Изобретение относится к системам автоматического регулирования толщины полосового проката при холодной и горячей прокатке на станах кпарто.
Пель изобретения - повышение точности регулирования продольной разнотолщинности полосового проката.
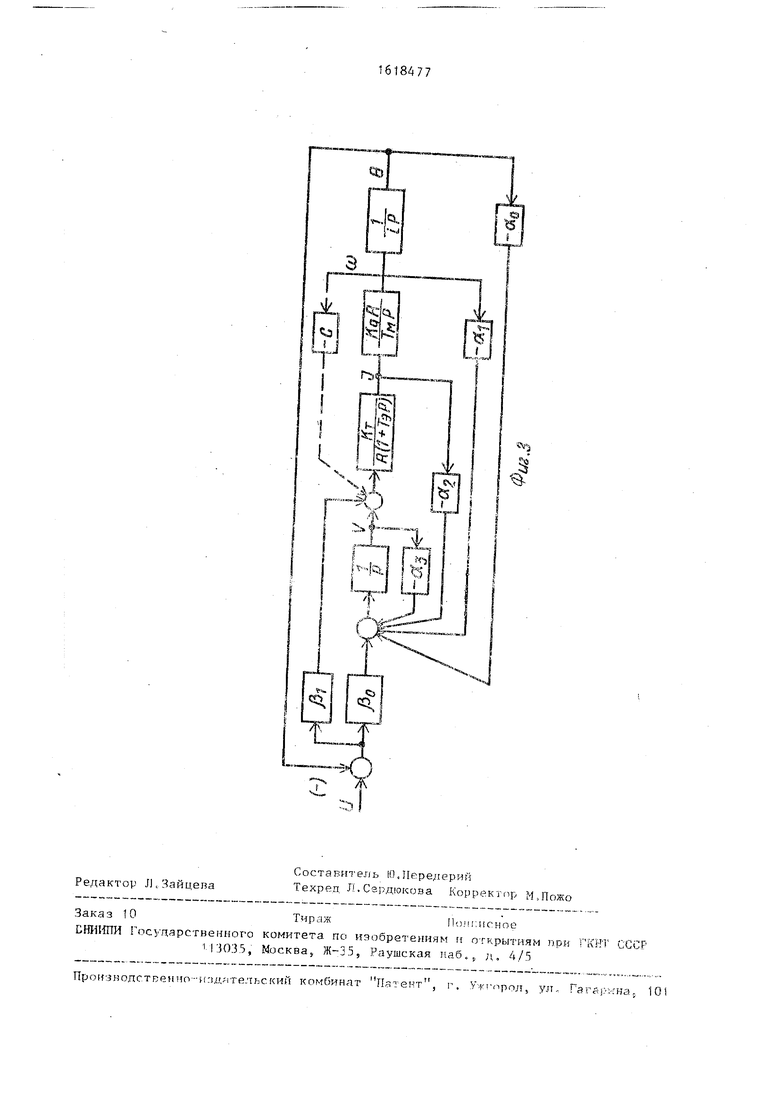
На фиг. 1 представлена блок-схема системы автоматического регулирования продольной разнотолшинности полосового проката ; на фиг. 2 - алгоритмическая схема дпухканальной системы с единичными обратными связями; на фиг. 3 - структурная схема оптимального регулятора.
Система автоматического регулирования продольной разнотолщинности проката (фиг. 1) содержит.гидроии- линдри 1 предварительного напряжения клети в подушках рабочих валков, рабочие полости которых гидравлически соединены с входом первого датчика 2 давления, гидроцилиндры 3 распора опорных валков в подушках опорных валков, рабочие полости которых гидравлически соединены с входом второго
датчика - давления и пыходо-м пвухкас- кадного сервочолотника 5, датчик 6 положения золотника, первый гумм.ггор 7, первый вход которого cot .чинов с выходом первого датчика 2 лагчеция, а выход через усилитель 8 - с входами электропривода 9 нажимных ннгтон и датчика 10 тока, датчики 11 и 12 положения и скорости нажимных шип or-, второй, третий и четвертый сумматоры 13-15, первый, второй и третий интеграторы 16-18, причем выход первого интегратора 16 соединен с шормм входом первого сумматора 7 и норным входом второго сумматора 13, вых д которого соединен с входом норного интегратора 16, а второй, третий, четвертый, пятый и шестой вхочы - с выходами датчиков 10-12 тока, положения нажимных винтов и скорости нажимных винтов,соответственно первого датчика 2 давления и второго датчика 4 давления, выходы первого и .второго датчиков 2 и 4 давления соединены, кроме того, соответственно с первыми и вторыми входами третьего и чгтчо;
ив
СО
&
00
vJ Л
того сумматоров 14 и 15, третий, четвертый и пятый входы третьего сумматора соединены соответственно с выходами датчика 6 положения золотника, третьего интегратора 18 и второго интегратора 17, выход второго интегратора 17, кроме того, соединен с третьим входом четвертого сумматора 15, выход которого соединен с входом третьего интегратора 18,
Система работает следующим образом.
