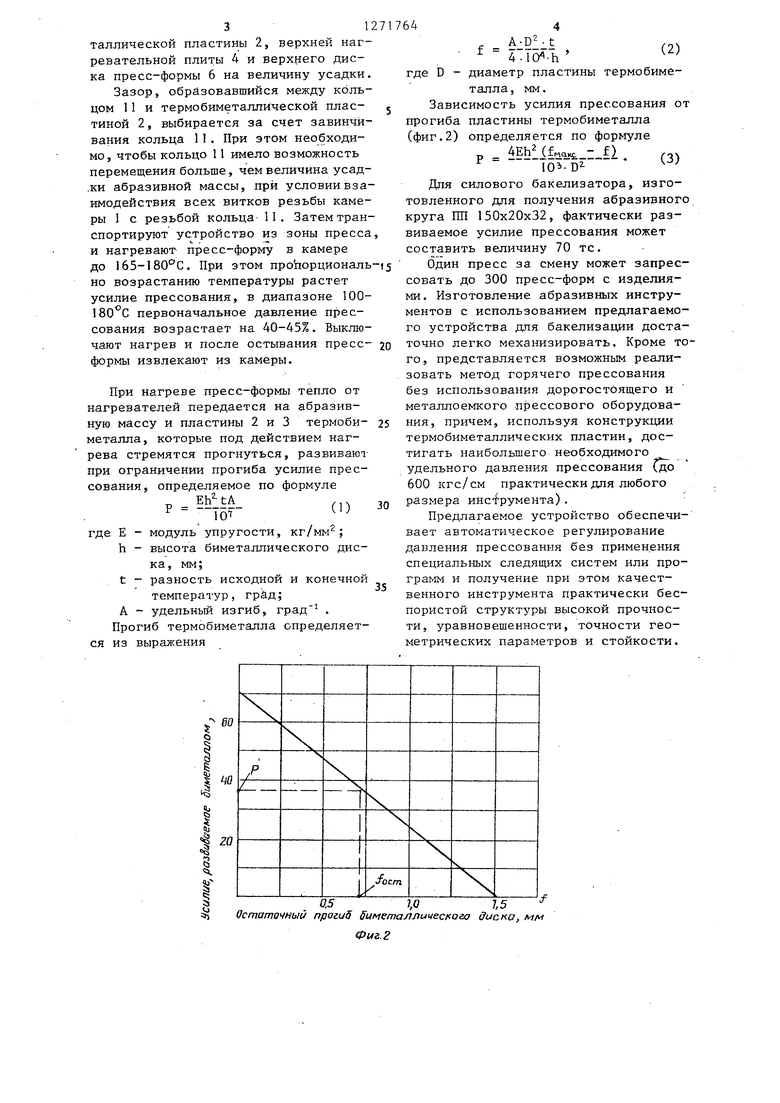
Изобретение относится к производ ству абразивных инструментов и може быть использовано преимущественно ,цдя горячего прессования и бакелиза ции абразивного инструмента на органической связке. Известно устройство для изготовления полимерных изделий, содержащее подвижную и неподвижную плиты, пресс-форму, силовой элемент и замки для удержания пресс-форм в сомкнутом положении 1. В известном устройстве силовой элемент выполнен в виде тарельчатых пружин, у которых в процессе эксплу атации снижается жесткость при нагреве. Известно также устройство для ба келизации абразивного инструмента методом горячего прессования, содер жащее плиты обогрева, силовой элемент, вьтолненный в виде термобиметаллических пластин, пресс-форму и за.мок для удержания пресс-формы в сомкнутом состоянии 2. В известном устройстве замки выполнены в виде скоб, применение которых ограничивает использование пресс-форм в этом устройстве с различными по высоте размерами. Цель изобретения - расширение ди апазона применения устройства за счет обеспечения использования прес форм с различной высотой. Поставленная цель достигается те что устройство для бакелизации абра зивного инструмента методом горячего прессования, содержащее плиты об грева, силовой элемент, вьтолненный в виде термобиметаллических пластин пресс-форму и замок для удержания пресс-формы в сомкнутом состоянии, снабжено камерой с загрузочным отверстием под пресс-форму, а замок в полнен в виде размещенного в верхне части камеры резьбового кольца, вза имодействующего с силовым элементом причем внутренний диаметр резьбово го кольца не меньше диаметра плунжера пресса. На фиг.1 показано предлагаемое устройство, продольный разрез; на фиг.2 - график зависимости усилия в устройстве для бакелизации абразивн го инструмента от прогиба термобиме таллических пластин. Устройство для бакелизации абразивного инструмента