1
изобретение относится к ма иинострое- мию и может быть использоркшо 1)и автоматизации металлообработки.
Цель изобретения - расширение технологических возможностей стройства путем обеснечения перебазировки детален типа дисков, фланцев, осей и т. д. нри раскрытом неподвижном схвате lia одной и той же нозиции.
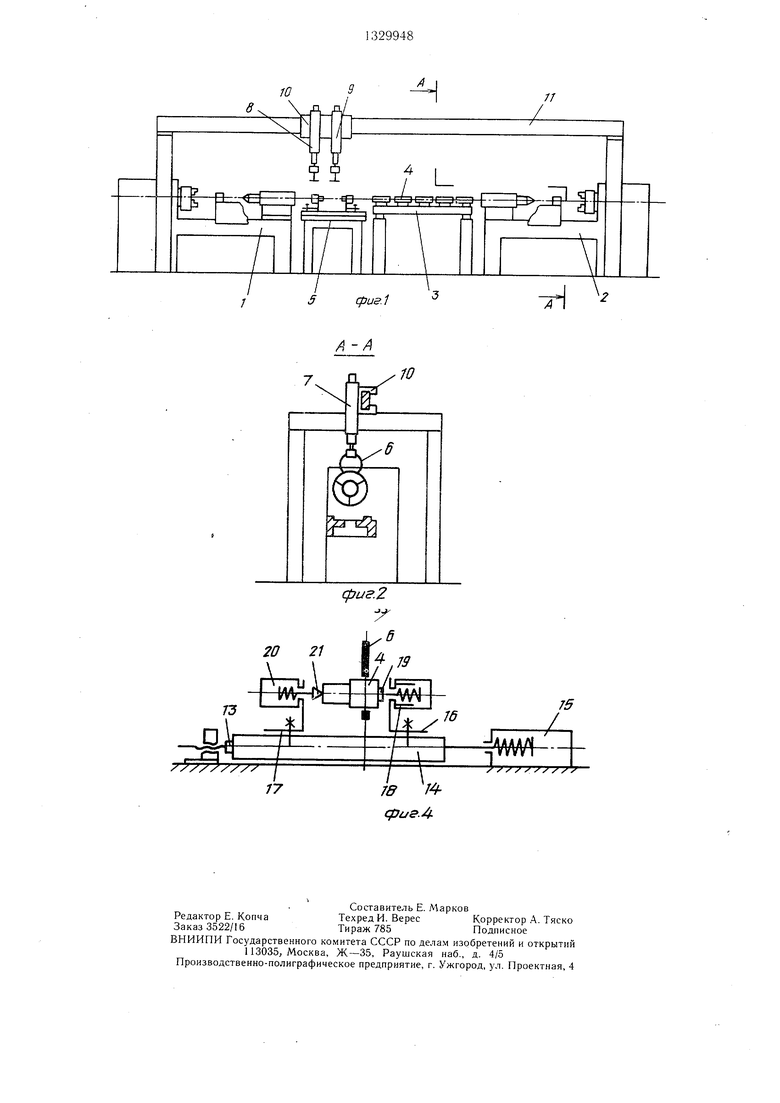
На фиг. 1 изображен автоматизированный технологический комнлекс; на фиг. 2 - разрез А-.Л на фиг. 1; на фнг. 3 - механизм иеребазировки обрабатываемых деталей в схвате нромышленного робота; на фиг. 4 - ноложение элементов перебазировки в момент смены базы захвата .детали промышленным роботом.
Автоматизированный техноло|-ически1 комнлекс состоит из двух токар1 ых станков 1 и 2 с числовым программным управлением, координатного стола 3 с накопителем для деталей 4, механизма 5 неребазировки обрабатывае.мых дета.чей 4 в схпате 6 про- мыпьтенного робота 7. Руки 8 и 9 нромын.1- ленного робота 7 установлены на каретке 10, неремеил,аюн1иейся но порталу 11.
