вычитания, блока 10 задания длины листа, блока 14 задания длины участков листа, переключателя 13, четырех блоков 17-20 умножения,.двух инвенторов 21 и 22, сумматора 23 и их связей позволяет изменять давление жидкости в гидроцилиндрах 1 распора клети таким образом, чтобы усилие гидрораспора в процессе прокатки от переднего конца листа к середине длины листа уменьшалось от максимального за проход значения до минимального, а при прокатке второй половины листа изменялось симметрично изменению на первой половине листа - уве
личивалось ot максимального на середине длины листа до восстановления максимального за проход значения к .заднему концу листа, чем достигается компенсация составляющей упругой деформации клети, обусловленной изменением усилия прокатки, которое при прокатке листа из заготовки, имеющей выпуклый продольный профиль, увеличивается от минимального на переднем конце до максимального на середине длины листа и от максимального на середине длины листа до минимального на заднем конце. 2 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования раствора валков прокатного стана | 1988 |
|
SU1524953A1 |
| Способ адаптивного управления станом холодной прокатки и устройство для его осуществления | 1987 |
|
SU1540883A1 |
| Устройство для регулирования межклетевых натяжений | 1984 |
|
SU1174112A1 |
| Устройство гидрораспора клети | 1981 |
|
SU978964A1 |
| Устройство автоматического регулирования толщины прокатываемой полосы | 1990 |
|
SU1731321A1 |
| Способ управления установкой межклетевого охлаждения полосы в процессе непрерывной горячей прокатки и устройство для его реализации | 1980 |
|
SU1011289A1 |
| Устройство стабилизации натяжения проката на непрерывном стане | 1986 |
|
SU1397110A1 |
| Система автоматического регулирования продольной разнотолщинности полосового проката | 1988 |
|
SU1618477A1 |
| Устройство для измерения толщины проката | 1983 |
|
SU1100021A1 |
| Устройство управления реверсивной клетью кварто | 1981 |
|
SU1024132A1 |
Изобретение относится к прокатному производству и может использоваться при поперечной прокатке холоднокатаных листов с поштучной задачей горячекатаных заготовок, Цель изобретения - улучшение качества прокатываемого листа и увеличение выхода годного за счет повьипения точности его геометрических размеров. Устройство за счет дополнительно введенных датчика 8 скорости прокатки, интегратора 7, трех блоков 9, I5 и 16 деления, двух пороговых элементов I1 и 12, двух блоков 24 и 25 ю О5 о оо
Изобретение относится к обработке металлов давлением, преимущественно к устройствам для регулирования геометрических размеров проката, и может быть использовано на станах с полистной прокаткой.
Цель изобретения - улучшение качества прокатьшаемого листа и увеличение выхода годного за счет повышения точности его геометрически: размеров .
