2.Комплектователь по п. 1, отличающийся тем, что комплектовочный стол снабжен дополнительной стационарной секцией, установленной перед подающим столом, а палеты его соединены между собой шарнирными параллелограммами.
3.Комплектователь по пп. 1 и 2, отличающийся тем, что приемный стол снабжен копирной системой, выполненной в виде жесткой пластины с фигурными зеркально расположенными прорезями и пропущенными через них пальцами, соединенными посредством тяг с крайними, подвижными секциями. 4. Комплектователь по п. 1, отличающийся тем, что подвижная рейка дополнительно снабжена упором, закрепленным на одном конце, и пальцем - на другом, а копирная система приемного стола выполнена с дополнительной прорезью, причем упор рейки установлен с возможностью контакта с упором копирной системы подающего стола, а палец расположен в дополнительной прорези приемного стола.

| название | год | авторы | номер документа |
|---|---|---|---|
| Комплектователь слоя садки кирпича на обжиговую вагонетку | 1983 |
|
SU1140965A1 |
| Комплектователь слоя садки кирпича на печную вагонетку | 1982 |
|
SU1077796A1 |
| Установка для формирования слоя садки керамических изделий на обжиговые вагонетки | 1986 |
|
SU1375466A1 |
| Автомат пакетной садки кирпича на печную вагонетку | 1980 |
|
SU944937A1 |
| Комплектователь слоя садки кирпича на обжиговую вагонетку | 1987 |
|
SU1447680A1 |
| Установка для пакетирования лицевого кирпича | 1986 |
|
SU1414654A1 |
| Автомат пакетной садки керамических изделий на обжиговую вагонетку | 1985 |
|
SU1273251A1 |
| Установка для садки керамических изделий на печные вагонетки | 1980 |
|
SU912515A1 |
| Установка для укладки кирпича напЕчНыЕ ВАгОНЕТКи | 1978 |
|
SU804452A1 |
| Установка для садки керамических изделий на обжиговые вагонетки | 1977 |
|
SU710806A1 |
1. КОМПЛЕКТОВАТЕЛЬ СЛОЯ САДКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ НА ОБЖИГОВБ1Е ВАГОНЕТКИ, содержащий установленные в технологической последовательности на раме приводной толкатель с закрепленными на боковинах откидными упорами, подающий стол, выполненный в ви: де двух взаимосвязанных между собой секций, комплектовочный стол с набором палет, установленных в направляющих, приемный стол, выполненный в виде центральной стационарной и крайних подвижных секций, установленных перпендикулярно направлению перемещения изделий на комплектователе, и подвижную рейку с упором, расположенную в нижней части рамы по продольной оси комплектователя, отличающийся тем, что, с целью повыщения надежности комплектователя, он снабжен копирной системой, выполненной в виде жесткой пластины с упором и фигурной прорезью с пропущенным через нее пальцем, и гибкой тягой с поворотным упором, причем секции подающего стола взаимосвязаны между собой при помощи многократного щарнирного параллелограмма, копирная система, рас(Я положенная под секциями, установлена в направляющих, а поворотный упор гибкой тяги установлен с возможностью контакта с откидным упором приводного толкателя, при этом палец копирной системы соединен посредством тяги с крайней секцией подающего стола. х сд сд
Изобретение относится к промышленности строительных материалов и может быть использовано при комплексной механизации и автоматизации производства кирпича, керамических камней, блоков и подобных им изделий.
Целью изобретения является повышение надежности комплектователя.
