ю
4
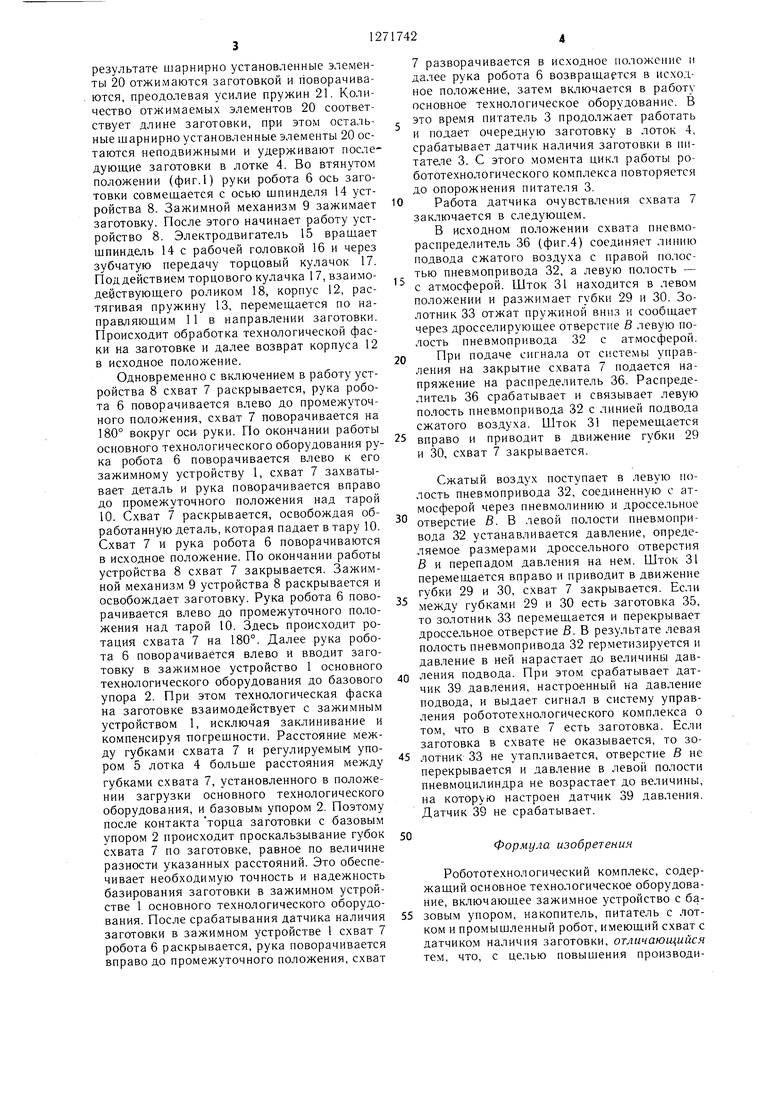
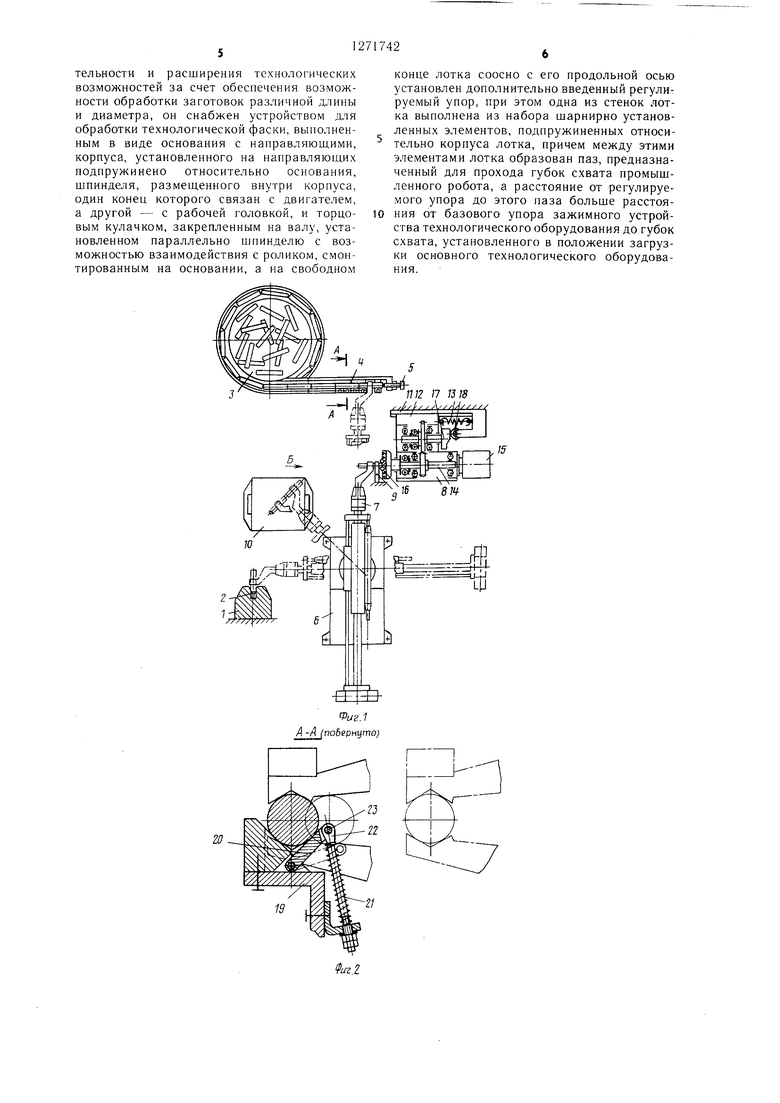
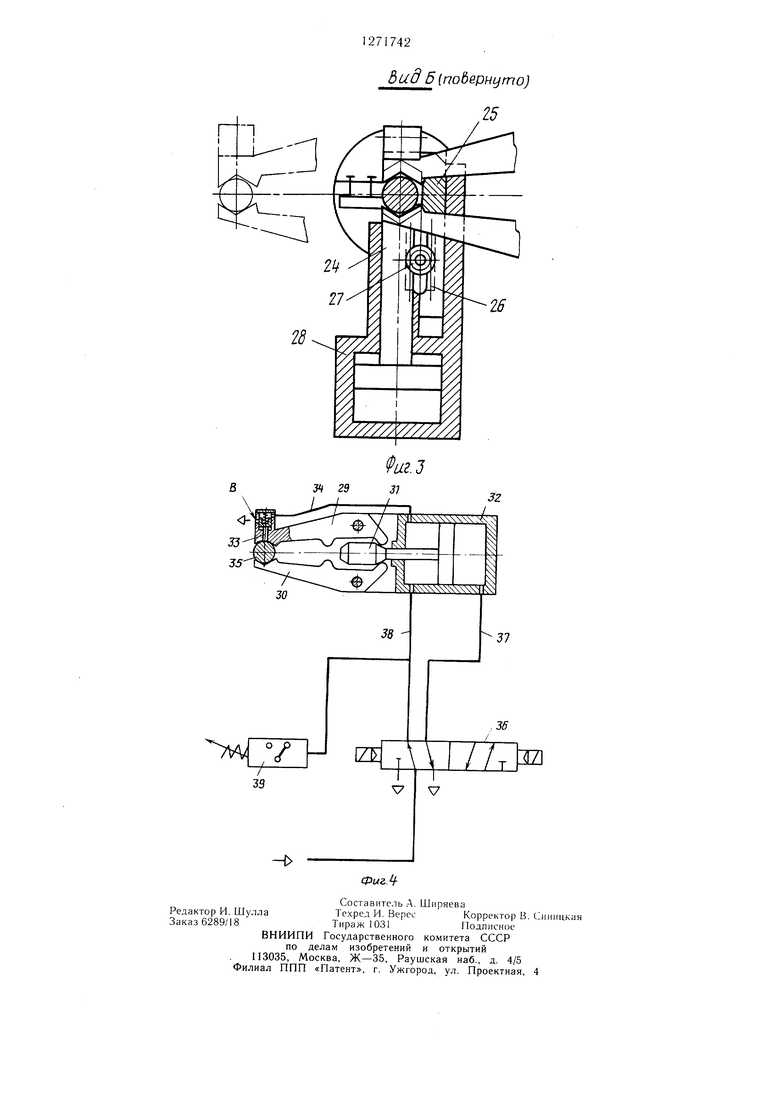
to Изобретение относится к манлпюстроению и может быть ис ю;и зова11о в гибком автоматизированном производстве, например, для обработки заготовок тина стержней, например валов, болтов и т. д., для 1ЮДЧИ стержневых заготовок в зону обработки, например в играми пресса, а также для сьема и удаления обработанных деталей из зоны обработки. Целью изобретения является рас1ниренне технологических возможностей за счет обеспечения возможности работы с деталями различными но длине и диаметру и новышение ироизводительности за счет совмещения времени обработки технологической фаски с временем обработки заготовок в основном технологическом оборудовании и временем транспортных операций, а также за счет еокранхения траненортиых онерапий. На фиг.1 изображен робототехно;1О1-ический комнлекс (система управления не показана), общий вид; на фиг.2 разрез А--А на фиг.1; на фиг.З вид Б на фиг.1; на фиг.4 - очуствленный ехват с иневмосистемой привода. Робототехнологический комнлекс (фиг.1) содержит техно.тогическое оборудование (не ноказано), имеющее зажимное устройство 1 с базовым упором 2, питате.ть 3 с лотком 4 и регулируемым унором 5, установленным соос1 о продольной оси лотка, г ромы нленн1 ш робот 6 с очувствленным схватом 7, устройство для обработки техно.югического эле.мента, например технологической фаски 8, на заготовках, расположенное между лотком 4 и промышленным роботом 6, с зажимным механизмом 9, наконител, нанример тару 10, и систему управления (не показана). Г1ромы1п;|енный робот 6 имеет механизмы выдвижения руки и поворота, а его ехват 7 - иривод зажима и разжи.ма и механизм ротации ехвата 7 вокруг п)одо.1ьыой оси руки на 180°. Устройство для обработки техно.