t
Изобретение относится к машиностроению и может быть использовано в гибком автоматизированном производстве для обработки деталей типа стержней, например валов, болтов и т.п., для подачи их в зону обработки, а также для удаления рбрабо- танных деталей из оны обработки.
Цель изоб ретения - расшир-ение технологических возможностей за счет обеспечения быстро переналадки комплекса на обработку деталей различных размеров и повышение надежности работы за счет обеспечения точного поворота на один паз диска при надежной его фиксации.
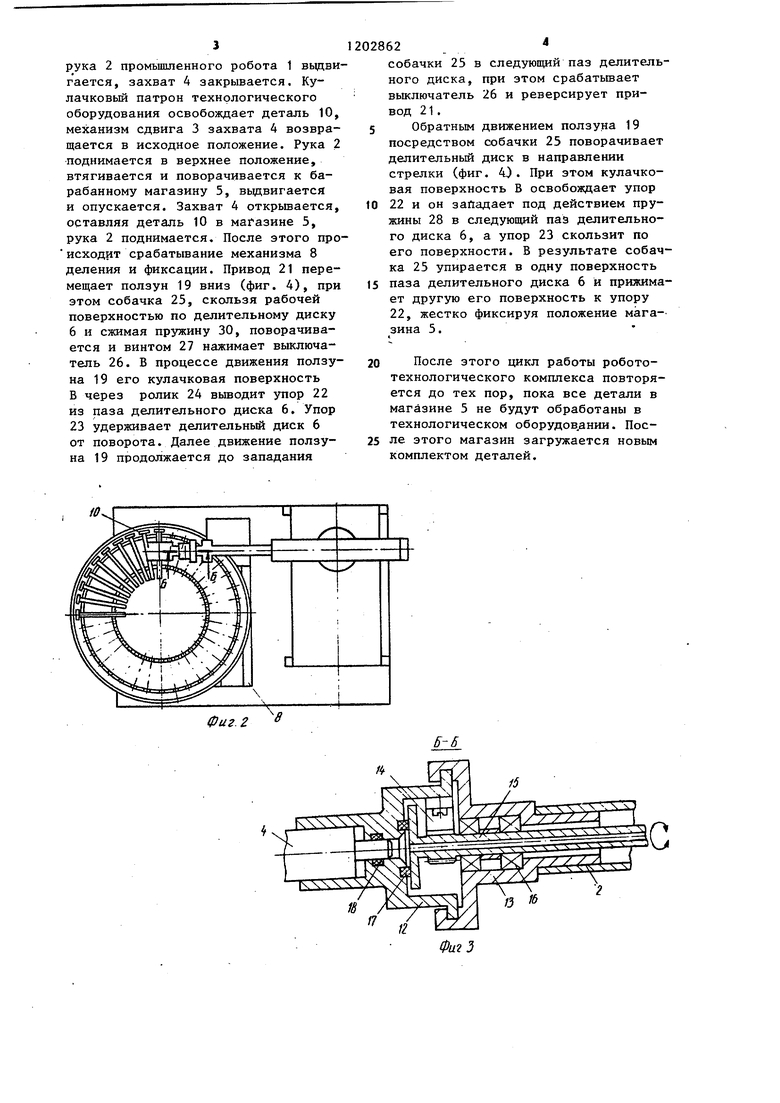
На фиг. 1 изображен робототехнологический комплекс, общий вид; на фиг. 2 - то же, вид сверху; на фнг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - вид А на фиг.,, 1.
Робототехнологический комплекс содержит (фиг. 1 и 2) технологическое оборудование, систему управления (не показаны), промышленный робот 1 с рукой 2, механизмом 3 сдвига захвата и захватом 4, барабанный магазин 5 с делительным диском 6, установленным на колонке 7, делителный механизм 8 с фиксатором. Промьш леиный робот 1, колонна 7 и делительный механизм 8 жестко закреплены на основании 9. Промьшшенньш робот 1 имеет механизмы подъема, поворота и вьщвижения руки 2, а. также привод механизма 3 сдвига захвата. Барабанньй магазин 5 имеет базовые призмы, на которые укладываются детали 10 типа болтов. В осевом направлении детали фиксируются по головке боковыми поверхностями базовых призм и кольцевым буртом 11 барабанного магазина 5.
