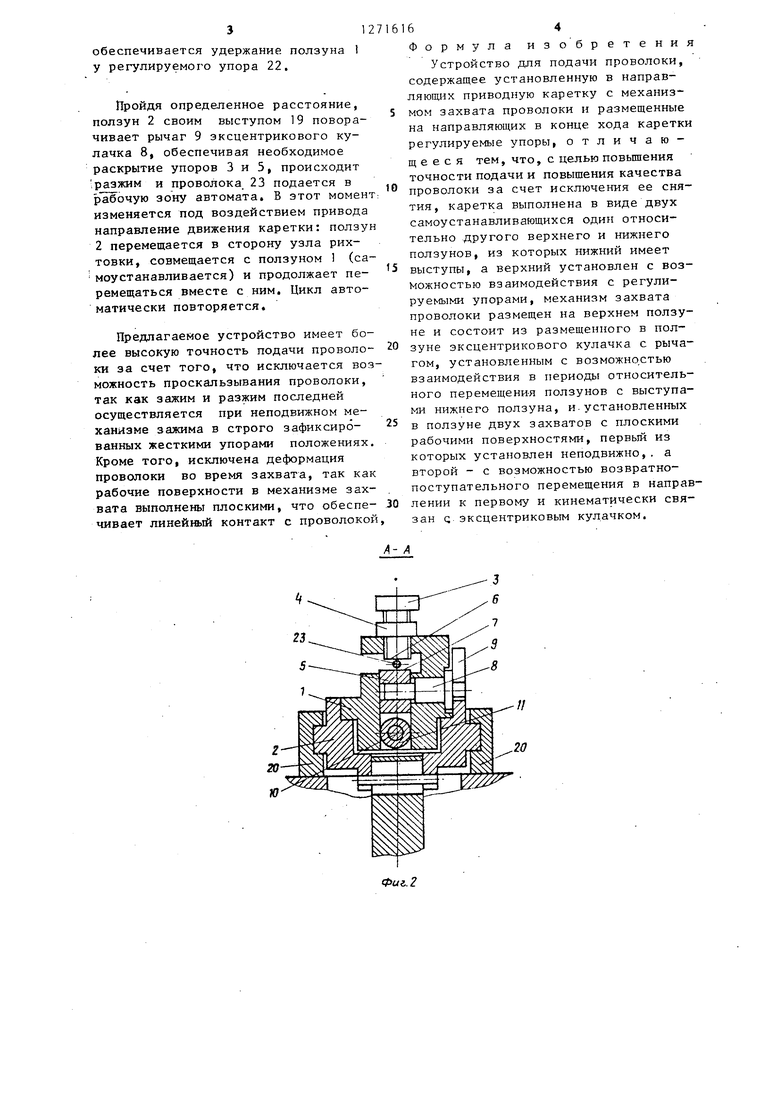
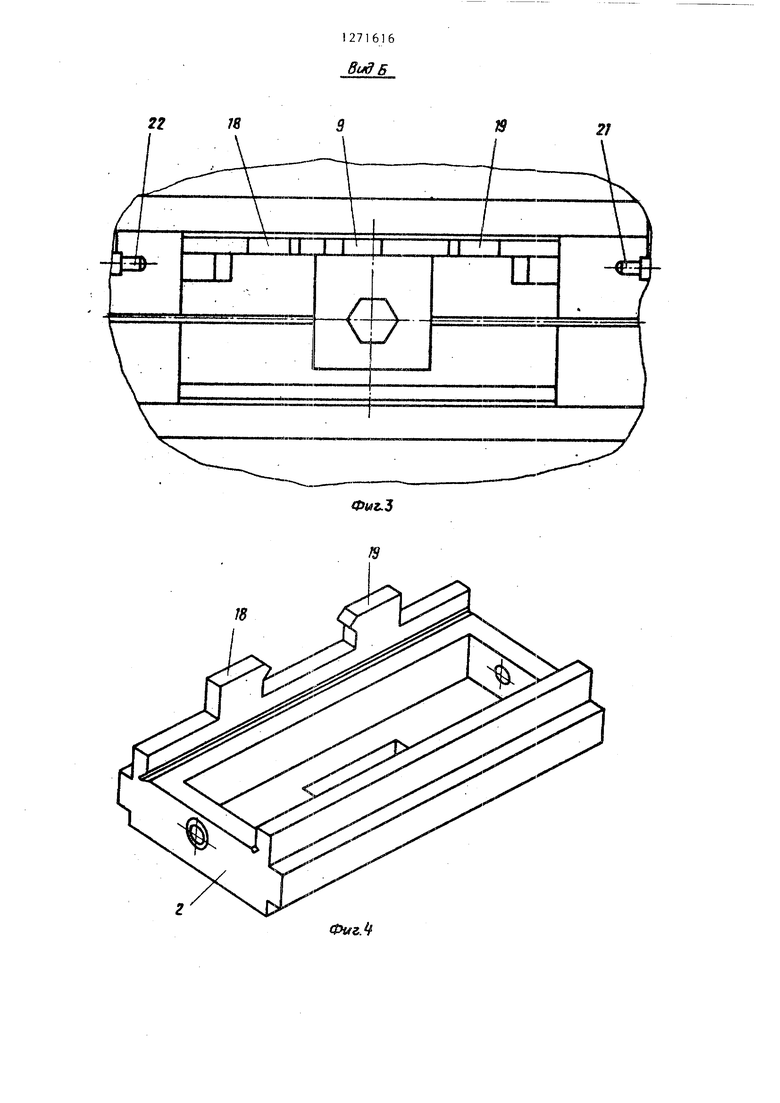
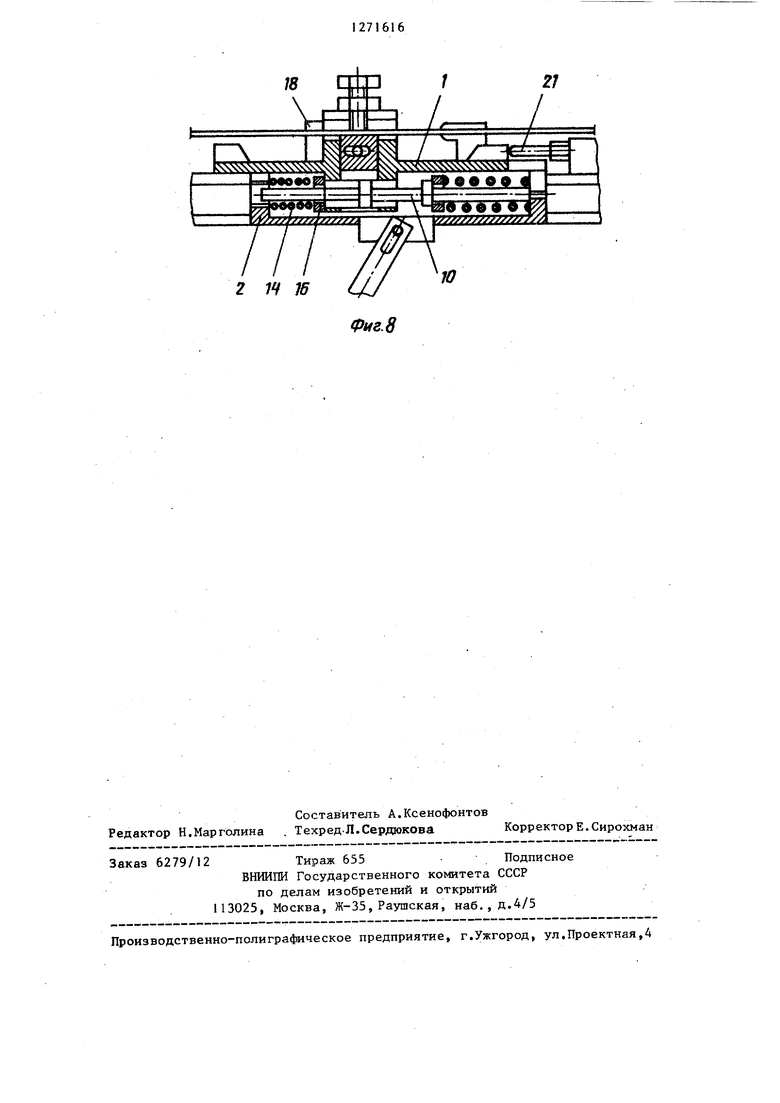
I1 Изобр-ётение относится к обработке деталей из проволоки и быть использовано для точной подачи прово локи в рабочую зону автоматов для производства изделий типа а тырьковых лепестков печатных плат, шпилек и арматуры для пластмассовьж деталей. Цель изобретения поЕ:ышени1е точности и исключение деформации проволоки, На фиГе nojcasaHo устройство5 продольный разрез; на фиг.,2 -- то же сечение А-А на фигЛ на фигоЗ то же, вид Б на на фиг.4 ползун 2; на фиг,5 - эксцентриковый кулачок 8; на фиг,6 - 8 - кинематические .схемы устройстваS поясняющие его .работу. Устройство для подачи проволоки содержит каретку, выполненную в виде двух самоустанавливающихся друг от нр сительно друга ползунов 1 и 2. На ползуне 1 размещен механизм захвата проволоки в виде двзх упоров; упора 3, зафиксированного гайкой 4, и упора 5 с плоскими поверхностями 6 и 7 зажимаt причем упор 5 выполнен с возможностью возвратно-поступатель ного перемещения относитегльно упора В пазу упора 5 размещена шейка эксцентрикового кулачка 8,, которьй установлен в ползуне i и имеет рычаг 9 Ползун 1 .установлен в прямоугольных направляющих ползуна 2 Б отверстиях ползуна 2 вставлена и зас1риксирована штанга 10, которая имеет два буртика И и I2j причем расстояние мегаду пос ледними соответствует длине ныступа 13 ползуна 1. На штанге 10 с двух сторон размещены цйпиндрическне, пру.жины сжатия 14 и 15, которые., будучи предварительно сжатыми, удер ;швают шайбы 16 и 17 прижатыми к буртикам II и 12 штанги 10, Шайбы 16 и 17 выполнены с возможностью возвратно-поступательного перемещения по штанге 10. Ползун 2 выполнен в виде скобы, которая имеет два выступа 18 и 1 расположенных симметрично относител но центра симметрии, а ползун 2 расположен в прямоугольных напра) . 