логической фаски 8 состоит из основания с направляющими 11, на которых установлен корнус 12, подпружиненный относительно основания с помощью 13. Внутри корпуса 12 установлен п пиндель 14, один конец которого связан с выходным валом электродвигателя 15, а другой - с рабочей головкой 16, и торцовый кулачок 17, закрепленный на валу, параллельном пишиделю 14 и кинематически связанному с ним. Торцовый кулачок 17 установлен с возможностью взаимодействия с роликом 18, смонтированном на основании. Лоток 4 выполнен в виде корнуса ;IOTка 19, (фиг.2) одна из стенок которого состоит из набора шарнирно установленных элементов 20, подпружиненных нружиной 21, установленной на штоке 22, связанным с шарнирным элементом 20 оеью 23. Шарнирно установленные элементы 20 образуют паз. предназначенный для прохода ехвата 7 промышленного робота (). Зажи.мной механизм 9 состоит из зажим ibix призм 24 и 25, установленных с воз.можностью поступательного перемеп.1ения с помощью зубчато-реечной передачи, рейки 26 которых смонтированы на зажимных призмах 24 и 25, а зубчатое колесо 27 кинематически связано с ннев.моприводом 28 (фиг.З). Очувствленный cxisaT 7 (фиг.1) состоит из HjapnnpHO установленных губок 29 и 30, при1юдимых в движение штоком 31 пневмопривода 32. В губке 29 расположен поднружиненный золотник 33. Полость золотника 33 соединена трубопроводом 34 с зажимной полоетью инев.мопривода 32 и с атмосферой посредством дросселирующего отверстия В перек)ываемого золотником 33 при зажиме губками ехвата 7 заготовки 35. Пнев.мопривод 32 подключен к источнику давления воздуха посредством нневмораспределите;1я 36 через пнев.молинии 37 и 38. К левой зажимной полоети пнев.мопривода 32 подсоединен датчик 39 давления. Лоток 4 имеет датчик наличия заготовки на нозиции захвата робото.м. Уст|)ойство для обработки технологической фаски 8 снабжено датчиками конечных положений корпуса 12 в нанравляющих 11. Зажимной механиз.м 9 содержит датчики конечных положений механизма. Зажимное устройство 1 имеет датчик наличия в нем заготовки. Эти датчики, а также датчики положений звеньев робота и датчик очувствления ехвата подключены к системе автоматического управления, которая осуществляет уиравлепие комплексом в еоответетвии с заданной ирограм.