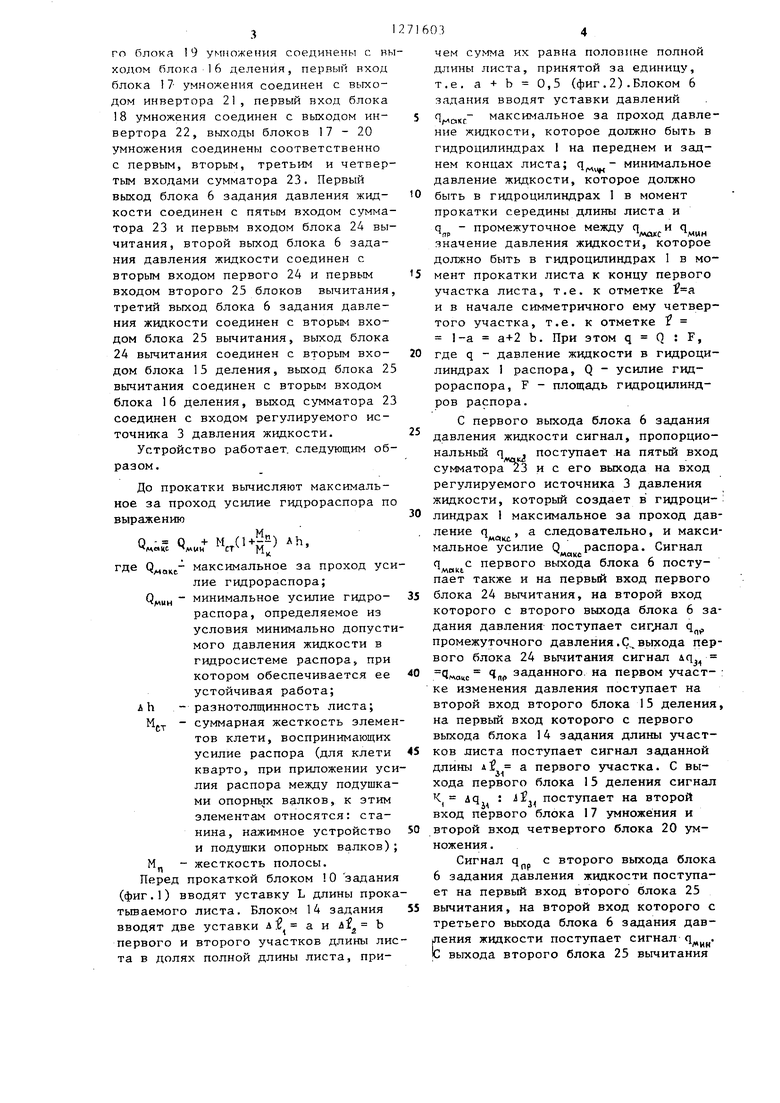
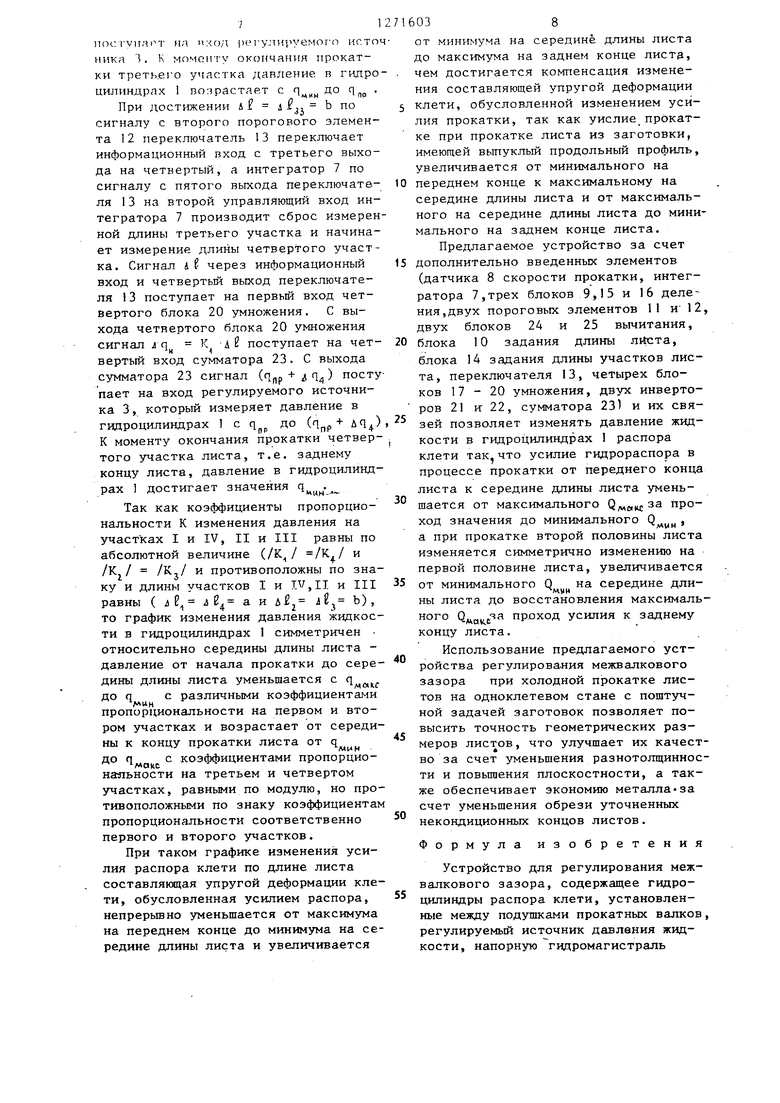
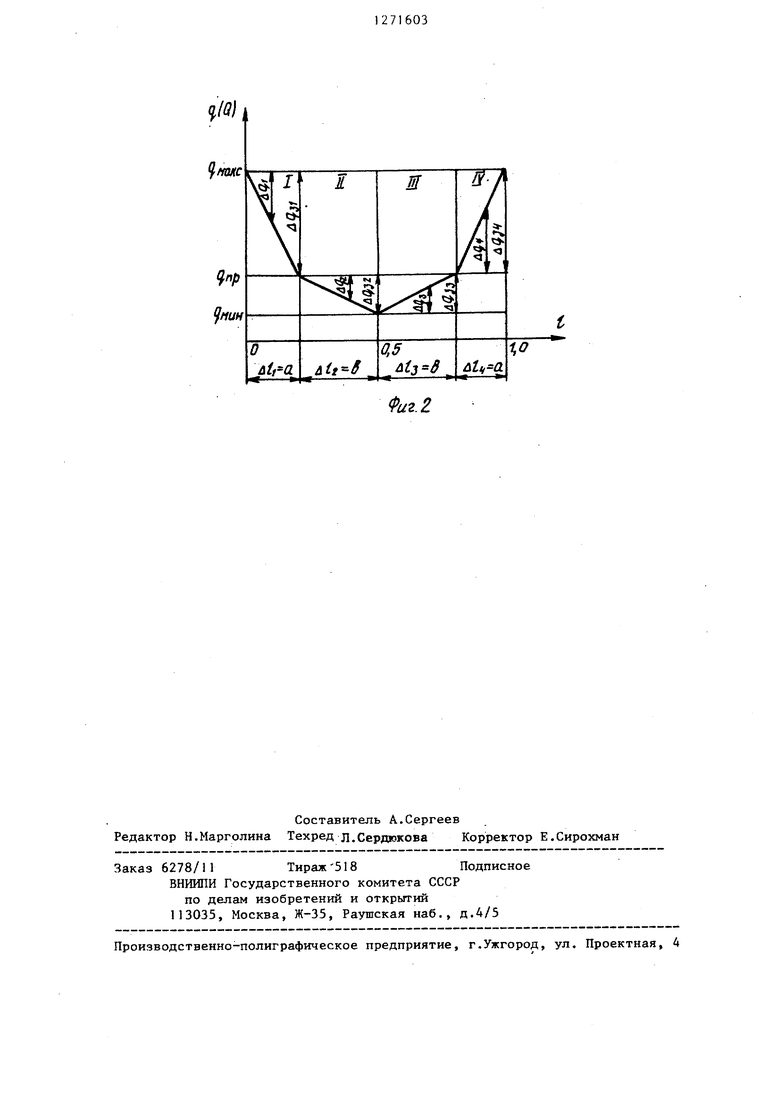
На фиг.1 представлена блок-схема устройства; на фиг.2 - график изменения в процессе прокатки листа усилия гидрораспора в функции длины листа.