20, на которых закреплен) также ре гулируемые конечные упоры и 22 „ Ползун 2 кинематически связан с приводом подачи. Устройство для подачи проволоки ;работает следующим образом. б- 2 Под действием привода подачи каретка совершает возвратно-поступательное перемещение в прямоугольных направляюпщх 20 от узла рихтовки проволоки до рабочей зоны автомата. Измене1тем расстояния между упорами 21 и 22 регулируется шаг подачи, а изменяя зазор между упорами 3 и 5, осуществляется наладка устройства на необходимое усилие зажима проволоки. За упором 21 размещен узел рихтовки проволоки, а за упором 22 - рабочая зона автомата, в которую подается проволока При движении каретки в сторону узла рихтовки проволоки пол зун 1 останавливается упором 21, а ползун 2 продолжает движение. После того как ползуны сдвигаются друг относительно друге-., выступ 18 ползуна 2 воздействует на рычаг 9 эксцентрикового кулачка Bj а пру;кина 14 сжимается так как выступ- 13 остановившегося ползуна 1 заставляет перемещаться по fflTas-ire 10 шайбу 16, которая и с.;и-1мает пружину 14, удерживая ползун прилс 1ТЬ м к упору 21. Перемещаясь на определенную величину относительно ползуна 1, ползун 2 своим выступом 18 поворачивает рычаг 9 эксцентрикового кулачка 8 на некоторый угол, тем самьэ1 обеспечивая перемещение упора 5 зз направлении к упору Э. Происходит зажим проволоки 23 между двумя плоскими пове хностяьш упоров 3 и 5. В этот момент происходит реверс привода подачи и ползун 2 начинает движение в сторону подачи проволоки Так как усилие предварительно сжатой пружины 15 значительно больше усилия, необходимого для подачи проволоки, то после совмещения ползуна 2 с ползуном 1 , т ее,, после самоустановки iползуновJ продолжается их совмест ное перемеще ше. .Осуществляется подача проволоки в рабочую зону автомата. При достижении кареткой регулируемого упора 22 ползун 1 останавливается а ползун2 продолжает перемещение.5 воздействуя при этом своим выступом 19 на рычаг 9 эксцентрикового кулачка 8, сообщая перемещение упору 5 в Нсправлении от упора 3, При перемещении ползуна 2 относительно ползуна 1 происходит сжатие пружины 15 под действием шайбы 17,, взаимодействующей с выступом 13 остановившегося ползуна 1.. Этим 31 