мой. Робототехнологический комп.чекс работает следующим образом. В исходном положении (фиг.1) корпус 12 устройства 8 находится в правом крайнем положении, щниндель 14 неподвижен. Рука промышленного робота 6 втянута и развернута вправо. Схват 7 промьцлленного робота 6 развернут губками к устройству 8 и раскрыт. Оператор в ручном режиме работы робототехнологического комплекса устанавливает первую заготовку в зажимное устройство 1 технологического оборудования и включает комнлекс в автоматический режим работы. Начинает работать оеновное технологическое оборудование, производя обработку первой детали, например разогрев заготовки и штамповку. В это время питатель 3, панример вибробункер, подает заготовку па лоток 4 до регулируемого упора 5. Срабатывает датчик наличия заготовки в лотке 4. Рука робота 6 выдвигается, ехват 7 входит в паз .между щарнирно установленными элементами 20 и зажимает заготовку. Рука робота 6 втягивается и выносит заготовку из лотка 4 (фиг.2). В
результате шарнирно установленные элементы 20 отжимаются заготовкой и поворачиваются, преодолевая усилие пружин 21. Количество отжимаемых элементов 20 соответствует длине заготовки, при этом остальные шарнирно установленные элементы 20 остаются неподвижными и удерживают последующие заготовки в лотке 4. Во втянутом положении (фиг.1) руки робота 6 ось заготовки совмещается с осью шпинделя 14 устройства 8. Зажимной механизм 9 зажимает заготовку. После этого начинает работу устройство 8. Электродвигатель 15 вращает щпиндель 14 с рабочей головкой 16 и через зубчатую передачу торцовый кулачок 17. Под действием торцового кулачка 17, взаимодействующего роликом 18, корпус 12, растягивая пружину 13, перемещается по направляющим 11 в направлении заготовки. Происходит обработка технологической фаски на заготовке и далее возврат корпуса 12 в исходное положение.
