(54) СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления порошковой проволоки | 1987 |
|
SU1532255A1 |
| Способ изготовления порошковой проволоки | 1982 |
|
SU1076240A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОЙ ПОРОШКОВОЙ ПРОВОЛОКИ ДЛЯ НАПЛАВКИ СПЛАВА НА ОСНОВЕ АЛЮМИНИДА НИКЕЛЯ NiAl | 2004 |
|
RU2274536C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ | 1993 |
|
RU2053084C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ | 2023 |
|
RU2811878C1 |
| Способ изготовления порошковой проволоки | 1989 |
|
SU1632716A1 |
| Способ изготовления порошковой проволоки для сварки и наплавки | 1990 |
|
SU1722756A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ | 2002 |
|
RU2218257C1 |
| Способ изготовления сварочной проволоки с наполнителем | 1985 |
|
SU1273226A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЧНОЙ ПОРОШКОВОЙ ПРОВОЛОКИ | 1997 |
|
RU2119419C1 |
1
Изобретение относится к способу изготовления порошковой проволоки. .
Известны различные способы изготовления порошковой проволоки, например способ, при котором холоднокатаной металлической ленте придают форму желоба, заполняемого порошкообразной шихтой, затем желоб закрывается в трубку, при этом весь объем полости трубки оказывается заполненным шихтой, затем для уплотнения шихты и получения определенного диаметра полученная заготовка протягивается на многократно на волочильных станах.
При заполнении желоба шихтой обеспечиваются два обязательных для этого способа условия.
Количество шихты в желобе должно быть таким, .чтобы обеспечивалось наперед заданное отношение, называемое коэффициентом заполнения проволоки шихтой Kj и определяемое из выражения
масса шихты в анализируемом образце проволоки;
(л масса ленты в анализируемом
образце проволоки.
Количество шихты в желобе должно быть таким, чтобы при закрытии его в трубку весь объем ее полости был заполнен 5 шихтой. Если ввести для количественной оценки этого требования величину, называемую коэффициентом заполнения полости Кзп, то она определится выражением
,0, Ksn -100%,
где УШ - объем полости трубки занятой
шихтой;
Vn -объем полости трубки. Таким образом, одной из основных характеристик известного способа является
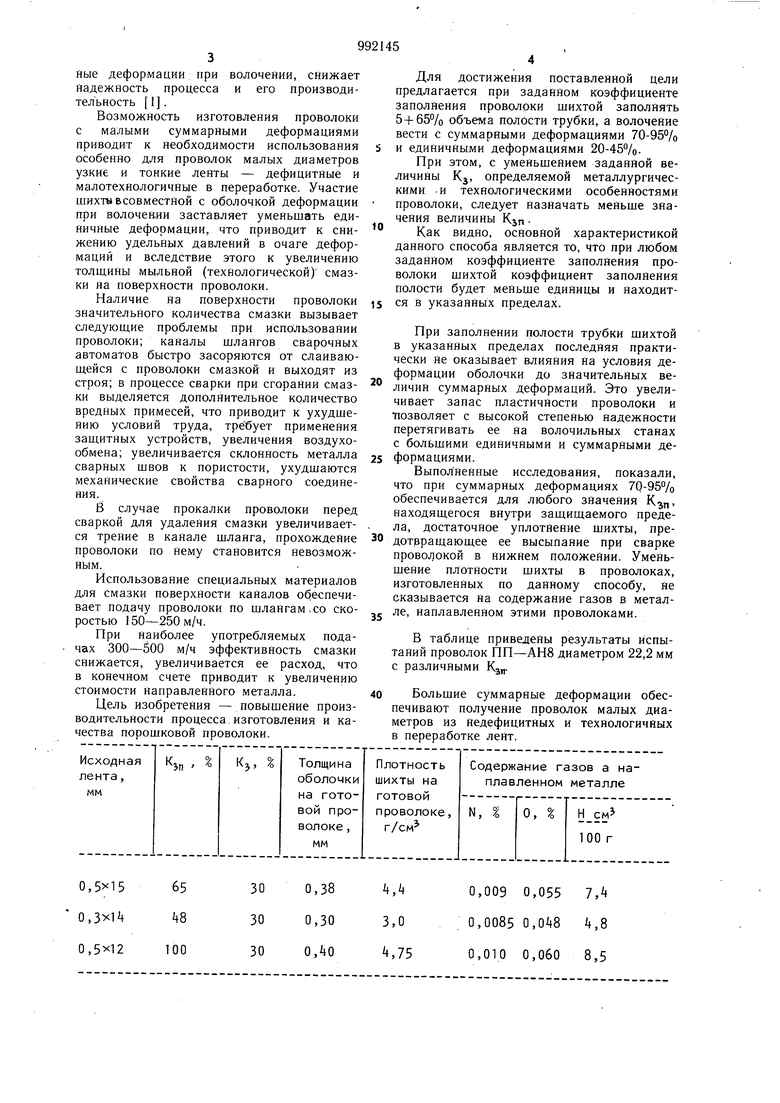
15 то, что при любом заданном коэффициенте заполнения проволоки шихтой коэффициент заполнения полости равен единице. При таком способе изготовления шихта, заполняющая весь объем полости трубки,
20 ухудшает условия деформации проволоки при волочении. Быстро уплотняясь, шихта сдерживает удлинение оболочки, вызывая в Ней остаточные растягивающие напряжения. Это ведет к быстрой потере пластичности проволоки, ограничивает ее суммарные деформации при волочении, снижает надежность процесса и его производительность 1 . Возможность изготовления проволоки с малыми суммарными деформациями приводит к необходимости использования особенно для проволок малых диаметров узкие и тонкие ленты - дефицитные и малотехнологичные в переработке. Участие шихты Бсовместной с оболочкой деформации при волочен.