фиг. 3 - узел линии с перекладывающим механизмом в изометрии.
Линия содержит ленточный пресс 1 автомат 2 разрезки передаточный транспортер 3, транспортер Aj соединяющий перекладывающие механизмы 5 с траспортера 4 в допрессовочные станки 6. Каждый перекладываюп1ий механизм 5 содержит поворотную площадку 7, склиз 8, промежуточный скребковый транспортер 9 с датчиком 10 включения привода (последний на чертеже не показан) . Над транспортером 4, соединяющим перек,падь вающие механизмы 5, по ходу движения после скребкого транспортера 9 установлено сигнальное устройство, выполненное в виде флажка 11 и кулачка 1 2 ,, закрепленных на поворотной подпружиненной оси 13.
Кинематическая связь площадки 7 с сигнальным устройство и датчиком 10 включения привода промежуточного транспортера 9 выполнена в виде закрепленного на поворотной оси 14 плщадки 7 15, шарнирно соединенного посредством подпру;киненной тяги 16 с одним концом двуплечего рыча-га 17, на другом конце которого на оси 18 закреплены коромысло 19 и блокирующий ролик 20.
Между поворотной площадкой 7 и допрессовочным станком 6 имеется склиз 21, по которому заготовка поступает в допрессовочный сташок. Под концом коромысла 19, контактирующим с датчиком 10, установлен упор 22.
Линия работает следующим образом
Ленточный пресс 1 формует непрерывньй брус 5 который поступает к автомату 2 резки, где разрещается на заготовки 23. По передаточном транспортеру 3 заготовки поступают на транспортер 4, выполненныйjнапример, пластинчатым. Двигаясь по транпортеру 4, заготовка достигает флажка 11 сигнального устройства, расположенного по ходу движения заготовки после скребкового транспортера 9
Флажок 11 под напором заготовки поворачивается вместе со своей осью 13 и кулачком 12. Кулачок 12 поворачивает одно плечо коромысла 19, при-,
этом другое плечо начинает воздействие на датчик 10 включения привода скребкового транспортера 9. Последний приходит в движение и лопатка скребкового трансаортера передвигает
заготовку 23 с транспортера на склиз 8. Одновременно кулачок 12 входит в контакт с блокирующем роликом 20, которьш продолжается до тех пор, пока флажок 11 не вернет кулачок в исход5 ное положение. До возврата кулачка в исходное положение блокирован и соответствующий конец коромысла. Исходное положение флажка определяется его наклоном навстречу движения заготовки.
- Далее процесс )7овторяется и первая заготовка оказывается на поворотной площадке 7, которая поворачивается под весом . Последняя
5 оказывается на склизе 21, по которо1 г она попадает в допрессовочный станок 6.
Так как производительность ленточного пресса значительно выше произвоQ дительностк допрес;совочного станка, то через некоторое время на склизе 21 накапливается столько заготовок, что при очередной подаче площадка не возвращается в неходкое положение (заготовка не сможет соскользнуть на склиз и освободить площадку), При этом рычаг 15 через подпружиненную тягу 16 , поворачивает двуплечий рычаг 17 и коромысло 19 отходит от датчика 10, перестав контактировать с кулачком 12 при его повороте. Очередная заготовка, находящаяся на транспортере 4, подойдя к сигнальному устройству, поворачивает флажок 11 и проходит под 1гкм, а привод скребкового транспортера не включс1ется, так как нет контакта кулачка с коромыслом. Подпружиненная ось возвращает флажок 11 в исходное положение. Так продолжается до тех пер 5 пока на склизе 21 не освободится место ,зля приема заготоBofc, находя1дейся на площадке 7.
После этого подпружиненная тяга 16 возвращает рычаги 15 и 17 в исходное 5 положение, но это происходит только после того, как кулачок 12 выйдет из контакта с роликом 20. Упор 22 фиксирует плечо коромысла 19 для осуществления контакта с датчиком 10 включения привода. Далее опять включается привод скребкового транспортера 9 переклады вающего механизма для передачи заготовки в допрессовочный станок. Заготовки, которые не были поданы к первому допрессовочному станку и прошли под первым сигнальным устройством, попадают на второй переклады вающий механизм, аналогичный первому. Работа его осуществляется также Число допрессовочных станков и перекладывающих механизмов может быть определено соотношением производительности пресса и допрессовочного станка.
t
Пресс .. peiepSMb/CK
11
S .
Фи9.1 5иЗА
f.2 В случае ремонта или замены прес- са для обеспечения непрерывности процесса включают резервный пресс, транспортер 4 снабжают реверсивным приводом и по другую сторону скребкового транспортера устанавливают допоотнительные сигнальные устройства с флажками. Использование предложения позволяет автоматизировать производственный процесс и увеличить производительность линии за счет максимального использования производительности ленточного пресса при производстве кислотоупорного кирпича.