Устройство содержит гидроцилиндры 1 распора клети, установленные между подушками 2 прокатных валков, регулируемый источник 3 давления жидкости, напорную гидромагистраль 4, соединяющую регулируемый источник 3 давления жидкости с гидроцилиндрами 1 распора клети, датчик 5 наличия металла в клети, блок 6 задания давления жидкости, интегратор 7, датчик 8 скорости прокатки, блок 9 деления, блок 10 задания длины листа, пороговые элементы 11 и 12, переключатель 13, блок 14 задания длины участков листа, блоки 15 и 16 деления, блоки 17 20 умножения, инверторы 21 и 22, сумматор 23, блоки 24 и 25 вычитания, причем вход интегратора 7 с датчиком 8 скорости прокатки, а
выход - с первым входом блока 9 деления, второй вход которого соединен с выходом блока 10 задания длины листа, выход блока 9 деления соединен с первыми входами пороговых злементов П и 12 и информационным входом переключателя 13, первый выход блока
14задания длины участков листа соединен с вторым входом порогового
элемента 11 и первым входом блока 15 деления, второй выход блока 14 задания длины участков листа соединен со вторым входом второго порогового элемента 12 и первым входом третьего
блока 16 деления, первый управляющий вход переключателя 13 соединен с выходом первого порогового элемента 11, второй управляющий вход переключателя 13 соедшчен с выходом второго порогового элемента 12, первый и второй выходы переключателя 13 соединены с входами первого и второго инверторов 21 и 22, а третий и четвертый выходы переключателя соединены с
первыми входами блоков 19 и 20 умножения, пятый выход переключателя 13 соединен с первым управляющим входом интегратора 7, второй управляющий вход которого соединен с датчиком 5 наличия металла в клети, второй вход первого блока 17 умножения и второй вход четвертого блока 20 умножения соединены с выходом блока
15деления, второй вход второго блока 18 умножения и второй вход третьего блока 19 умножения соединены с вы ходом блока 16 деления, первый вход блока 17 умножения соединен с выходом инвертора 21, первый вход блока 18 умножения соединен с выходом инвертора 22, выходы блоков 17-20 умножения соединены соответственно с первым, вторым, третьим и четвертым входами сумматора 23. Первый выход блока 6 задания давления жидкости соединен с пятым входом сумматора 23 и первым входом блока 24 вычитания, второй выход блока 6 задания давления жидкости соединен с вторым входом первого 24 и первым входом второго 25 блоков вычитания третий выход блока 6 задания давления жидкости соединен с вторым входом блока 25 вычитания, выход блока 24 вычитания соединен с вторым входом блока 15 деления, выход блока 25 вычитания соединен с вторым входом блока 16 деления, выход сумматора 23 соединен с входом регулируемого источника 3 давления жидкости. Устройство работает, следующим образом. До прокатки вычисляют максимальное за проход усилие гидрораспора по выражению Q««iE QM.« ) где максимальное за проход уси лие гидрораспора; QMUH минимальное усилие гидрораспора, определяемое из условия минимально допусти мого давления жидкости в гидросистеме распора, при котором обеспечивается ее устойчивая работа; Ah - разнотолщинность листа; Mg - суммарная жесткость элемен тов клети, воспринимающих усилие распора (для клети кварто, при приложении уси лия распора между подушками опорных валков, к этим элементам относятся; станина, нажимное устройство и подушки опорных валков) М - жесткость полосы. Перед прокаткой блоком 0 задания (фиг.1) вводят уставку L длины прока тьшаемого листа. Блоком 14 задания вводят две уставки д it а и Л1 b первого и второго участков длины лис та в долях полной длины листа, причем сумма их равна половине полной длины листа, принятой за единицу, т.е. а + b 0,5 (фиг.2).Блоком 6 задания вводят уставки давлений максимальное за проход давление жидкости, которое должно быть в гидроцилиндрах I на переднем и заднем концах листа; - минимальное давление жидкости, которое должно быть в гидроцилиндрах 1 в момент прокатки середины длины листа и q - промежуточное между q и q ПР ЛЛОНС ММН значение давления жидкости, которое должно быть в гидроцилиндрах 1 в момент прокатки листа к концу первого участка листа, т.