содержит камеру 1 , верхнюю 2 и низкнюю 3 пластины термобиметалла, верхнюю 4 и нижнюю 5 нагревательные плиты, пресс-форму, включающей плиты 6 и 7, кольцо 8„ керн 9 с абразивной -гассой 10. В верхнее отверстие камеры ввинчено резьбовое кольцо 11. Для обеспечения загрузки пресс-формы верхние пластины 2 термобиметалла и нагревательная плита 4 удерживаются на весу с помощью пружин 12, расположенных по отношению друг к другу под углом 120° и крепящиз ся одним концом к камере 1, а другим - к щечкам 13, которые закреплены на нагревательной плите 4. С целью снижения потерь энергии загрузочное отверстие а в камере при бакелизации инструмента закрывается крышками (не показаны), а сама камера имеет слой теплоизоляционного материала 14. Термобиметалл представляет собой неразъемное соединение двух слоев разнородных металлов, полученных диффузионной сварк,ой и имеющих различные коэффициенты теплового расширения. У термобиметалла марки ТБ 2013 в качестве активного слоя, имеющего больший коэффициент теплового расщирения, применяется сплав 75 ГНД, а в качестве пассивного слоя, имеющего меньший коэффициент теплового расширения, - сплав 36Н. В предлагаемом устройстве термобиметаллические пластины установлены своими активными слоями к пресс-форме, Устройство работает следующим образом. Через отверстие а в камере 1 между нагревательными плитами 4,и 5 устанавливается пресс-форма с уложенной в нее абразивной массой 10 и керном 9. Перед установкой пресс-формы вывинчивают резьбовое кольцо. После установки пресс-формы ввинчивают кольцо в камеру до контакта нагревательной плиты с верхней плитой прессформы. Нагревают пресс-форму до 80120С и транспортируют камеру в рабочую зону пресса, плунжер которого проходит через резьбовое кольцо и давит на термобиметаллические пластины 2, нагревательные плиты 4 и пресс-форму. При прессовании происходит усадка абразивной массы 10 и перемещение вниз верхней термобиме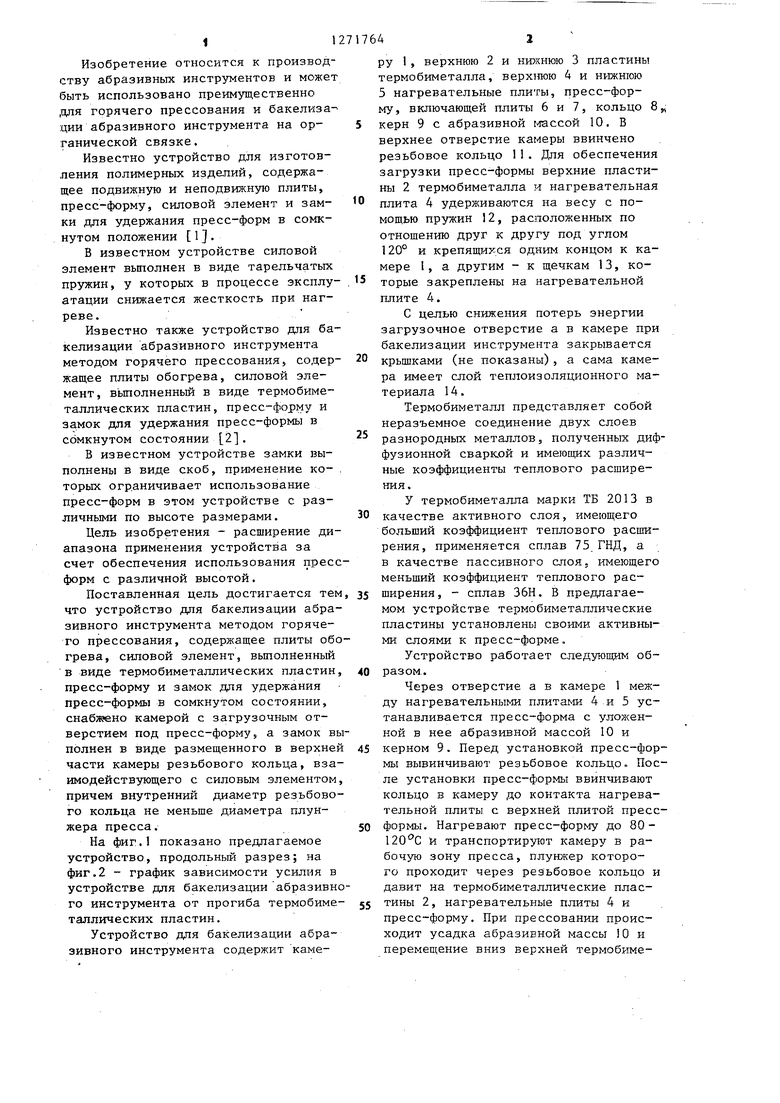
