Фиг.1
несущих стоек 2, герметично соединенных между собой тонкими стенками 3 и скрепленных с верхней неподвижной плитой , которая выполнена с отверстием и взаимодействует по внутренней цилиндрической поверхности со средней ступенью трехступенчатого подвижного кольца 5, нижний торец которого контактирует с верхней термобйметаллической пластиной 6. На нижнем сплошном основании 1 установлены ниж- няя термобиметаллическая пластина 7, нагреватель 8, а также пресс-форма 9 с абразивной смесью. Сверху на пресс-форму 9 устанавливается блок из верхней термобиметаллической пластины 6 и верхнего нагревателя 10, который через контакты соединяется с электросиловой колодкой 12. Для герметизации силового бакелизатора на верхней торцовой поверхности неподвижной плиты 4 установлен герметизирующий элемент 13, контактирующий с нижней торцовой поверхностью кольца 5 2 з.п.ф-лы, 2 ил.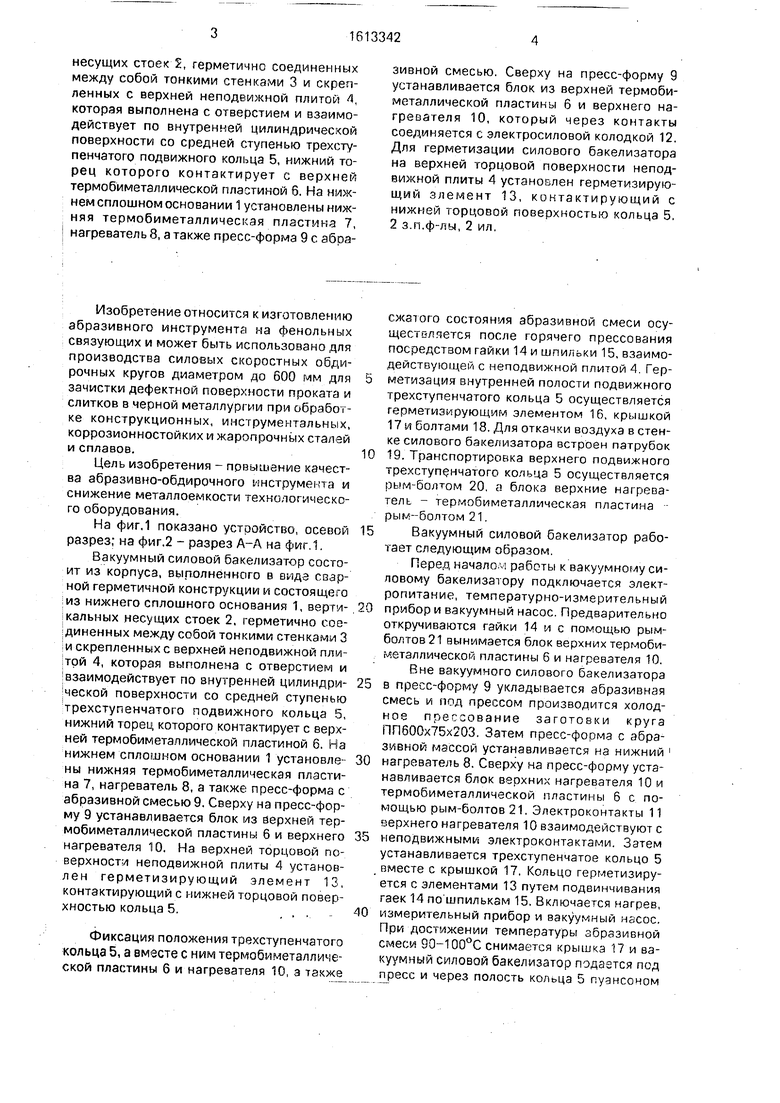
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для бакелизации абразивного инструмента | 1978 |
|
SU1271764A1 |
| Устройство для прессования абразивных сегментов | 1978 |
|
SU967857A1 |
| Устройство для прессования абразивных инструментов | 1978 |
|
SU1261802A1 |
| Установка для прессования абразивного материала | 1985 |
|
SU1214479A2 |
| ПРЕСС ДЛЯ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 1992 |
|
RU2033329C1 |
| Установка для прессования абразивного инструмента | 1980 |
|
SU880786A1 |
| Пресс-форма для изготовления железобетонных изделий | 1985 |
|
SU1390034A1 |
| СПОСОБ И УСТРОЙСТВО ИЗГОТОВЛЕНИЯ ЗАРЯДОВ ВЗРЫВЧАТЫХ ВЕЩЕСТВ | 2006 |
|
RU2301787C1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2149096C1 |
| Прессующая установка для формования железобетонных изделий и ее элементы | 1991 |
|
SU1838100A3 |