Одновременно с включением в работу устройства 8 схват 7 раскрывается, рука робота 6 поворачивается влево до промежуточного положения, схват 7 поворачивается на 180° вокруг ООН руки. По окончании работы основного технологического оборудования рука робота 6 поворачивается влево к его зажимному устройству 1, схват 7 захватывает деталь и рука поворачивается вправо до промежуточного положения над тарой 10. Схват 7 раскрывается, освобождая обработанную деталь, которая падает в тару 10. Схват 7 и рука робота б поворачиваются в исходное положение. По окончании работы устройства 8 схват 7 закрывается. Зажимной механизм 9 устройства 8 раскрывается и освобождает заготовку. Рука робота 6 поворачивается влево до промежуточного положения над тарой 10. Здесь происходит ротация охвата 7 на 180°. Далее рука робота 6 поворачивается влево и вводит заготовку в зажимное устройство 1 основного технологического оборудования до базового упора 2. При этом технологическая фаска на заготовке взаимодействует с зажимным устройством 1, исключая заклинивание и компенсируя погрешности. Расстояние между губками схвата 7 и регулируемым упором 5 лотка 4 больше расстояния между
губками схвата 7, установленного в положении загрузки основного технологического оборудования, и базовым упором 2. Поэтому после контакта торца заготовки с базовым упором 2 происходит проскальзывание губок схвата 7 по заготовке, равное по величине разности указанных расстояний. Это обеспечивает необходимую точность и надежность базирования заготовки в зажимном устройстве 1 основного технологического оборудования. После срабатывания датчика наличия заготовки в зажимном устройстве 1 схват 7 робота 6 раскрывается, рука поворачивается вправо до промежуточного положения, схват
7разворачивается в исходное положение и далее рука робота 6 возвращается в исходное положение, затем включается в работу основное технологическое оборудование. В это время питатель 3 продолжает работать и подает очередную заготовку в лоток 4, срабатывает датчик наличия заготовки в IHIтателе 3. С этого момента цикл работы робототехнологического комплекса повторяется до опорожнения питателя 3.