Механизм 3 сдвига захвата (фиг. 3) состоит из полого ползуна 12, размещенного в направляющих корпуса 13 с возможностью возвратно- поступательного перемещения, зубчатой рейки 14, жестко установленной на ползуне параллельно направляющим корпуса 13 и взаимодействующей с вал-шестерней 15, установленной на подшипниках 16 в корпусе 13 с возможностью вращения от привода (не показан), расположенного в руке 2 промьшшенного робота 1. На конце вал-шестерни 15 выполнен фланец, взаимодействующий с эластичным уп2028622
лотнительным кольцом 17, размещен- ным в проточке ползуна 12. Уплотни-, тельное кольцо 18 предназначено для герметизации полости, подводящей 5 рабочую среду (воздух) к захвату 4. Корпус 13 механизма сдвига захвата укреплен на конце руки 2.промышленного робота 1.
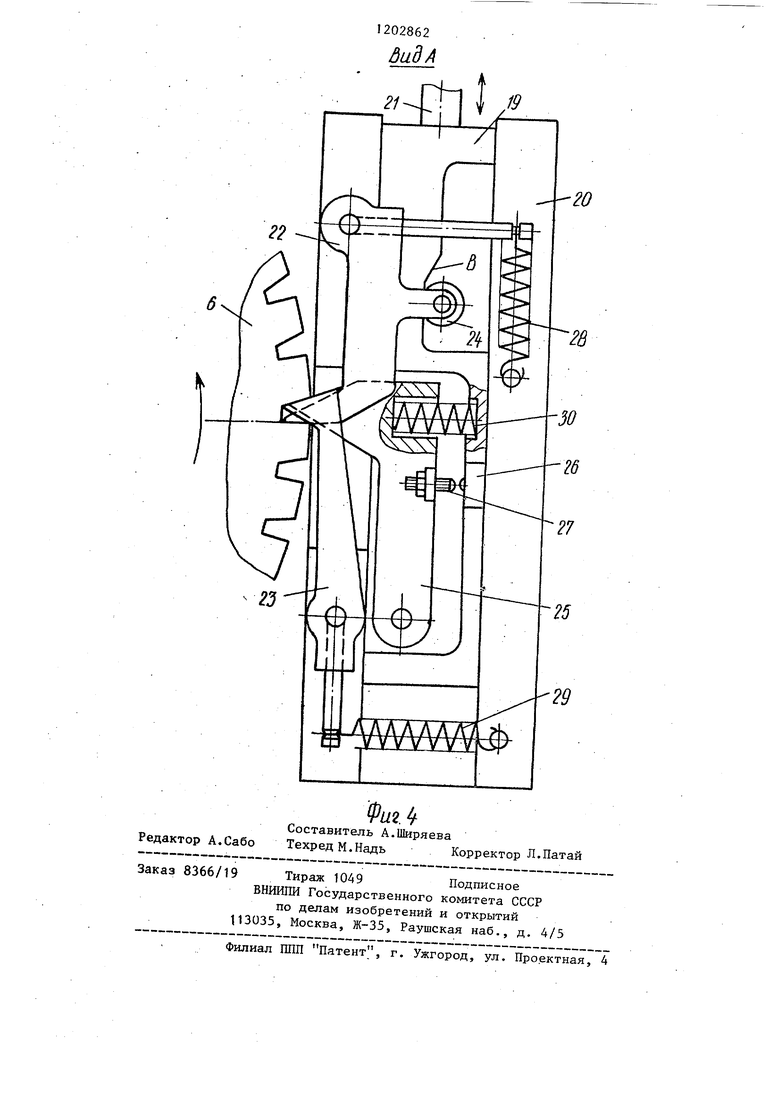
Механизм 8 деления и фиксации
(фиг. 4) состоит из ползуна 19, размещенного в направляющих корпуса 20 механизма деления фиксации с возможностью возвратно-поступательного перемещения. Ползун 19 жестко связан с приводом 21. На корпусе 20 размещены подпружиненные упоры 22 и 23. Упор 22 имеет ось, на которой установлен ролик 24, взаимодействуюищи с кулачковой поверхностью В
ползуна 19. На ползуне 19 установлена подпружиненная собачка 25 и выключатель 26. Рабочие поверхности упоров 22 и 23 и собачки 25 контактируют с поверхностями паза делительного диска 6. На собачке б установлен винт 27. Пружина 28 поджимает -упор 22, пружина 29 - упор 23, а пружина 30 - собачку 25 к делительному диску 6.