На основании 12 механизма о неребазировки установлен регулируемый упор 3 для регулировки длины рабочег о хода ползуна 14, который приводится в движение, например, от нневмоцилиндра 15. На нолзуне 14 закреплены два кронн1тейна 16 и 17, которые и.меют назы для обеспечения ь ала- дочного перемещения в соответствии с длиной обрабатываемой детали 4. На кронштейне 16 установлен, например, нневмо- цилиндр 18, на штоке которого закренлена сменная плоская онора 19, а на кронштейне 17 установлен нневмоцилиндр 20, имеюш.ий на своем UITOKC сменны конический наконечник 2.
Автоматизированный тех пологи чес к и ii комплекс работает с, 1едуюп|им образом.
Перед началом рабочего цикла необходимо настроить механизм 5 перебазировки на размер обрабатываемой детали. Для это- 1-0 деталь 4 вводится схватом 6 руки 8 в пространство между опорой 19 силового цилиндра 18 и наконечником 2 силового цилиндра 20. Выдвигается онора 19 и переме- ш.епием кронштейна 16 подводится к торну детали 4. Кронштейн 16 закренляется в этом ноложеиии. Затем наконечник 21 силового цилиндра 20 перемещением кропштей- на 17 подводятся к торцовой поверхности детали 4 с зазором 5 мм и кронштейн 17 закрепляют. При этом усилие, развиваемое силовым цилиндром 18, устанавливают болыпи.м. чем усилие, развиваемое си.повым цилиндром 20, нричем разность усилий должна быть достаточной для удержания детали 4 в механизме неребазировки при зажиме
1
5
0
ее опорой 19 и иаконечиком 21. В ие- ходном положеьши на токарном ста1п е 1 обрабатывается деталь по нервой уетановке, а на токарном етапке 2 --- по второй устаиовке. Рука 8 нромышленного робота 7 на- х-одится на позиции съема обрабатываемой детали с токарного станка i, а в схвате руки 9 зажата заготовка. Пое.че окончания обработки детали на станке 1 рука 8 снимает эту деталь, а рука 9 загружает в патрон
0 заготовку. Каретка 10 промышленного робота 7 перемешается ио порталу 1 1 до механизма 5 перебазировки. Схват руки 8 опускается в крайнее нижнее положение и вводит деталь 4 между опорой 19 и наконечником 21 механизма 5 неребазировки. Подается сигнал на срабатывание силового цилиндра 18, и после подведения илоекой опоры 19 к торцу детали 4 включается цилиндр 20 и деталь 4 зажимается ио торцам. После этого раскрывается схват 6, вк.аючается привод 15, который иеремепхает ползун 14 до упора 13, губки схвата сходятся и зажимают деталь ио новой новерхности, отключаются силовые цилиндры 18 и 20, опора 19 и наконечник 2 освобождают деталь 4 от зажима в механизме перебазировки. Схват 6 руки 8
5 поднимается в крайнее верхнее ноложение, каретка 10 перемещается к станку 2, рука 9 сни.мает готовую деталь со станка 2, а рука 8 загружает деталь, обработанную на станке 1, в патрон станка 2. Затем каретка 10 неремешается к координатному столу 3, рука
0 9 укладывает обработанную деталь в кассету (не показана) и захватывает новую загоов- ку. Каретка 10 иеремеш.ается по порталу 11 до токарного станка 1. Цикл работы новтдряется автоматически.
Формула изобретения
1.Автоматизированный технологический комплекс, содержащий токарные станки, иромьпиленный робот, координатный стол с накопителем для заготовок и систему управления, отличающийся тем, что, с целью расширения технологических возможностей, он снабжен дополнительным захватным устройством, установленным в рабочей зоне промышленного робота и выполненным в ви5 де иозуна с приводом его перемещения до регулируемого упора и закрепленных на нолзуне силовых цилиндров, один из штоков которых оснашен плоским, а другой - коническим зажимными элементами, нри этом иривод перемещения ползуна связан с систе0 мой управления.