обеспечивается удержание ползуна 1 у регулируемого упора 22. Пройдя определенное расстояние, ползун 2 своим выступом 19 поворачивает рычаг 9 эксцентрикового кулачка 8, обеспечивая необходимое раскрытие упоров 3 и 5, происходит р азжим и проволока, 23 подается в рабочую зону автомата. В этот момент изменяется под воздействием привода направление движения каретки: ползун 2 перемещается в сторону узла рихтовки, совмещается с ползуном 1 (са моустанавливается) и продолжает перемещаться вместе с ним. Цикл автоматически повторяется. Предлагаемое устройство имеет более высокую точность подачи проволоки за счет того, что исключается воз можность проскальзывания проволоки, так как зажим и разжим последней осуществляется при неподвижном механизме зажима в строго зафиксированных жесткими упорами положениях. Кроме того, исключена деформация проволоки во время захвата, так как рабочие поверхности в механизме захвата выполнены плоскими, что обеспечивает линейгый контакт с проволокой 64 Формула изобретения Устройство для подачи проволоки, содержащее установленную в направляющих приводную каретку с механизмом захвата проволоки и размещенные на направляющих в конце кода каретки регулируемые упоры, отличающееся тем, что, с целью повьщгения точности подачи и повышения качества проволоки за счет исключения ее снятия, каретка выполнена в виде двух самоустанавливающихся один относительно другого верхнего и нижнего ползунов, из которых нижний имеет выступы, а верхний установлен с возможностью взаимодействия с регулируемыми упорами, механизм захвата проволоки размещен на верхнем ползуне и состоит из размещенного в ползуне эксцентрикового кулачка с рычагом, установленным с возможностью взаимодействия в периоды относительного перемещения ползунов с выступами нижнего ползуна, и. установленных в ползуне двух захватов с плоскими рабочими поверхностями, первый из которых установлен неподвижно,, а второй - с возможностью возвратнопоступательного перемещения в направлении к первому и кинематически связан с; эксцентриковым кулачком.
