s h- /Л 5..
Изобретение относится к производству ст эоительных материалов, а именно к производству керамического кирпича.
Известна установка для допрессовки изделий из керамических масс, содержащая ленточный пресс, механизм для резки заготовок, транспортер, склизы, поворотную площадку и вертикальный допрессованный пресс 1.
Однако данная установка не обеспечивает формовку на горизонтальных допрессовочных прессах, кроме того, использованный принцип транспортировки заготовок по склизам, а также йспольаование падения заготовок на каретку, не исключает возможности потери их ориентации и нанесения, граням заготовок неустранимых формовкой повреждений.
Наиболее близким техническим решением к изобретению является линия ДЛЯ Производства кирпича окончательной формовкой, содержащая установленные в технологической последовательности ленточный tipecc, механизм резки, транспортер, приводную каретк формовочную машину, перекладывающий И смазывающий механизмы С2 1.
Однако изв естная линия не надежна в работе, поскольку отсутствует согласование движения поворотной площадки с Наличием на ней в заданно положении заготовки. Кроме того, не исключена возможность деформации заготовки при ударах об ограничительные упоры.
Цел1-ю изобретения является повышение надежности работы линии и кат| чества выпускаемой продукции.
Поставленная цель достигается тем что линия для производства кирпича окончательной формовкой, содержащая установленные в технологической последовательности ленточный пресс, механизм резки,транспортер,приводную каретку, формовочную машину, перекла дывающий и смазывающий механизмы снабжена промежуточным транспортером и закрепленным на его конце столиком причем промежуточный транспортер расположен транспортером и при водной караткой, а вдоль его продольной оси размещен перекладывакедий механизм,, при этом на приводной каретке смонтирован механизм захвата, а перекладывающий механизм кинематичес ки связан с приводом каретки.
Кроме того, перекладывающий механизм может быть выполнен в виде закрепленной на раме промежуточного транспортера стойки с флажком, рычгагом и ограничительными упорами, и платформы, несущей на себе посредством лараллелограммного механизма . пластины с выступами, причем платформа размещена в выполненных в раме
промежуточного транспортера направляющих, а выступы пластины установлены с возможностью контакта с упорами стойки.
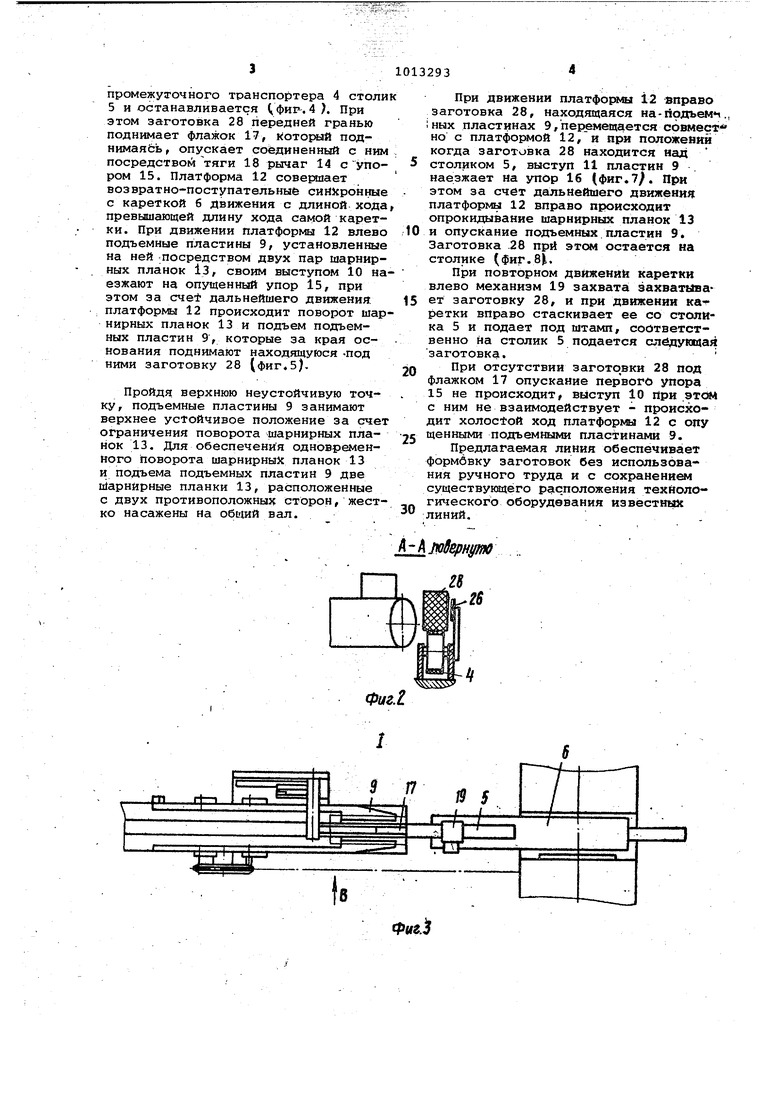
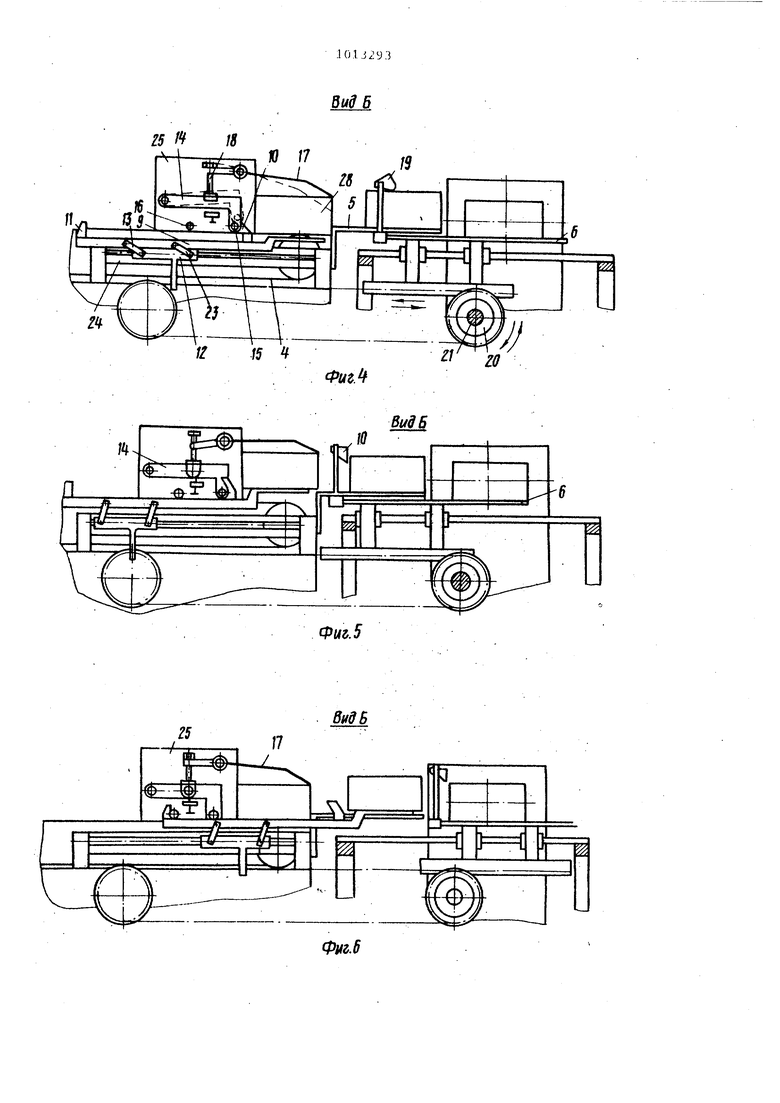
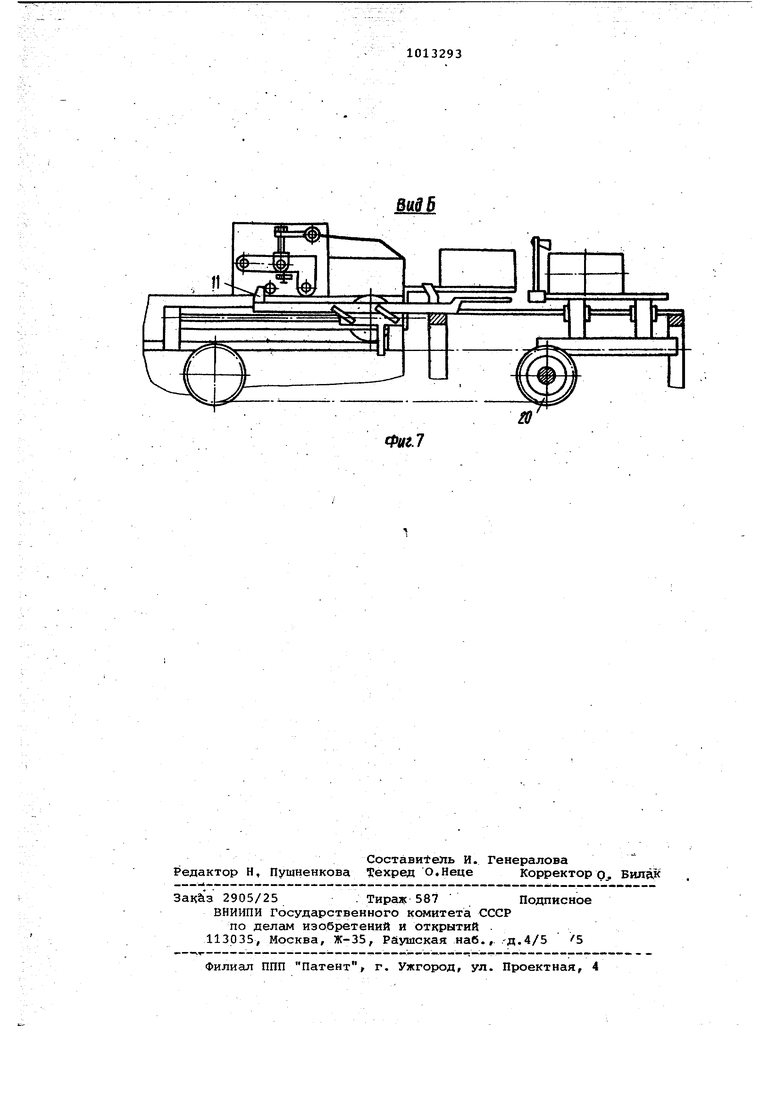