е. к отметке а и в начале симметричного ему четвертого участка, т.е. к отметке S 1-а а+2 Ь. При этом q Q : F, где q - давление жидкости в гидроцилиндрах I распора, Q - усилие гидрораспора, F - площадь гидроцилиндров распора. С первого выхода блока 6 задания давления жидкости сигнал, пропорциональный q , поступает на пятый вход сумматора /3 и с его выхода на вход регулируемого источника 3 давления жидкости, который создает в гидроци- линдрах 1 максимальное за проход давление q , а следовательно, и максимальное усилие Q распора. Сигнал q с первого выхода блока 6 поступает также и на первый вход первого блока 24 вычитания, на второй вход которого с второго выхода блока 6 задания давления поступает q промежуточного давления.С выхода первого блока 24 вычитания сигнал iq, QNMJM Чпо заданного, на первом участ- : ке изменения давления поступает на второй вход второго блока 15 деления, на первый вход которого с первого выхода блока 14 задания длины участков листа поступает сигнал заданной длины А а первого участка. С выхода первого блока 15 деления сигнал К Aq : jJj поступает на второй вход первого блока 17 умножения и второй вход четвертого блока 20 умножения . Сигнал q с второго выхода блока 6 задания давления жидкости поступает на первый вход второго блока 25 вычитания, на второй вход которого с третьего выхода блока 6 задания давления жидкости поступает сигнал q . С выхода второго блока 25 вычитания сшнал д( f , Ч поступает на 32 П г М Д И второй нход третьего блока 16 деления , на первый вход которого с второ го выхода блока 14 задания длины участков листа поступает сигнал дГ Ь. С выхода второго блока 16 де ления сигнал К, Qjp 32 поступает на второй вход второго блока I8 умножения и второй вход третьего блока 19 умножения. Сигналы К и К определяют заданнуто скорость изменения давления жидкости q по длине листа f. В момент захвата металла валками с датчика 5 наличия металла в клети на первый управляющий вход интеграто ра 7 поступает сигнал о начале прокатки листа. На информационный вход интегратора 7 с выхода датчика 8 ско рости поступает сигнал V, пропорциональный скорости прокатки. При поступлении сигнала от датчика 5 на пер вый управляющий вход интегратора 7 на выходе интегратора 7 напряжение линейно, пропорционально скорости прокатки, возрастает во времени. Этот сигнал f J Vdt пропорционален текущему значению длины прокатан ной части листа. С выхода интегратора 7 сигнал & t поступает на первый вход первого бло ка 9 деления, на второй вход которо го с выхода блока IО задания длины листа поступает сигнал Ь,пропорциональный заданной полной длиме листа С выхода блока 9 сигнал 2 if:L пропорциональный длине части прокатанного листа,выраженной в долях полной длины листа, поступает на информационный вход переключателя 13 и через замкнутую цепь информационный вход - первый выход переклю чателя 13 и через инвертор 21 посту пает на первый вход первого блока 17 умножения. С выхода первого блока 17 умножения сигнал лп К (-иИ 4 поступает на первый вход сумматора 23, С выхода сумматора 23 сигнал ( ) поступает на вход регулируемого источника 3 давления жщдкос ти. Поскольку до начала прокатки установлено -давление q , то с момен та входа листа в клеть по мере роста прокатанной длины л i части листа дав ление жидкости со значения q линeй но уменьшается с коэффициентом пропорциональности - К. 36 В момент, когда текущее значение части длины листа -if равно заданной длине 4р первого участка листа, т.