Ю
Вид Б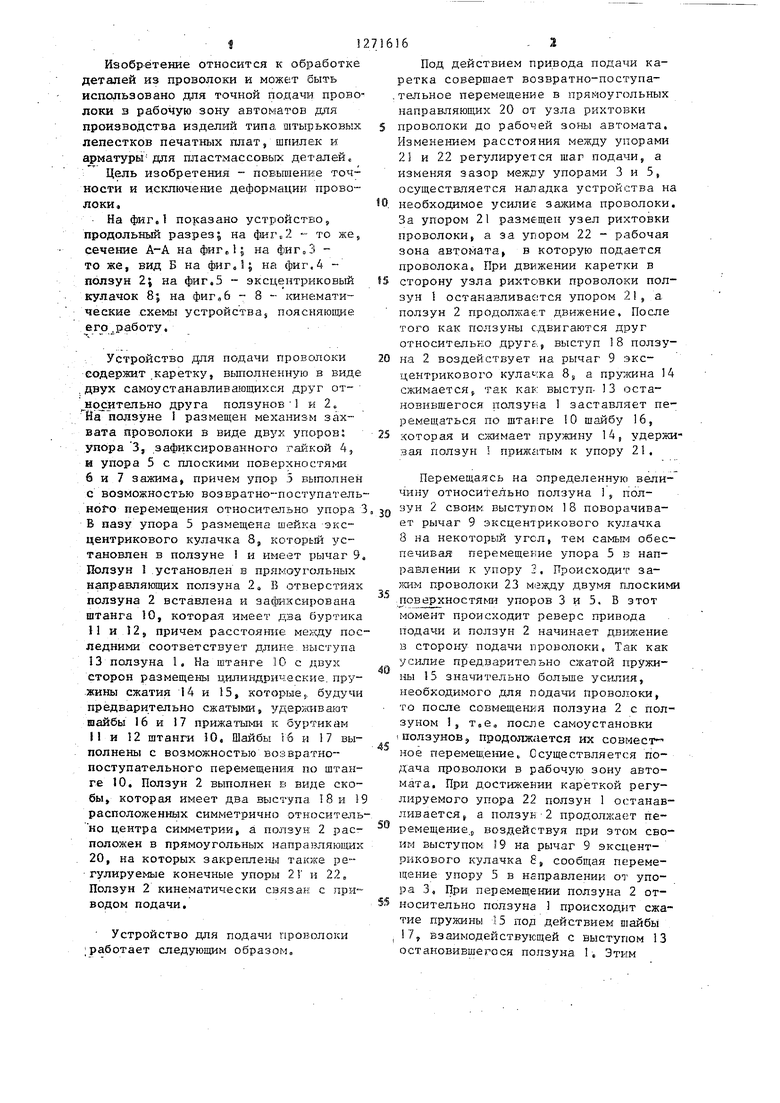
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления рыболовных крючков | 1978 |
|
SU764804A2 |
| Клещевая подача для универсально-гибочных автоматов с приводом от центральной шестерни | 1987 |
|
SU1547916A1 |
| Автоматическое устройство для накатывания резьбы | 1986 |
|
SU1447504A1 |
| Автомат для изготовления рыболовных крючков | 1977 |
|
SU695748A2 |
| Автомат для изготовления волнистых пружинных шайб | 1977 |
|
SU657896A1 |
| Цепевязальный автомат | 1990 |
|
SU1776198A3 |
| Автомат для стыковой контактной сварки | 1990 |
|
SU1773637A1 |
| Автоматическая линия для изготовления арматурных каркасов | 1984 |
|
SU1337176A1 |
| Автомат для изготовления двух ветвевых пружин с отогнутыми концами | 1989 |
|
SU1657263A1 |
| Устройство для приварки проволочного вывода к корпусу радиодетали | 1984 |
|
SU1199541A1 |
Устройство для подачи проволоки может быть использовано для точной ,подачи проволоки в рабочую зону автоматов для производства изделий типа штырьковых лепестков для печатных плат, шпилек и арматуры для пластмассовых деталей. Цель изобретения .