ии заставляет уменьшать единичные деформации, что приводит к снижению удельных давлений в очаге деформаций и вследствие этого к увеличению толш,ины мыльной (технологической) смазки на поверхности проволоки. Наличие на поверхности проволоки значительного количества смазки вызывает следуюшие проблемы при использовании проволоки; каналы шлангов сварочных автоматов быстро засоряются от слаивающейся с проволоки смазкой и выходят из строя; в процессе сварки при сгорании смазки выделяется дополнительное количество вредных примесей, что приводит к ухудшению условий труда, требует применения зашитных устройств, увеличения воздухообмена; увеличивается склонность металла сварных швов к пористости, ухудшаются механические свойства сварного соединения. В случае прокалки проволоки перед сваркой для удаления смазки увеличивается трение в канале шланга, прохождение проволоки по нему становится невозможным. Использование специальных материалов для смазки поверхности каналов обеспечивает подачу проволоки по шлангам,со скоростью 150-250 м/ч. При наиболее употребляемых подачах 300-500 м/ч эффективность смазки снижается, увеличивается ее расход, что в конечном счете приводит к увеличению стоимости направленного .металла. Цель изобретения - повышение производительности процесса изготовления и качества порошковой проволоки. 300,38k,k 0, 0,3x1 300,303,0 300,404,75 0,5x12 Для достижения поставленной цели предлагается при заданном коэффициенте заполнения проволоки шихтой заполнять 5+65% объема полости трубки, а волочение вести с суммарными деформациями 70-95% и единичными деформациями 20-45%. При этом, с уменьшением заданной величины Kj, определяемой металлургическими .и технологическими особенностями проволоки, следует назначать меньше значения величины Kjn Как видно, основной характеристикой данного способа является то, что при любом заданном коэффициенте заполнения проволоки шихтой коэффициент заполнения полости будет меньше единицы и находится в указанных пределах, При заполнении полости трубки шихтой в указанных пределах последняя практически не оказывает влияния на условия деформации оболочки до значительных величин суммарных деформаций. Это увеличивает запас пластичности проволоки и ттозволяет с высокой степенью надежности перетягивать ее на волочильных станах с большими единичными и суммарными деформациями. Выполненные исследования, показали, что при суммарных деформациях 70-95% обеспечивается для любого значения К пнаходяшегося внутри зашищаемого предела, достаточное уплотнение шихты, предотврашаюшее ее высыпание при сварке проволокой в нижнем положении. Уменьшение плотности шихты в проволоках, изготовленных по данному способу, не сказывается на содержание газов в металле, наплавленном этими проволоками. В таблице приведены результаты испытаний проволок ПП-АН8 диаметром 22,2 мм с различными КзцБольшие суммарные деформации обеспечивают получение проволок малых диаметров из недефицитных и технологичных в переработке лент. 0,009 0,055 7,4 0,0085 0,0it8 4,8 0,010 0,060 8,5 Проведенные исследования показали также, что при единичных деформациях по маршруту 20-45°/о на