На фиг.1 изображена линия, план, на фиг.2 - разрез А-А на фиг.1; на фиг.З - узел I, на фиг.1; на фиг. 41 вид Б на фиг.З в момент соприкосно вения выступа подъемных пластин с первым упором при движении платфорMJ влево) на фиг.5 -г- вид Б на фиг.З, платформа находится в крайнем левом положении, а подъемные пластины под действием первого упора подняты/ на фиг.б - вид В на фиг.З, в момент соприкосновения выступа подъемных пластин со BTojMM упором при ходе платформы вправо, на фиг.7 - вид Б на фиг.3, платформа находится в КЕ айнем правом положении, а подъемные пластины п.од действием второго упора опущены. .
Линия для производства кирпича окончательной формовкой содержит ленточный пресс 1, механизм 2 резки, транспортер 3, п эомежуточный транспортер 4, столик 5, приводную каретк 6, формовочную машину 7, механизм 8 смазки, подъемные пластины 9 с выступами 10 и 11, платформу 12, шарнир ные планки 13, рычаг 14 с упором 15, упор 16, флажок 17, тягу 18, механизм 19 захвата, звездочку 20, насаженную на вал 21 привода каретки б, звездочку 22, цепь 23. Платформа 12 смонтирована в горизонтальных направляющих 24, жестко установленных на раме промежуточного транспортера 4. Упор 16 и рычаг 14 смонтиро ; ваны на стойке 25, установленной на раме промежуточного транспортера 4. Вдоль промежуточного транспортера 4 установлены центрирующие бортики 26.
Линия работает следующим образом.