0 Работа датчика очувствления схвата 7 заключается в следующем.
В исходном положении схвата пневмораспределитель 36 (фиг.4) соединяет линию подвода сжатого воздуха с правой полостью пневмопривода 32, а левую полость - с атмосферой. Шток 31 находится в левом положении и разжимает губки 29 и 30. Золотник 33 отжат пружиной вниз и сообщает через дросселирующее отверстие б левую полость пневмопривода 32 с атмосферой.
0 При подаче сигнала от системы управления на закрытие схвата 7 подается напряжение на распределитель 36. Распределитель 36 срабатывает и связывает левую полость пневмопривода 32 с линией подвода сжатого воздуха. Шток 31 перемещается
5 вправо и приводит в движение губки 29 и 30, схват 7 закрывается.
Сжатый воздух поступает в левую полость пневмопривода 32, соединенную с атмосферой через пневмолинию и дроссельное отверстие В. В левой полости пневмопривода 32 устанавливается давление, определяемое размерами дроссельного отверстия
8и перепадом давления на нем. Шток 31 перемещается вправо и приводит в движение губки 29 и 30, схват 7 закрывается. Если между губками 29 и 30 есть заготовка 35, то золотник 33 перемещается и перекрывает дроссельное отверстие В. В результате левая полость пневмопривода 32 герметизируется и давление в ней нарастает до величины дав0 ления подвода. При этом срабатывает датчик 39 давления, настроенный на давление подвода, и выдает сигнал в систему управления робототехнологического комплекса о том, что в схвате 7 есть заготовка. Если заготовка в схвате не оказывается, то зо5 лотник 33 не утапливается, отверстие В не перекрывается и давление в левой полости пневмоцилиндра не возрастает до величины, на которую настроен датчик 39 давления. Датчик 39 не срабатывает.
50
Формула изобретения
Робототехнологический комплекс, содержащий основное технологическое оборудование, включающее зажимное устройство с базовым упором, накопитель, питатель с лотком и промышленный робот, имеющий схват с датчиком наличия заготовки, отличающийся тем, что, с целью повышения производительности и расширения технологических возможностей за счет обеспечения возможности обработки заготовок различной длины и диаметра, он снабжен устройст К)м для обработки технологической фаски, выполненным в виде основания с направляющими, корпуса, установленного на направляющих нодпружинено относительно основания, щпинделя, размещенного внутри корпуса, один конец которого связан с двигателем, а другой - с рабочей головкой, и торцовым кулачком, закрепленным на валу, установленном параллельно щпинделю с возможностью взаимодействия с роликом, смонтированным на основании, а на свободном
конце лотка соосно с его продольной осью установлен дополнительно введенный регулируемый упор, при этом одна из стенок лотка выполнена из набора шарнирно установленных элементов, подпружиненных относительно корпуса лотка, причем между этими элементами лотка образован паз, предназначенный для прохода губок схвата промышленного робота, а расстояние от регулируемого упора до этого паза больше расстояния от базового упора зажимного устройства технологического оборудования до губок схвата, установленного в положении загрузки основного технологического оборудования.