Изобретение касается изготовления абразивного инструмента на фенольных связующих. Цель изобретения - повышение качества инструмента и снижение металлоемкости. Устройство для изготовления абразивного инструмента включает термобиметаллические силовые элементы, нагреватели, пресс-форму с абразивной смесью, вакуумную камеру, корпус которой выполнен в виде сварной герметизированной конструкции и дополнительно оборудован трехступенчатым подвижным кольцом, взаимодействующим с упругим герметизирующим элементом корпуса. Корпус вакуумной камеры состоит из нижнего сплошного основания 1, вертикальных несущих стоек 2, герметично соединенных между собой тонкими стенками 3 и скрепленных с верхней неподвижной плитой 4, которая выполнена с отверстием и взаимодействует по внутренней цилиндрической поверхности со средней ступенью трехступенчатого подвижного кольца 5, нижний торец которого контактирует с верхней термобиметаллической пластиной 6. На нижнем сплошном основании 1 установлены нижняя термобиметаллическая пластина 7, нагреватель 8, а также пресс-форма 9 с абразивной смесью. Сверху на пресс-форму 9 устанавливается блок из верхней термобиметаллической пластины 6 и верхнего нагревателя 10, который через контакты соединяется с электросиловой колодкой 12. Для герметизиции силового бакелизатора на верхней торцовой поверхности неподвижной плиты 4 установлен герметизирующий элемент 13, контактирующий с нижней торцовой поверхностью кольца 5. 2 з.п.ф-лы, 2 ил.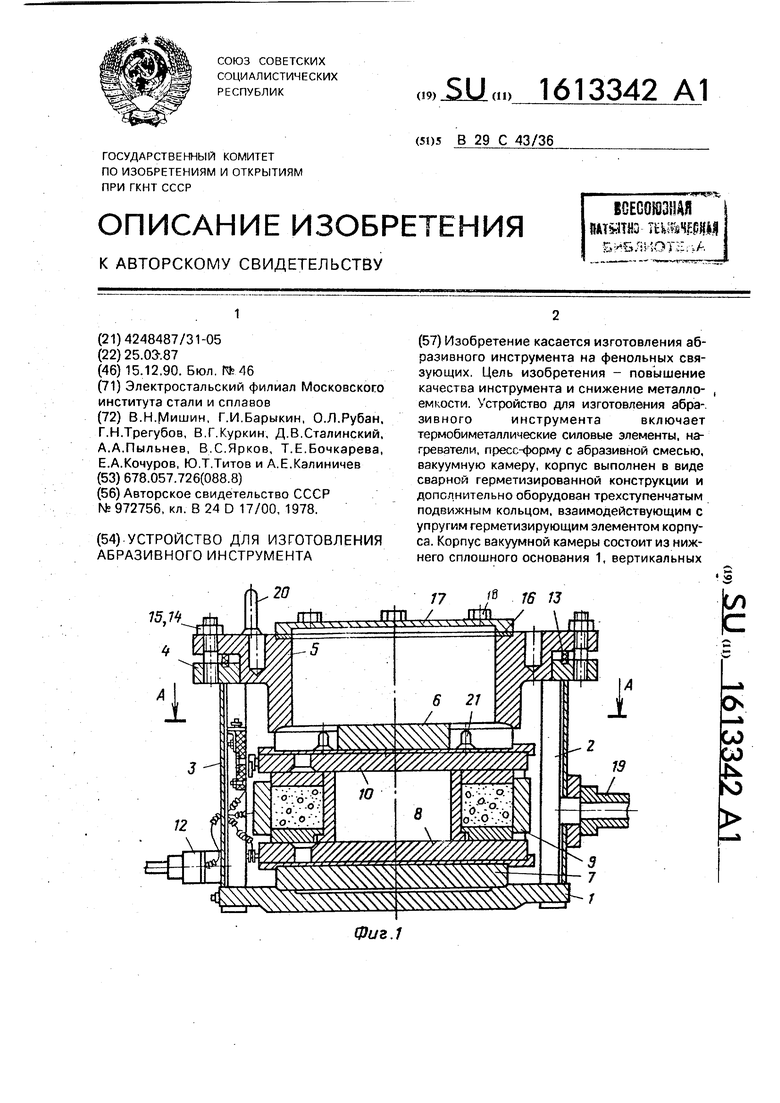
Изобретение относится к изготовлению абразивного инструмента на фенольных связующих и может быть использовано для производства силовых скоростных обдирочных кругов диаметром до 600 мм для зачистки дефектной поверхности проката и слитков в черной металлургии при обработке конструкционных, инструментальных, коррозионностойких и жаропрочных сталей и сплавов.