Сформованный брус 27 механизмом 2 резки разрезается на заготовки 28, которые эатем поступают на транспортер 3 (фиг.2К При движении по транспортеру 3 заготовки 28 из-за разности скоростей,- составляющих его несущую часть двух паргиллельных ветвей, к моменту схода с него поворачиваются в горизонтальной плоскости на 90f С транспортера 3 заготовки 26 поступают на промежуточный транспортер 4, при этом из-за разности уровней транспортеров 3 и 4 происходит их опрокидывание, т.е. поворот в вертикальной плоскости на 90°(.фиг. 3) Центрирование заготовок 28 на промежуточном транспортере 4 осуществляют бортики 26.
При движении по промежуточному транспортеру 4 заготовки 28 смачиваюся механизмом 8 смазки и при дальнейшем движении передняя заготовка упи ается в выступающий над уровнем
промежуточного транспортера 4 столи 5 и останавливается (фит, 4 ). При этом заготовка 28 передней гранью поднимает флажок 17, Которой поднимаяЬь, опускает соединенный с ним посредством тяги 18 рычаг 14 с упором 15. Платформа 12 совершает возвратно-поступательные синхронные с кареткой б движения с длиной хода превышающей длину хода самой каретки. При движении платформы 12 влево подъемные пластины 9, установленные на ней .посредством двух пар шарнирных планок is, своим выступом 10 наезжают на опушенный упор 15, при этом за C4et дальнейшего движения платформы 12 происходит поворот шарнирных планок 13 и подъем подъемных пластин 9, которые за края основания поднимают находящуюся -под ними заготовку 28 (фиг.5).
Пройдя верхнюю неустойчивую точку, подъемные пластины 9 занимают верхнее устойчивое положение за счет ограничения поворота шарнирных планок 13. Для обеспечения одновременного поворота шарнирных планок 13 и подъема подъемных пластин 9 две Шарнирные планки 13, расположенные с двух противоположных сторон, жестко насажены на общий вал.
При движении платформы 12 вправо заготовка 28, находящаяся на-подьемм., 1ных пластинах 9, перемещается совмест но с платформой 12, и при положений когда заготовка 28 находится над столиком 5, выступ 11 пластин 9 . наезжает на упор 16 (фиг.7/. При этом за счет дальнейшего движения платформы 12 вправо происходит опрокидывание шарнирных планок 13 0 и опускание подъемных пластин 9. Заготовка .28 при этом остается на столике (фиг.8(,.
При повторном движений каретки влево механизм 19 захвата захватывает заготовку 28, и при движении ка-г
5 ретки вправо стаскивает ее со столика 5 и подает под штамп, соответственно на столик 5 подается следующая заготовка.
При отсутствии загото вки 28 под
0 флажком 17 опускание первого упора 15 не происходит выступ 10 при .этом с ним не взаимодействует - происходит холос±ой ход платформы 12 с опу 5 щенными подъемными пластинами 9.