повьшение точности подачи и исклю|чение деформации проволоки. Каретка устройства для подачи выполнена из 22 К приводу подачи двух самоустанавливающихся относительно друг друга ползунов 1 и 2, установленных с возможностью как совместного перемещения, так и перемещения одного ползуна относительно другого неподвижного ползуна, один из ползунов содержит механизм захвата проволоки, выполненный в виде двух упоров 3 и 5 с плоскими рабочими поверхностями, один из которых, выполненный с возможностью возвратно-поступательного перемещения в направлении другого, кинематически связан с установленным в ползуне 1 эксцентриковым кулачком 8, имеющим рычаг, взаимодействующий в периоды относительного перемещения ползунов с выступами 18 и 19 на ползуне 2, установленном в направляющих. 8 ил. | I /5/75 Направление / I / подачи проволоки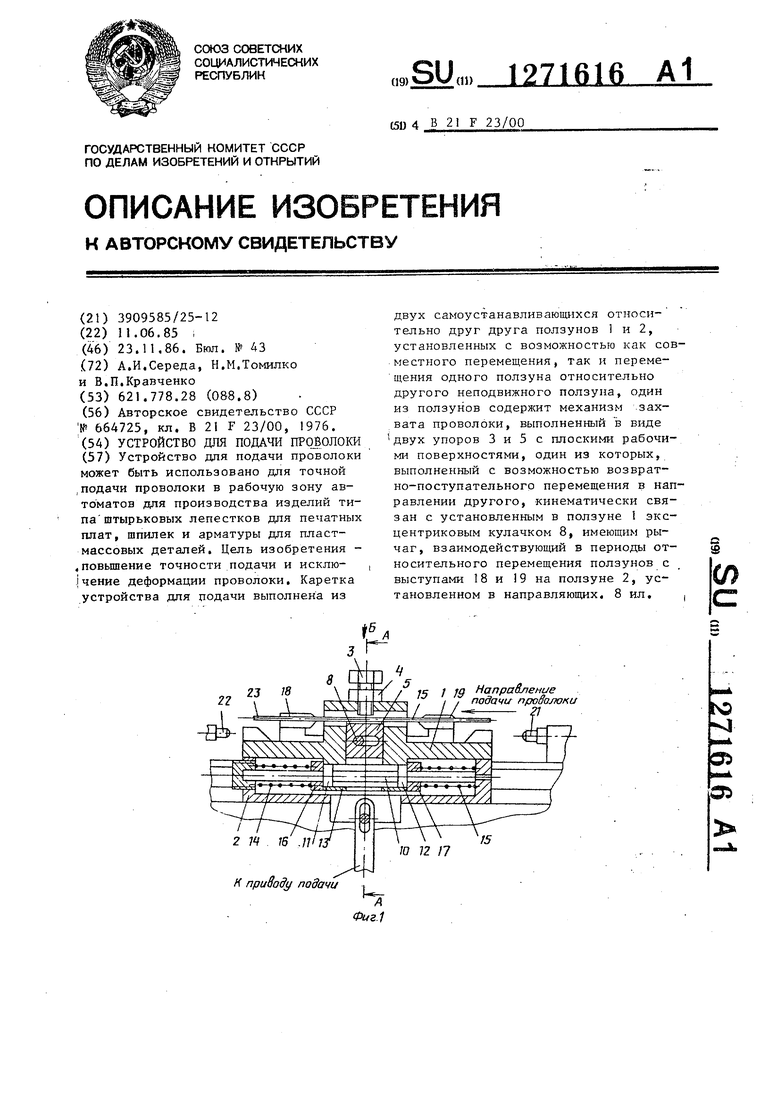
ФигМ
Фиг,.В
Ш
2 Щ 16
Фиг.7
19 Т
Ю Л. 15
Ю 77 75
w
2 Щ 16
27
Ю
.8
| Подающее зажимное устройство | 1976 |
|
SU664725A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