Во время настройки системы на заданную толщину полосы система отключена. -При этом гидроцилиндры 1 подключены к насосной магистрали с постоянным давлением, а на выходе первого датчика 2 давления, устанавливают нулевой сигнал. С помощью электропривода 9 нажимных винтов устанавливают требуемое начальное положение рабочих валков. После начала прокатки и установления с помощью электропривода I нажимных винтов заданной толщины полосы гидроцилиндры 1 отключаются от насосной станции с помощью запорного клапана и система управления включается в работу.
При изменении толщины полосы, например, в сторону уменьшения, изменяется положение, опор рабочих валков и, следовательно, за счет эффекта гидравлической пружины изменяется давление в замкнутой гидросистеме локального предварительного напряжения клети в сторону увеличения по сравнению с исходным давлением. Это изменение давления измеряется с помощью датчика 2 давления.
Напряжение, пропорциональное изменению толщины подката, с датчика 2 давления, одновременно подается на входы первого и второго сумматоров 7 и 13 канала электропривода нажимных винтов и на входы третьего и четвертого сумматоров 14 и 15 ка- напа гидрораспора опорных валков. Более быстродействующий канал гидрораспора опорных валков отрабатывает разнотолщинность полосы, тем самым уменьшая напряжение на выходе датчик 2 давления. В то же время напряжения на выходе датчика 4 давления возрас- тает за счет повышения давления в канале гидрораспора опорных валков. Напряжение, снимаемое с выхода дат- ,чика 4, подае тся на входи первого и второго сумматоров 7 и 13 канала
0
электропривода нажимных винтов. Полученные сигналы на первом и втором -сумматорах 7 и 13 обеспечивают автономную отработку оазнотолщинности с помощью нажимных винтов до тех пор, пока напряжение на выходах датчиков 2 и 4 не примет прежних значений. Нажимные винты займут новое положеQ ние, а давление в гидросистемах каналов гидрораспора опорных валков и гидравлического предварительного напряжения клети примет прежнее значение, будут разгружены от мощной ста5 тической нагрузки и, следовательно, будут готовы к быстрому парированию возмущений от подката.
Рассмотрим реализацию оптимальных операторов двухканальной системы при случайных входных сигналах. Так как первый основной силовой канал электропривода нажимных винтов в двухканальной системе работает автономно, т.е. независимо от второго точного
5 канала гидрораспора опорных валков, то вначале может быть определен его оптимальный оператор, при.котором дисперсия продольной разнотолщинности одноканальной САРТ с каналом электропривода нажимных винтов будет минимальной, а затем необходимо синтезировать оптимальный оператор второго точного канала гидрораспора опорных валков, при котором дисперсия продольной разнотолщинности двухканальной системы будут минимальной.
При синтезе оптимального оператора г.( (р) (фиг. 2) первого канала необходимо учитывать модель оператора объекта управления гф,(р) первого канала и ограничения на управляющее воздействие U((t) первого канала. Выходная разнотолщинность S(t) в одноканальной системе может быть представлена в виде суммы эквивалентного возмущающего воздействия ), равного продольной разнотолщинности проката при отключенной системе, и изменения выходной разнотолщинности за счет работы первого канала
S(t) Sft(t) + S((t). . Выходная разнотолщинность измеряется с помощью канала гидравлического локального предварительного напряжения клети с некоторой ошибкой
5 f(t), обусловленной погрешностями измерителя давления рабочего тела, а также износом шеек и эксцентриситетом рабочих валков.
0
5
0
5
0
516184
Для линеаризованной модели задаюее воздействие ) равно нулю (продольная разнотолщинность должна быть равной нулю).