Предлагаемая линия обеспечивает ормбвку заготовок без использования ручного труда и с сохранением существующего рас положения технологического оборудевания известных
0 линий..,
/(-Ajnff&nfmff
ES
26
Фиг.1 // -15 Фие.
Фиг. 5
Вид в w
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для производства кислотоупорного кирпича | 1985 |
|
SU1270004A1 |
| Автоматическая линия для производства керамических изделий | 1986 |
|
SU1369898A1 |
| Установка для многострунной резки и укладки кирпича на сушильные вагонетки | 1984 |
|
SU1186497A1 |
| ЛИНИЯ ДЛЯ ВЫРАБОТКИ ХЛЕБОБУЛОЧНЫХ ИЗДЕЛИЙ НА ЛИСТАХ | 1971 |
|
SU424550A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ФОРМОВКИ И СУШКИ КЕРАМИЧЕСКОГО КИРПИЧА ПЛАСТИЧЕСКОГО ФОРМОВАНИЯ | 2013 |
|
RU2534283C2 |
| Автоматическая линия погрузки кирпича на печные вагонетки | 1983 |
|
SU1159787A1 |
| Устройство Кривовязюка для вырубки заготовок из плоского материала | 1980 |
|
SU946733A1 |
| Линия штамповки деталей из листового материала | 1985 |
|
SU1278082A1 |
| АВТОМАТ ДЛЯ ЗАВЕРТЫВАНИЯ КОНФЕТ «ВПЕРЕКРУТКУ» | 1973 |
|
SU379462A1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ЧЕРЕПИЦЫ | 1994 |
|
RU2078689C1 |
ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА КИРПИЧА ОКОНЧАТЕЛЬНОЙ ФОРМОВКОЙ, содержащая установленные в технологической последовательности ленточный пресс, механизм резки, транспортер, приводную каретку, формовочную машину, переклгщывающий и смазывающий механизмы, отличающаяся тем, что, с целью повышения надежности -- . работы линии и качества выпускаемой продукции, линия снабжена промежуточным транспортером и закрепленным на его конце столиком, причем промежуточный транспортер расположен между транспортером и приводной кареткой, а вдоЛь его продольной оси размещен перекладывающий механизм, при этом на приводной каретке смонтирован механизм зах вата, а перекладывающий механизм кинематически связан с. приводом каретки. 2. Линия ПОН.1, отличающаяся тем, что перекладывающий механизм вьтполнен в виде закрепленной на раме промежуточного транспортера стойки с флажком,рыч&гом и огранкчи- § тельными упорами и платформы, не сущей (/} на себе-посредством параллелограммно--) го механизма пластины с выступаьр, причем платформа размещена в выполненных в раме промежуточного транспортера направляющих,а выступы пластины установлены с возможностью контакта с: упорами стойки.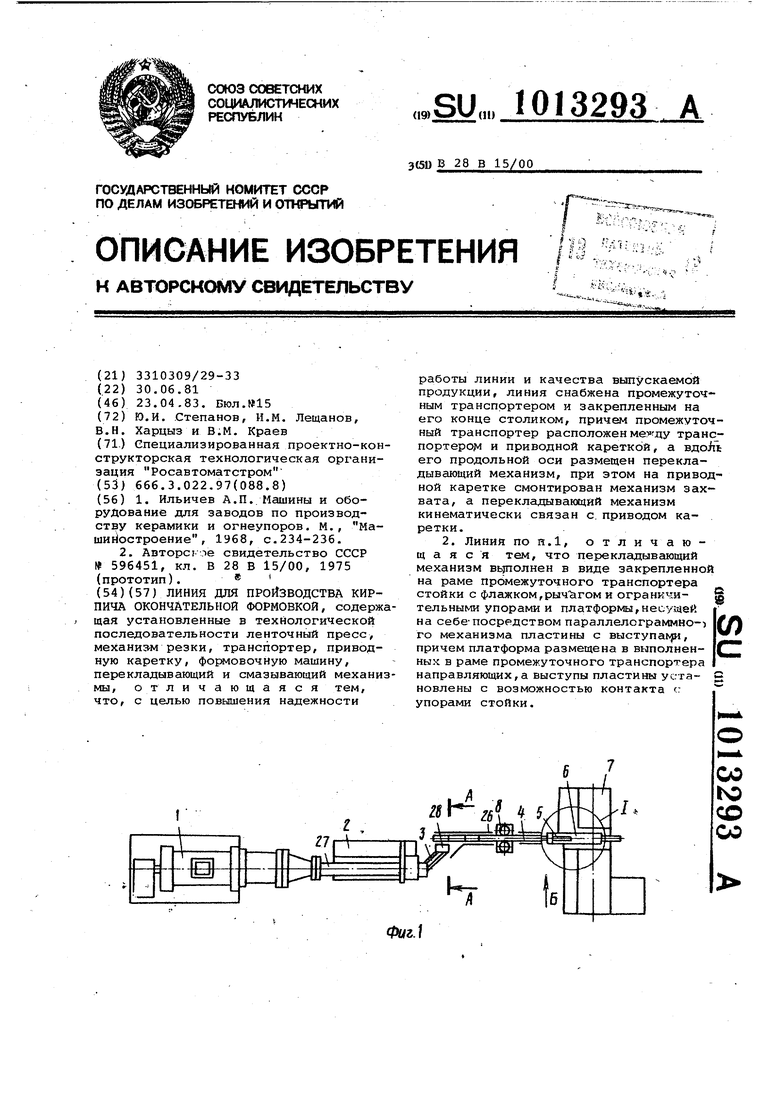
Mi
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Ильичев А.П. | |||
| Машины и оборудование для заводов по производству керамики и огнеупоров, м., Машийостроение, 1968, с.234-236 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