Цель изобретения - повышение качества абразивно-обдирочного инструмента и снижение металлоемкости технологического оборудования.
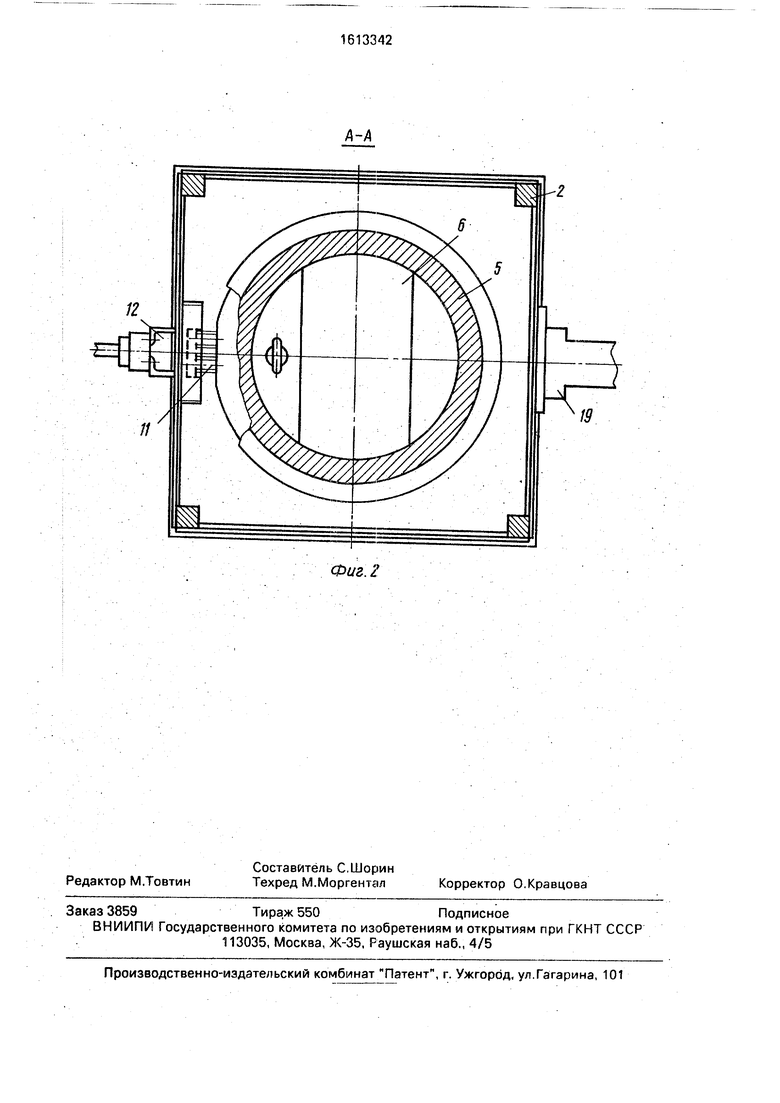
На фиг,1 показано устройство, осевой разрез; на фиг.2 - разрез А-А на фиг.1.
Вакуумный силовой бакелизатор состоит из корпуса, выполненного в вида сварной герметичной конструкции и состоящего ;из нижнего сплошного основания 1, верти- |кальных несущих стоек 2. герметично сое- ;диненных между собой тонкими стенками 3 i и скрепленных с верхней неподвижной пли- ;трй 4, которая выполнена с отверстием и :взаимодействует по внутренней цилиндри- |ческой поверхности со средней ступенью трехступенчатого подвижного кольца 5, нижний торец которого контактирует с верхней термобиметаллической пластиной 6. На нижнем сплошном основании 1 установле- ны нижняя термобиметаллическая пластина 7, нагреватель 8, а также пресс-форма с абразивной смесью 9. Сверху на пресс-форму 9 устанавливается блок из верхней термобиметаллической пластины 6 и верхнего нагревателя 10. На верхней торцовой поверхности неподвижной плиты 4 установлен герметизирующий элемент 13 контактирующий с нижней торцовой поверхностью кольца 5.