Роботехнологический комплекс работает следующим образом.
Детали 10 укладываются радиально на базовые призмы барабанного магазина 5. Рука 2 промьшшенного робота 1 вьщвинута и находится над барабанным магазином 5 (фиг. 1 и 2), захват 4 открыт, механизм 3 сдвига захвата в крайнем положении. Начинается цикл работы робототехнологического комплекса. Рука 2 с захватом 4 опускается к детали 10. Захват 4 закрывается, зажимая деталь 10. Рука 2 поднимается в верхнее положение, втягивается и поворачивается к технологическому оборудованию. После этого рука 2 вьщвигается, затем опускается, внося деталь 10 в зону обработки технологического оборудования, например токарного станка с кулачковым патроном. После этого срабатывает механизм 3 сдвига захвата 4 и вводит деталь 10 в кулачковый патрон станка, которьй зажимает ее. Захват 4 открывается,
рука 2 уходит в верхнее положение и втягивается. Начинается обработка заготовки в технологическом оборудовании. По окончании обработки
рука 2 промьшшенного робота 1 вьщви- гается, захват 4 закрывается. Кулачковый патрон технологического оборудования освобождает деталь 10, механизм сдвига 3 захвата 4 возвращается в исходное положение. Рука 2 поднимается в верхнее положение, втягивается и поворачивается к барабанному магазину 5, вьщвигается и опускается. Захват 4 открьшается, оставляя деталь 10 в магазине 5, рука 2 поднимается. После этого про- исходит срабатывание механизма 8 деления и фиксации. Привод 21 перемещает ползун 19 вниз (фиг. 4), при этом собачка 25, скользя рабочей поверхностью по делительному диску 6 и сжимая пружину 30, поворачивается и винтом 27 нажимает выключатель 26. В процессе движения ползуна 19 его кулачковая поверхность В через ролик 24 выводит упор 22 из паза делительного диска 6. Упор 23 удерживает делительный диск 6 от поворота. Далее движение ползуна 19 продолжается до западания
202862
собачки 25 в следующий паз делительного диска, при этом срабатьшает выключатель 26 и реверсирует привод 21.
5 Обратным движением ползуна 19 посредством собачки 25 поворачивает делительный диск в направлении стрелки (фиг. 4). При этом кулачковая поверхность В освобождает упор 10 22 и он зайадает под действием пружины 28 в следующий паэ делительного диска 6, а упор 23 скользит по его поверхности. В результате собачка 25 упирается в одну поверхность 15 паза делительного диска 6 и прижимает другую его поверхность к упору 22, жестко фиксируя положение мага-- зина 5.
20 После этого цикл работы робототехнологического комплекса повторяется до тех пор, пока все детали в магазине 5 не будут обработаны в технологическом оборудов,ании. Пос25 ле этого магазин загружается новым комплектом деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Робототехнологический комплекс | 1985 |
|
SU1271742A1 |
| КОНТРОЛЬНО-СОРТИРОВОЧНЫЙ КОМПЛЕКС | 1990 |
|
RU2023571C1 |
| Робототехнологический комплекс | 1988 |
|
SU1616802A1 |
| Магазин-накопитель деталей | 1986 |
|
SU1366354A1 |
| Автоматический сборочный комплекс | 1987 |
|
SU1521545A1 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1291253A1 |
| Автоматизированный комплекс для листовой штамповки заготовок с внутренним асимметричным контуром | 1984 |
|
SU1253699A1 |
| Робототехнологический комплекс для сборки | 1990 |
|
SU1782203A3 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1984 |
|
SU1214290A1 |
| Загрузочное устройство | 1986 |
|
SU1459894A1 |

. 2
1202862
дидА
го
29
Редактор А.Сабо
Составитель А.Ширяева
Техред М.Надь Корректор Л.Патай
Заказ 8366/19 Тираж 1049 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
Фи2.
| Загрузочно-разгрузочное устройство | 1976 |
|
SU662316A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