20
11
фуг.З
HanpaBnsHLie 3a2(imoSof{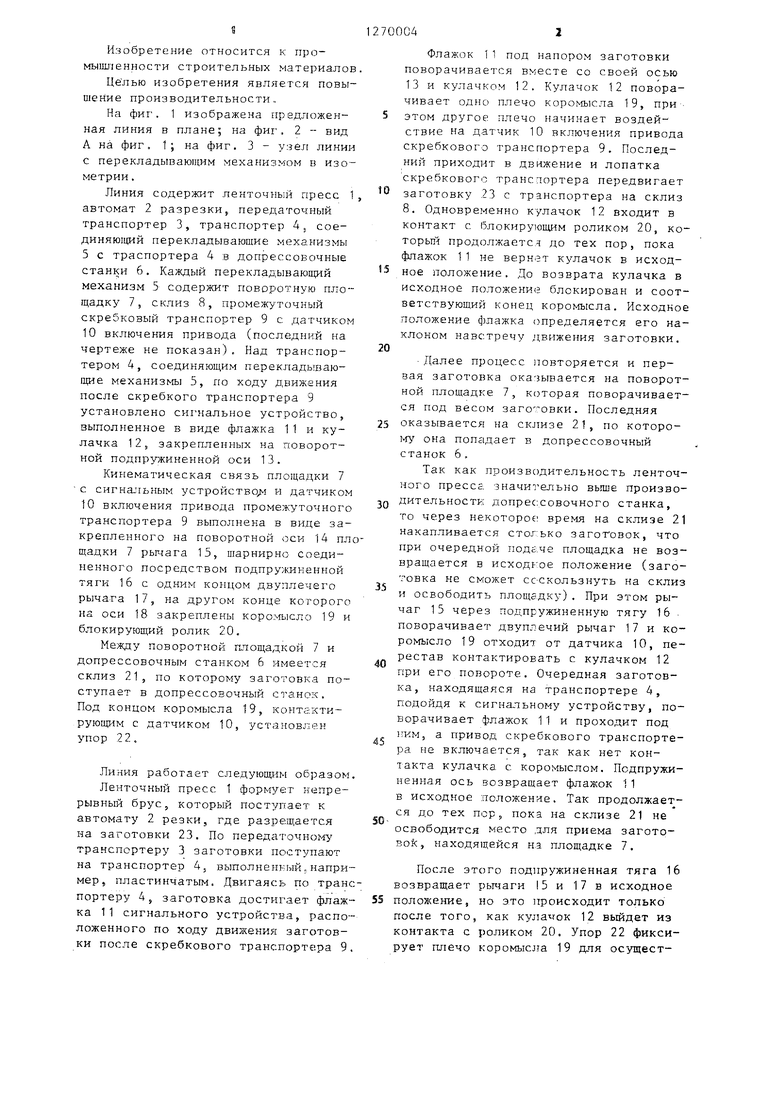
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для подачи заготовок из керамических масс в допрессовочный станок | 1983 |
|
SU1131659A1 |
| Распределительное устройство | 1986 |
|
SU1364578A1 |
| Линия для производства кирпича окончательной формовкой | 1981 |
|
SU1013293A1 |
| Автоматическая линия для прессования изделий из керамических масс | 1981 |
|
SU1074727A1 |
| АВТОМАТ ДЛЯ ЗАВЕРТЫВАНИЯ КОНФЕТ «ВПЕРЕКРУТКУ» | 1973 |
|
SU379462A1 |
| Автомат для сортировки электродов по толщине | 1976 |
|
SU603438A1 |
| Автоматическая линия для изготовления арматурных каркасов | 1984 |
|
SU1337176A1 |
| Установка для допрессовки изделий из керамических масс | 1975 |
|
SU596451A1 |
| Установка для допрессовки изделий из керамических масс | 1980 |
|
SU874370A2 |
| Устройство для группирования и подачи изделий | 1986 |
|
SU1335504A1 |
1. ЛИНИЯ Д-ТЯ ПРОИЗВОДСТВА КИСЛОТОУПОРНОГО KliPnHMA, содержащая установленные в технологической последовательности ленточный пресс, автомат резки, передаточный транспортер, перекладывающий механизм с площадкой и промежуточным приводным транспортером для подачи кирпича в допрессованный станок и датчик включения промежуточного транспортера, отличающаяся тем, что, с целью повышения производительности, она снабжена дополнительными допрессовочным станком и перекладывающим механизмом с площадкой, а между пере|кладывающи {и механизмами смонтирован Tp.i r-портер с гпгнялыгым у П оистлом, при этом промежуточ 1ый транспортер выполнен скребковым, площадка каждогс- перекладывающего мexaнпз a выполlioiin ; оБорот} ой и кинематически соединс}-.л с спгналт ньгм устройством и дат4HKk)M Бкг ючеи1 я :;ромежуточ} ого трансiopTcpa . а 1ерсклч1 ь:Баю11гий еханизм имеет скиз , прг.мыкакщий к площадке. 2 , ПО П . 1 , О Т Л И Ч а Ю1Д а я с я тем, что сигнальное устройство выполнено в виде закреплепHf.ix i;a r:curjKvr}-oii оси флажка и кулачка, при :п гм ловоротная ось установ.leiKi над тра 1спортером после скребкового транспортера. 3. Линия по пп. 1 и 2, о т л и ч а ю |ц а я с я тем, что перекладывающий снабжен упорюм, а кинематическая спязь площадки с сигна::::нь:м устрсйстк.-М выполнена из дву лл-ечего pbFiaia , на одном из плеч которого посредствен оси закреплены кс рсмысло и блокирующий ролик, и закрепленного на поворотной оси площадки рычага, щарн;1рно соединенного посредством подпружиненной тяги с другим плечом двуплечего рычага, при этом кулачок сиг1 ального устройства, ролпк и один конец коромысла установлены с возможностью контакта один с другим, а другой конец ла - с датчик о;-.; включения и упором.
| Ильичев А.П | |||
| Машины и оборудование для заводов по производству керамики и огнеупоров | |||
| М.: Машиностроение, 1968, с | |||
| Крутильный аппарат | 1922 |
|
SU234A1 |
| Линия для производства кирпича окончательной формовкой | 1981 |
|
SU1013293A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