Фиксация положения трехступенчатого кольца 5, а вместе с ним термобиметаллической пластины 6 и нагревателя 10, з также
сжатого состояния абразивной смеси осуществляется после горячего прессования посредством гайки 14 и шпильки 15, взаимодействующей с неподвижной плитой 4. Герметизация внутренней полости подвижного трехступенчатого кольца 5 осуществляется герметизирующим элементом 16, крышкой 17 и болтами 18. Для откачки воздуха в стенке силового бакелизатора встроен патрубок 19. Транспортировка верхнего подвижного трехступенчатого кольца 5 осуществляется рым-болтом 20. а блока верхние нагреватель - термобиметаллическая пластина - рым-болто,м 21.
Вакуумный силовой бакелизатор работает следующим образом.
Перед начало.у| работы к вакуумному силовому бакелизатору подключается электропитание, температурно-измерительный прибор и вакуумный насос. Предварительно откручиваются гайки 14 и с помощью рым- болтов 21 вынимается блок верхних термоби- г еталлической пластины 6 и нагревателя 10.
Вне вакуумного силового бакелизатора в пресс-форму 9 укладывается абразивная смесь и под прессом производится холодное прессование заготовки круга ПП600х75х203. Затем пресс-форма с абразивной массой устанавливается на нижний нагреватель 8. Сверху на пресс-форму устанавливается блок верхних нагревателя 10 и термобиметаллической пластины 6 с помощью рым-болтов 21. Электроконтакты 11 верхнего нагревателя 10 взаимодействуют с неподвижными электроконтактами. Затем устанавливается трехступенчатое кольцо 5 вместе с крышкой 17. Кольцо герметизируется с элементами 13 путем подвинчивания гаек 14 по шпилькам 15. Включается нагрев, измерительный прибор и вакуумный насос. При достижении температуры абразивной смеси 90-100°С снимается крышка 17 и вакуумный силовой бакелизатор подается под пресс и через полость кольца 5 пуансоном
пресса через верхние термобиметаллический диск и нагреватель осуществляется горячее прессование абразивной смеси в момент ее наибольшей жидкотекучести. Одновременно с горячим прессованием осуществляется силовое закрытие бакелизатора путем подвинчивания гаек 14 по шпилькам 15, закрепленным на подвижной плите 4. Взаимодействие неподвижной плиты 4, шпилек 15, гаек 14, трехступенчатого кольца 5, а также верхней термобиметаллической пластины 6 позволяет зафиксировать сжатое состояние абразивной смеси и при дальнейшем нагреве до 185°С обеспечить усилие нз заготовку инструмента термобиметаллическими пластинами в условиях ограничения их прогиба кольцом 5.
После горячего прессования полость кольца 5 герметизируется крышкой 17 и осуществляется дальнейший нагрев одновременно абразивной смеси и термобиметаллических пластин до температуры 185°С с вакуумированием. После выдержки осуществляется отключение аппаратуры и охлаждение пресс-формы с заготовкой кру- fa. После окончаний процесса бакелизацийи вакуумирования снимаются кольцо 5 и верхние термобиметаллическая пластина 6 и нагреватель 10, извлекается п.ресс-форма с заготовкой инструмента, которая распрессо- вывается.
Далее цикл работы устройства повторяется.
Формула изобретения
1, Устройство для изготовления абразивного инструмента на органическом свя- 5 зующем. включающее верхнюю и нижнюю термобиметаллические силовые элементы, нагреватели, пресс-форму, вакуумную камеру, отличающееся тем, что, с целью повышения качества инструмента и сниже0 ния металлоемкости, корпус вакуумной камеры выполнен в виде сварной герметичной конструкции, состоящей из нижнего сплошного основания, на котором установлены вертикальные несущие стойки, герметично
5 соединенные между собой тонкими стенками и скрепленные с верхней неподвижной плитой и крышкой, выполненной в форме трехступенчатого кольца, с возможностью
0 взаимодействия по внутренней цилиндрической поверхности с верхней неподвижной плитой и возможностью контактирования нижнего торца с верхней биметаллической пластиной, причем на первой ступени вы5 полнены осевые отверстия для резьбового
соединениям верхней неподвижной плито й,
а для герметизации на верхней торцовой
поверхности неподвижной плиты установ. лен упругий герметизирующий элемент.
0 2. Устройство ПОП.1 отличающее- с я тем, что верхняя крышка выполнена с возможностью осевого перемещения относительно верхней неподвижной плиты. 3. Устрог ство поп.1,отличающее5 с я тем, что верхний нагреватель и термобиметаллическая пластина соединены в один блок.
Фиг. 2
| Авторское свидетельство СССР NS 972756, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