Фмг.-/ /1 -А (подернуто)
Вид 5 (подернуто)
25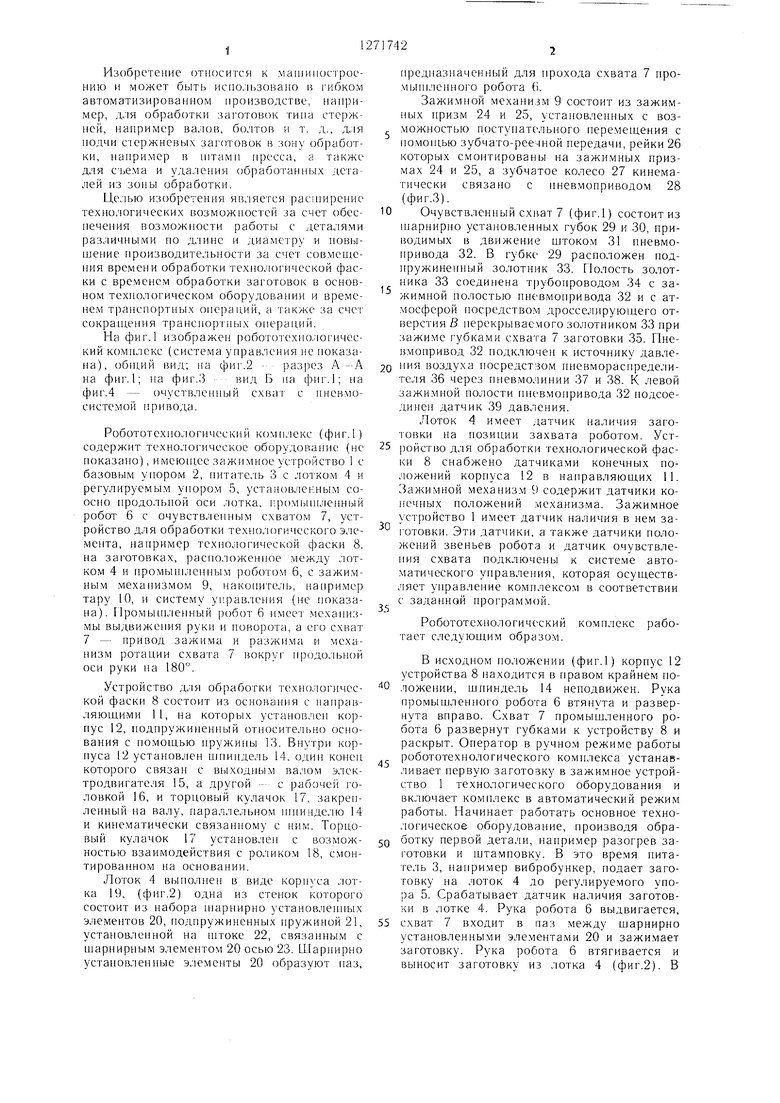
| название | год | авторы | номер документа |
|---|---|---|---|
| Промышленный робот | 1986 |
|
SU1348166A1 |
| Робототехнологический комплекс | 1985 |
|
SU1289677A1 |
| Захватное устройство | 1986 |
|
SU1473943A1 |
| Робототехнологический комплекс | 1988 |
|
SU1616802A1 |
| Автоматизированный технологический комплекс | 1985 |
|
SU1329948A1 |
| Робототехнический комплекс | 1981 |
|
SU1034892A1 |
| Робототехнологический комплекс | 1984 |
|
SU1202862A1 |
| Загрузочное устройство | 1987 |
|
SU1502247A1 |
| Адаптивный схват | 1986 |
|
SU1395480A1 |
| Автомат для сборки деталей | 1984 |
|
SU1234151A1 |
Изобретение позволяет расширить технологические возможности комплекса за счет обеспечения работы с деталями различных длины и диаметра и повысить производительность обработки за счет совмещения времени обработки технологической фаски заготовки с временем . обработки заготовок в основном технологическом оборудовании и временем транспортных операций, а также за счет сокращения транспортных операций. При обработке заготовки на основном технологическом оборудовании схват промышленного робота захватывает заготовку из лотка питателя и устанавливает в зажимной механизм устройства для обработки технологической фаски. Затем робот разгружает зажимное устройство основного технологического оборудования и сбрасывает обработанную деталь в тару. После чего заготовка с устройства для обработки технологической фаски переносится на зажимное устройство основного технологического оборудования, где происходит ее обработка, например разогрев и штамповка, промышленный робот возвращается в исходное положение для захвата следующей заготовки. Захват заготовки осуществляется через паз, образованный между шарнирно установлен(С ными элементами, из которых выполнена одна из стенок лотка, позволяющими обес(Л печивать захват заготовок, различной длины. 4 ил.
| Робототехнический комплекс | 1981 |
|
SU1034892A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