2.Технологический комнлекс по п. 1, отличающийся те.м, что силовые цилиндры закреплены на дополнительно введенных кронштейнах, установленных па юлзупе с возможностью наладочного перемещения и
5 ({)иксации.
5
0
,-/1 7. 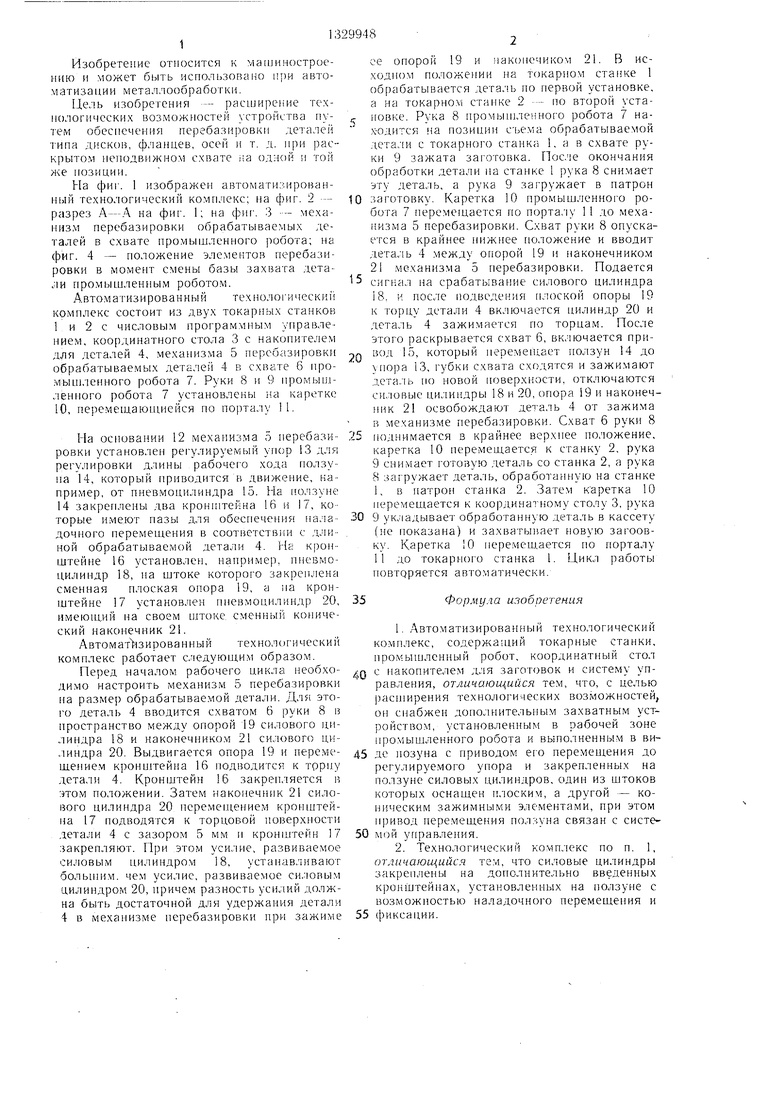
| название | год | авторы | номер документа |
|---|---|---|---|
| Переналаживаемая роботизированная система | 1981 |
|
SU998097A1 |
| Промышленный робот | 1986 |
|
SU1371896A1 |
| Автоматическая линия для механической обработки крупногабаритных деталей | 1989 |
|
SU1770114A1 |
| Манипулятор | 1983 |
|
SU1098791A1 |
| Манипулятор | 1988 |
|
SU1618639A1 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1291253A1 |
| Промышленный робот | 1982 |
|
SU1125127A1 |
| Рука манипулятора | 1985 |
|
SU1311929A1 |
| Промышленный робот | 1986 |
|
SU1348166A1 |
| Автоматизированная технологическая единица | 1977 |
|
SU659375A1 |