е. когда пропорциональные сигналы, поступившие на первый и второй входы первого порогового элемента, равны f - SS с выхода первого порогового элемента 11 на первый управляющий вход переключателя 13 поступает сигнал и переключатель 13 производит переключение своего информационного входа с первого выхода на второй выход и одновременно с пятого выхода переключателя 13 на второй управляющий вход интегратора 7 поступает сигнал на стирание информации об измеренной длине. Прокатан первьй участок листа длиной j - а, давление жидкости q в гидроцилиндрах 1 снижено с q до п хаис ПР в процессе прокатки второго участка листа сигнал df текзтцего значения длины поступает с выхода блока 9 на информационный вход переключателя 1 3 и затем с второго его выхода через инвертор 22 на первый вход второго блока 18 умножения. С выхода второго блока 18 умножения сигнал q К,(-л) поступает на второй вход сумматора 23, с выхода которого сигнал (1,р j Ч, ) поступает на вход регулируемого источника 3 давления жидкости и давление в гидроцилиндрах 1 со значения q по мере роста Л f линейно уменьшается с коэффициентом пропорциональностИ - К . К концу второго участка, когда б 1 4 Ь, давление равно q л .1) , При достижении Ai: й1 b по сигналу, поступившему с выхода второго порогового элемента 12 на второй управляющий вход переключателя 13, последний производит переключение своего информационного, входа с второго выхода на третий выход и одновременно по сигналу с пятого выхода переключателя 13 интегратор 7 прекращает измерение длины второго участка и начинает измерение длины третьего участка. Сигнал А в процессе прокатки третьего участка листа поступает с третьего выхода переключателя 13 на первый вход третьего блока I9 умноже„„я с выхода третьего блока 19. умножения сигнсш iq, поступает на третий вход сумматора 23. С выхода сумматора 23 сигнал
not; Iviiai-T иа ход i.гулнруемогчт истоника 1. К мпмоиту окончашгя прокатки третьего участка давление п гидро цилиндрах 1 возрастает с ДО Пир
При достижении А i S, b по сигналу с второго порогового элемента 12 переключатель 13 переключает информационный вход с третьего выхода на четвертый, а интегратор 7 по сигналу с пятого выхода переключателя 13 на второй управляющий вход интегратора 7 производит сброс измеренной длины третьего участка и начинает измерение длины четвертого участка. Сигнал i через информационный вход и четвертый выход переключателя 3 поступает на первый вход четвертого блока 20 умножения. С выхода четвертого блока 20 умножения сигнал jq К -ДЙ поступает на четвертый вход сумматора 23. С выхода сумматора 23 сигнал ( + q ) поступает на вход регулируемого источника 3, который измеряет давление в гидроцилиндрах с q до ( + Aq) К моменту окончания прокатки четвертого участка листа, т.е. заднему концу листа, давление в гидроцилиндрах 1 достигает значения q .
WH- Так как коэффициенты пропорциональности К изменения давления на участках I и IV, II и III равны по абсолютной величине ( /К / и /Kj / /К./ и противоположны по знаку и длины участков I и IV,Ц и III равны ( л Е 2 а и Л, то график изменения давления жидкости в гидроцилиндрах 1 симметричен относительно середины длины листа давление от начала прокатки до середины длины листа уменьшается с q до q с различными коэффициентами пропорциональности на первом и втором участках и возрастает от середины к концу прокатки листа от q
MlAH
до q с коэффициентами пропорциоЛ О КС
наяьности на третьем и четвертом участках, равными по модулю, но противоположными по знаку коэффициентам пропорциональности соответственно первого и второго участков.
При таком графике изменения усилия распора клети по длине листа составляющая упругой деформации клети, обусловленная усилием распора, непрерьшно уменьшается от максимума на переднем конце до минимума на середине длины листа и увеличивается
от минимума на середине длины листа до максимума на заднем конце листэ, чем достигается компенсация изменения составляющей упругой деформации клети, обусловленной изменением усилия прокатки, так как уислие прОкатке при прокатке листа из заготовки, имеющей вьтуклый продольный профиль, увеличивается от минимального на переднем конце к максимальному на середине длины листа и от максимального на середине длины листа до минимального на заднем конце листа.