Выбирают оптимальный оператор егулятора первого канала г(р), преобразующий входное воздействие S((t)+ Sb(t) + S(t) E управляющее U|(t) для бъекта управления r0t(p) первого g анала
,i(t) г(р)Ј((О + S4(t) + f(t), аким образом, чтобы критерий каества
I, н- )5 ринимал минимальное значение, где Mj- весовой множитель.
Представив оператор объекта управения в виде отношения полиномов
r0(p) BI(P)/AI(P)J20 олучают следующее уравнение:
Ai(p)S(t) U|(t) + B(p)U|(t), де Ut(t) Aj(p)SB(t) - эквивалентное возмущающее воздействие.
Так как приводной электродвигатель 25 нажимных-винтов управляется по цепи якоря двигателя постоянного тока независимого возбуждения, то, пренебрегая малой постоянной времени оптимн- зируемого контура тока в относитель- Q ных единицах, имеют
А4(р) .р2; B( (р) 1,
что соответствует ограничению ускорения нажимных виптпв или, в первом приближении, ограничению тока якоря двигателя.
Формируют некоррелированные между собой случайные сигналы возмущающего воздействия продольной разнотолщин- ности Se(t) и помехи измерения f(t) от источников типа белого шума единичной интенсивности с помощью формирующих фильтров Vj,(t) и Vp(p). В спектре продольной разнотолщинности присутствуют достаточно высокие частоты, однако учитывая, что первый основной канал электропривода нажимных винтов является сравнительно узкополосным инерционным каналом при его синтезе , оператор формирующего фильтра в первом приближении может быть принят в виде
VP () (
Измеритель толщины является достаточ- 55 но широкополосным по сравнению со спектром продольной разнотолщинности. В этом случае, выполняя все необходимые действия, получают следующий
45
50
776
оптимальныйоператор парного канала
в замкнутомсостоянии:
W4(p)
+ b
И + Cjp +
g
5
0
5 Q
5
0
При реализации полученного оптимального оператора модель приводного электродвигателя нажимных БИНТОВ от входа системы импульсно-фазового управления тиристорного преобразователя до выхода - положение нажимных винтов или с учетом коэффициента передачи прокатной клети до выхода продольной разнотолщинности S(t) без учета достаточно малой постоянной времени, определяемой среднестатическим временем запаздывания тиристорного преобразователя, принимают в виде оператора третьего порядка, а регуля- тор - интегрирующий усилитель (фиг.З). Для размещения четырех корней харак- теристического уравнения в заданные точки комплексной плоскости необходимо на вход системы подать четыре переменные состояния с некоторыми коэффициентами усиления. Технически в системе наиболее просто измерить положение нлжимных винтов & , скорость вращения приводного электродвигателя W, ток якорной цепи I, а также выходное напряжение операционного усилителя V, которые и принимают в качестве переменных состояния.
В системе необходимо разместить в заданные точки четыре полюса и один нуль. Для того, чтобы избежать дифференцирования сигнала ошибки системы, крайне нежелательного при наличии помех измерения подадим сигнал с выхода системы на вход тиристорного .преобразователя с некоторым коэффициентом усиления pj , минуя интегрирующий усилитель регулятора. Приравняв соотвотстлуюшие коэффициенты желаемого оптимального и реализуемого операторов, получают некоторую искомую систему уравнений,решение которой представлено Б виде рекуррентных соотношений:
pt ЬЛмТз/KjKr, (С5ТЭ - О/Тэ, (CCRT9 - ef3R)/Rr, Л (СДмТэ - ptK,jKT)/iKjKT, Ро (boiT - (5()/KqKT, ь(0 (С0;ТМТЭ - f oK3Kt - рмо 4КчКт/КдКт .
Следует иметь в виду, что фактически в системе имеется усилитель измерителя толщины Kg, а также соот
716 ветствующими коэффициентами передачи обладают датчики положения К, скорости К и точка Kg, поэтому фактически в регуляторе требуется реализовать коэффициенты усиления ,
Pi- ./ PJ- Ј /KS , (/о/Ко,
(/ «S z/K3
Если при реализации оптимальных регуляторов -необходимо учесть влияние противо ЭДС приводного электродвигателя (показано пунктиром на фиг. 3)5 то в этом случае изменяют- ся лишь коэффициенты
- (С,ТМТЭ1 - fbjKtKq - CtfjKTK4i/
/Как,-,
6tЈ (C TMT9R - ekTwR - CKTKqR)/KTTM
Аналогично может быть синтезирован канал гидрораспора опорных валков. В этом случае модель электрогидравлического привода от входа двухканального сервозолотника до давления рабочего тела пропорциональног изменению принимается в виде:
т
VP) ()
Оператор формирующего фильтра продольной разнотолщинкоети. оставшейся после работы первого канала электропривода нажимных винтов, принимается, в виде
VB (Р)
..