Изобретение относится к области машиностроения и может быть использовано при автоматизации металлообработки. Целью изобретения является расширение технологических возможностей устройства путем обеспечения перебазирования деталей при раскрытом неподвижном с.хвате на одной и той же позиции. После окончания обработки детали на станке схват 6 руки опускается в крайнее нижнее положение и вводит деталь 4 между опорой 19 и наконечником 21 механизма перебазирования. Подается сигнал на срабатывание силового цилиндра 18 и после подведения плоской опоры 19 к торцу детали 4 включается цилиндр 20 и деталь 4 зажимается по торцам. После этого раскрывается схват 6, включается привод 15, который перемещает ползун 14 до упора 13, губки схвата сходятся и зажимают деталь 4 по новой поверхности, следовательно, произошло перебазирование детали в схвате. 1 з.п. ф-лы, 4 ил. // А 6 4 7J I 2 79 75 СО ts5 СО СО 4 00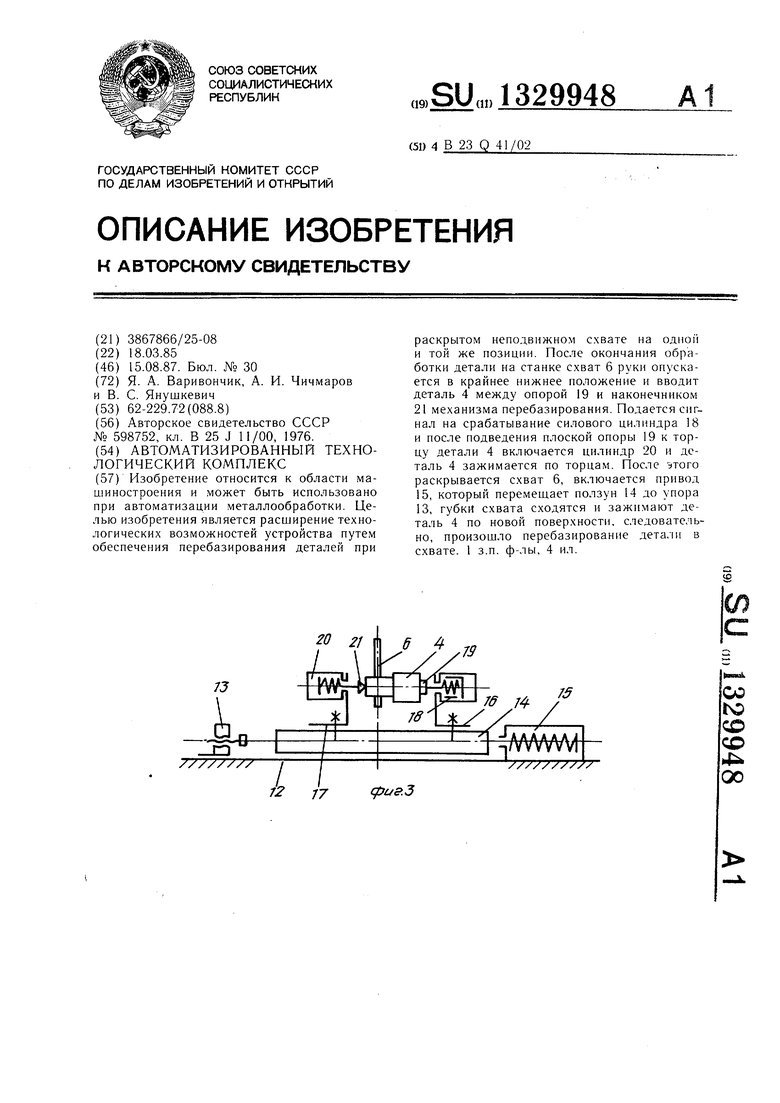
| Автоматизированная технологическая единица | 1976 |
|
SU598752A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