Предлагаемое устройство за счет дополнительно введенных элементов (датчика 8 скорости прокатки, интегратора 7,трех блоков 9,15 и 16 деления,двух пороговых элементов 11 и 12 двух блоков 24 и 25 вычитания, блока 10 задания длины листа, блока 14 задания длины участков листа, переключателя 13, четырех блоков 17-20 умножения, двух инверторов 21 и 22, сумматора 23) и их связей позволяет изменять давление жидкости в гидроцилиндрах 1 распора клети так,что усилие гидрораспора в процессе прокатки от переднего конца листа к середине длины листа уменьщается от максимального Q,e,w: за проход значения до минимального Q , а при прокатке второй половины листа изменяется симметрично изменению на первой половине листа, увеличивается от минимального Q на середине длины листа до восстановления максимального проход усилия к заднему концу листа.
Использование предлагаемого устройства регулирования межвалкового зазора при холодной прокатке листов на одноклетевом стане с поштучной задачей заготовок позволяет повысить точность геометрических размеров листов, что улучшает их качество за счет уменьшения разнотолщинности и повьппения плоскостности, а также обеспечивает экономию металла«за счет уменьшения обрези уточненных некондиционных концов листов.
Формула изобретения
Устройство для регулирования межвалкового зазора, содержащее гидроцилиндры распора клети, установленные между подушками прокатных валков регулируемый источник давления жидкости, напорную гидромагистраль соединяющую регулируемый источник давления жидкости с гидроцилкндрами распора клети, датчик наличия металла в клети, блок задания давления жидкости, отличающееся тем, что, с целью улучшения качества проЛатьшаемого листа и увеличения выхода годного за счет повышения точ ности его геометрических размеров, оно снабжено датчиком скорости прокатки, интегратором, тремя блоками деления, двумя пороговыми элементами двумя блоками вычитания, блоком задания длины листа, блоком задания длины участков листа, переключателем четырьмя блоками умножения, двумя
инверторами и сумматором, причем вход интегратора соединен с датчиком скорости прокатки, выход интегратора соединен с первым входом первого блока деления, второй вход которого соединен с выходом блока задания длины листа, выход первого блока деления соединен с первым входом первого порогового элемента, первым входом второго порогового злемента и информационным входом переключателя, первый выход блока задания длины участков листа соединен с вторым входом первого порогового элемента и первым входом второго блока деления, второй выход блока задания длины участков листа соединен с вторым входом второго порогового злемента и первым входом третьего блока деления, первый управляющий вход переключателя соединен с выходом первого порогового элемента, второй управляющий вход переключателя соединен с выходом второго порогового элемента, первый
дом третьего блока деления, первый вход первого блока умножения соединен с выходом первого инвертора, первый вход второго блока умножения соединен с выходом второго инвертора выходы блоков умножения соединены соответственно с первым, вторым, третьим и четвертым входами сумматора, первый выход блока задания давления жидкости соединен с пятым входом сумматора и первым входом блока вычитания, второй выход блока задания давления жидкости соединен с вторым входом первого и первым входом второго блоков вычитания,третий вьпсод блока задания давления жидкости соединен с вторым входом второго блока вьмитания, выход первого и выход второго блоков вычитания соединены соответственно с вторым входом второго блока деления и вторым входом третьего блока деления, выход сумматора соединен с входом регулируемого источника давления жидкости и второй выходы переключателя соединены с входами первого и второго инверторов, а третий и четвертый выходы переключателя соединены с первыми входами третьего и четвертого блоков умножения 5 пятый выход переключателя соединен с первым управляющим входом интегратора, второй управляющий вход которого соединен с датчиком наличия металла в клети, второй вход первого блока умножения и второй вход четвертого блока умножения соединены с выходом второго блока деления, второй вход второго блока умножения и второй вход третьего блока умножения соединены с вьгхоФиг. 2.
| Меерович И.М.,Герцев А.И., Горелик B.C | |||
| и др | |||
| Повьшение точности листового проката | |||
| Приспособление к тростильной машине для прекращения намотки шпули | 1923 |
|
SU202A1 |
| Приспособление к индикатору для определения момента вспышки в двигателях | 1925 |
|
SU1969A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