&/а-;-|Ь
Р.
з.
РГ+
vn
-- l2Da
находятся из выражения экспоненциально-косинусной корреляционной функции R(t) De соз|Ь1ц аппроксимирующей, экспериментальную корреляционную функцию продольной разнотолщинности проката при одноканальной САРТ с электроприводом нажимных винтов.
Для реализации оптимального регулятора второго канала введены два интегратора 17 и 18 (фиг. 1). В качестве переменных состояний использовались давление рабочего тела в гид- роцилиндрах канала гидрораспора опорных валков, измеряемого датчика 4, положение золотника, измеряемого датчиком б, и выходные напряжения интеграторов 17 и 18.
Таким образом, в системе реализованы оптимальные операторы каналов,
0
84
5
0
5
0
5
40
45
50
778 что позволяет существенно уменьшить дисперсию продольной разнотолщинности,
Формула изобретения
Система автоматического регулирования продольной разнотолщкнности полосового проката, содержащая роцкляндры предварительного напряжения клети в полушках рабочих валков, рабочие полости которых гидравлически соединены с входом первого датчика давления, гидроцилиндры распора опорных валков в подушках опорных валков, рабочие полости которых гидравлически соединены с входом второго датчика давления и выходом двухкаскадного еервозолотника, датчик положения золотника, первый сумматор, первый вход которого соединен с выходом первого датчика давления, а выход - через усилитель с входами электропривода нажимных винтов и датчика тока, датчики положения и скорости нажимных винтов, отличающаяся тем, что, с целыл повышения точности регулирования продольной разнотолщикности полосового проката, она снабжена вторым,, третьим и четвертым сумматорами, первым-., вторым и третьим интеграторами, причем выход первого интегратора соединен с вторым входом первого сумматора и первым входом второго сумматора, выход которого соединен с входом первого интегратора,, а второй, третий, четвертый, пятый и шестой входы - соответственно с выходами датчиков тока, положения нажимных винтов и скорости нажимных винтов, первого датчика давления и второго датчика давления, выходы первого и второго датчиков давления соединены, кроме того, соответственно с первыми и вторыми входами третьего и четвертого сумматоров, третий, четвертый и пятый входы третьего сумматора соединены соответственно с выходами датчика положения золотника, третьего интегратора и второго интегратора, . выход второго интегратора,.кроме того, соединен с третьим входом четвертого сумматора, выход которого соединен с входом третьего интегратора.
ФигЛ

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического регулирования толщины полосы на прокатном стане | 1989 |
|
SU1667972A1 |
| Система регулирования толщины и профиля полосы | 1982 |
|
SU1057136A1 |
| Система автоматического регулирования продольной разнотолщинности полосового проката | 1977 |
|
SU737044A1 |
| Система автоматического регулирования толщины полосы непрерывного стана горячей прокатки | 1977 |
|
SU733753A1 |
| Устройство для измерения толщины проката | 1983 |
|
SU1100021A1 |
| Устройство автоматического регулирования толщины прокатываемой полосы | 1990 |
|
SU1731321A1 |
| Устройство для регулирования межвалкового зазора прокатной клети | 1990 |
|
SU1704873A1 |
| Устройство для автоматического регулирования толщины полосы на стане холодной прокатки | 1989 |
|
SU1678478A1 |
| Устройство для регулирования межвалкового зазора | 1985 |
|
SU1271603A1 |
| Система совместного регулирования толщины и профиля полосы в клети непрерывного прокатного стана | 1981 |
|
SU980891A1 |

Изобретение относится к системам автоматического регулирования толщины полосового проката при холодной и горячей прокатке на станах кв.-эрто. Цель изобретения - повышение точности регулирования продольной разното.п- шлнности полосового проката. Л.пя з того используются оптимальные настройки регуляторов каналов регулирование, позволяющие минимизировать дисперсию разнотолщинности проката при учете4 ограничении на управления. ил.
С-) ;
О.
-У
в
I
«v
Sf
| Система автоматического регулирования продольной разнотолщинности полосового проката | 1977 |
|
SU737044A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