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прессования абразивных инструментов | 1978 |
|
SU1261802A1 |
| Устройство для изготовления абразивного инструмента | 1987 |
|
SU1613342A1 |
| Комбинированный шлифовальный инструмент | 1989 |
|
SU1696290A1 |
| Устройство для прессования абразивных сегментов | 1978 |
|
SU967857A1 |
| Гидравлический многоэтажный пресс с механизмом подъема и способ прессования с гидравлической схемой его реализации | 2017 |
|
RU2681591C2 |
| Автоматический выключатель | 1974 |
|
SU502414A1 |
| Установка для горячего прессования порошка | 1983 |
|
SU1079359A1 |
| Способ изготовления абразивного инструмента на органической связке | 1981 |
|
SU986765A1 |
| ГИДРАВЛИЧЕСКИЙ МНОГОЭТАЖНЫЙ ПРЕСС С ГИДРОЦИЛИНДРАМИ ПОДЪЕМА И НАГРЕВАТЕЛЬНЫМИ ПЛИТАМИ | 2010 |
|
RU2440244C2 |
| Гидравлический пресс для трансферного прессования | 1967 |
|
SU315401A1 |
УСТРОЙСТВО ДЛЯ БАКЕЛИЗАЦИИ АБРАЗИВНОГО ИНСТРУМЕНТА методом горячего прессования, содержащее плиты обогрева, силовой элемент, вьшолненный в виде термобиметаллических пластин, пресс-форму и замок для удержания пресс-формы в сомкнутом состоянии, отличающееся тем, что, с целью расширения диапазона применения устройства за счет обеспечения использования пресс-форм с различной высотой, оно снабя ено камерой с загрузочным отверстием под пресс-форму, а замок выполнен в виде размещенного в Верхней части камеры резьбового кольца, взаимодействующего с силовым элементом, причем (Л внутренний диаметр резьбового кольс ца не меньше диаметра плунжера пресса. to О) 4
| , 1 .Езжев А.С., Осипов Н.В.Механизация и автоматизация переработки пластмасс на принципе выносной прессформы, М.: Машиностроение, 1971, с.28-29 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| МАТРИЧНЫЙ СЕНСОР ИОНИЗИРУЮЩЕГО ИЗЛУЧЕНИЯ | 2013 |
|
RU2551257C1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