поверхности проволоки вследствие высоких удельных давлений в очаге. деформации остается минимальный слой смазки. Это позволяет использовать порошковую проволоку в шланговых полуавтоматах бе,з дополнительной прокалки после ее волочения. Остаточная пленка смазки не засоряет шланги и обеспечивает беспрепятственное прохождение проволоки по ним. Содержание водорода в металле, наплавленном проволокой, изготовленной по предлагаемому способу, снижается до уровня, фиксируемого в металле, наплавленном прокаленной проволокой. Верхнее значение величины единичной деформации определено из соотношения силы волочения и силы разрыва проволоки. Для получения в заготовке проволоки назначенного Kjn при заданном Kj необходимо использовать ленту, размеры поперечного сечения которой, т.е. ее толшину h и ширину В следует определять из выражений1Уя-1С1 У KJn2rш- KJCy,-R:зп где ч - коэффициент суммарной деформации ( i 1,78-4,50); d - диаметр готовой проволоки; г(л удельная масса материала ленты; fiu насыпная масса шихты. B(D-h)st, гдеВ - наружный диаметр трубки равный D 4d. Большие величины суммарной деформации назначаются в случае меньших величин Кз„ Результаты исследований нового способа реализованы при разработке известной порошковой проволоки ЦП-АНЮ, полость заготовки которой из ленты 0,5x12 мм заполняется на 50%. Эта проволока изготавливается в промышленности на четырехкратных волочильных станах с суммарньш обжатием и средними единичными обжатиями по маршруту 26,2% и на шестикратных волочильных станах с суммарным обжатием 80% и средним единичным обжатием по маршруту 25%. Предлагаемая проволока характеризуется отличными сварочно-технологическими свойствами и высокой производительностью наплавки, превосходяшей производительность всех известных отечественных материалов для полуавтоматической сварки. Минимальное количество технологической смазки на поверхности проволоки обеспечивает высокие скорости подачи ее по шлангам сварочных полуавтоматов. Формула изобретения Способ изготовления порошковой проволоки, при котором производят формовку холоднокатаной ленты в желоб, заполнение желоба порошкообразной шихтой, формование желоба в трубку и многократное волочение заполненной трубки, отличающийся тем, что, с целью повышения производительности процесса изготовления и качества порошковой проволоки, заполнение желоба шихтой производят в количестве 5--65% от объема полости трубки; а волочение трубки ведут с суммарными обжатиями 70-95% и единичными обжатиями 20-45%, при этом исходные размеры ленты выбирают из соотношений К-УшХ(,) h - толщина ленты; cf - коэффициент, зависящий от суммарной деформации заготовки и равный 1,78-4,5; УЛ -удельная масса материала ленты; Уц Насыпная масса шихты; Kj -коэффициент заполнения проволоки шихтой в долях единицы; Kjn-коэффициент заполнения объема полости трубки шихтой, равный 0,05-0,65; В (D-h)5l., ширина сечения ленты; JD наружный диаметр трубки, равный D td. Источники информации, ринятые во внимание при экспертизе . Походня И. К. Сварка порошковой олоки. - Киев, «Наукова думка, 1972 129 (прототип).