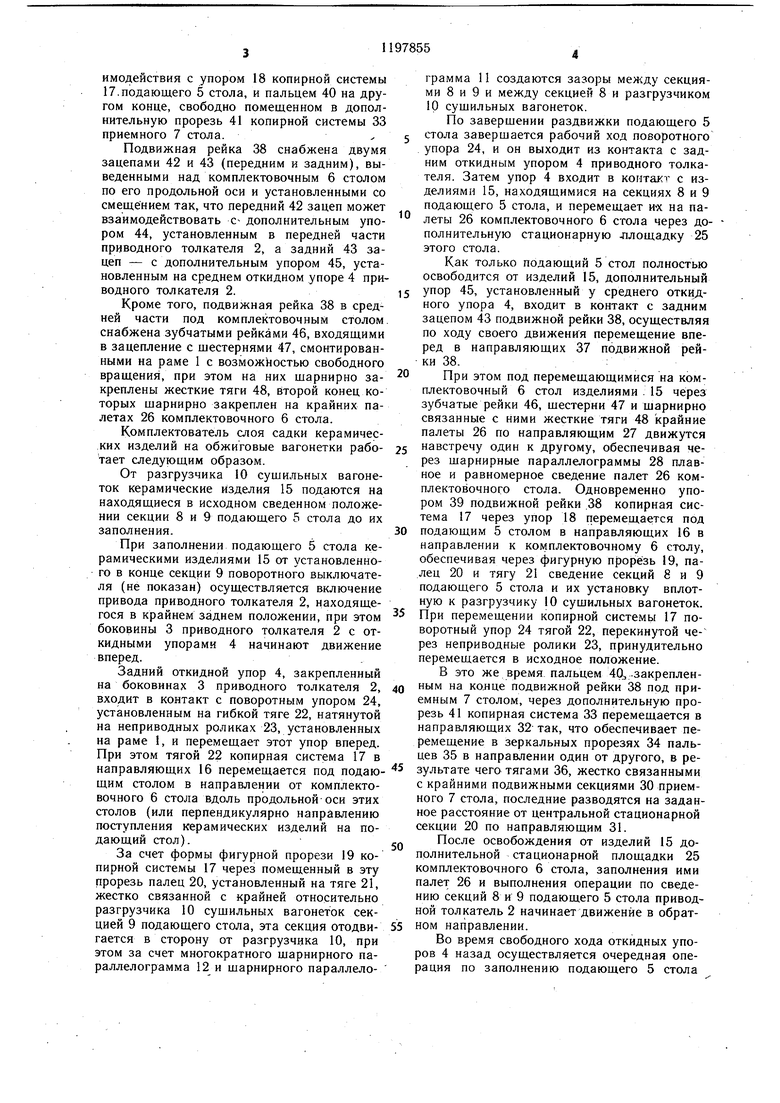
На фиг. 1 представлен Комплектователь, общий вид; на фиг. 2 - то же, вид в плане; на фиг. 3 - подающий стол с копирной системой; на фиг. 4 - узел I на фиг. 3; на фиг. 5 - комплектовочный стол; на фиг. 6 - приемный стол с копирной системой.
Устройство содержит установленные в технологической последовательности на раме 1 приводной толкатель 2 с закрепленными на боковинах 3 в виде втулочно-роликовых реек откидными упорами 4 с неприводными копирными роликами, контактирующими с копиром рамы 1, снабженным откидным замком, подающий 5, комплектовочный 6 и приемный 7 столы.
Подающий 5 стол комплектователя выполнен в виде двух подвижных секций 8 и 9.
В исходном положении секции 8 и 9 подающего 5 стола находятся вплотную одна к другой, при этом секция 8, смежная с разгрузчиком 10 сущильных вагонеток, связана с ним щарнирным параллелограммом 11, а между собой секции 8 и 9 связаны многократным шарнирным параллелограммом 12.
Секции 8 и 9 смонтированы на катках 13 и установлены на направляющих 14 с возможностью перемещения относительно исходного положения в направлении перемещения на них керамических изделий 15 от разгрузчика 10 сушильных вагонеток и обратно.
Под подающим 5 столбм в направляющих 16 с возможностью возвратно-поступательного перемещения в направлении, перпендикулярном направлению перемещения на этот стол керамических изделий 15, смонтирована копирная система 17 в виде жесткой пластины с упором 18 и фигурной прорезью 19. В фигурную прорезь 19 копирной системы Г/ свободно помещен палец 20, установленный на жесткой тяге 21, щарнирно связанной с крайней подвижной секцией 9 подающего 5 стола.
Копирная система 17 связана с гибкой тягой 22, перекинутой через неприводные роQ лики 23, смонтированные на раме 1. На этой тяге закреплен поворотный упор 24, установленный с возможностью взаимодействия с задним откидным упором 4 приводного толкателя 2.
Комплектовочный 6 стол (фиг. 5) снабжен дополнительной стационарной площадкой 25 для керамических изделий 15, установленной перед подающим 5 столом, и выполнен в виде набора групп палет 26, установленных на направляющих 27 и связанных между собой в нижней части щарнир0ными параллелограммами 28.
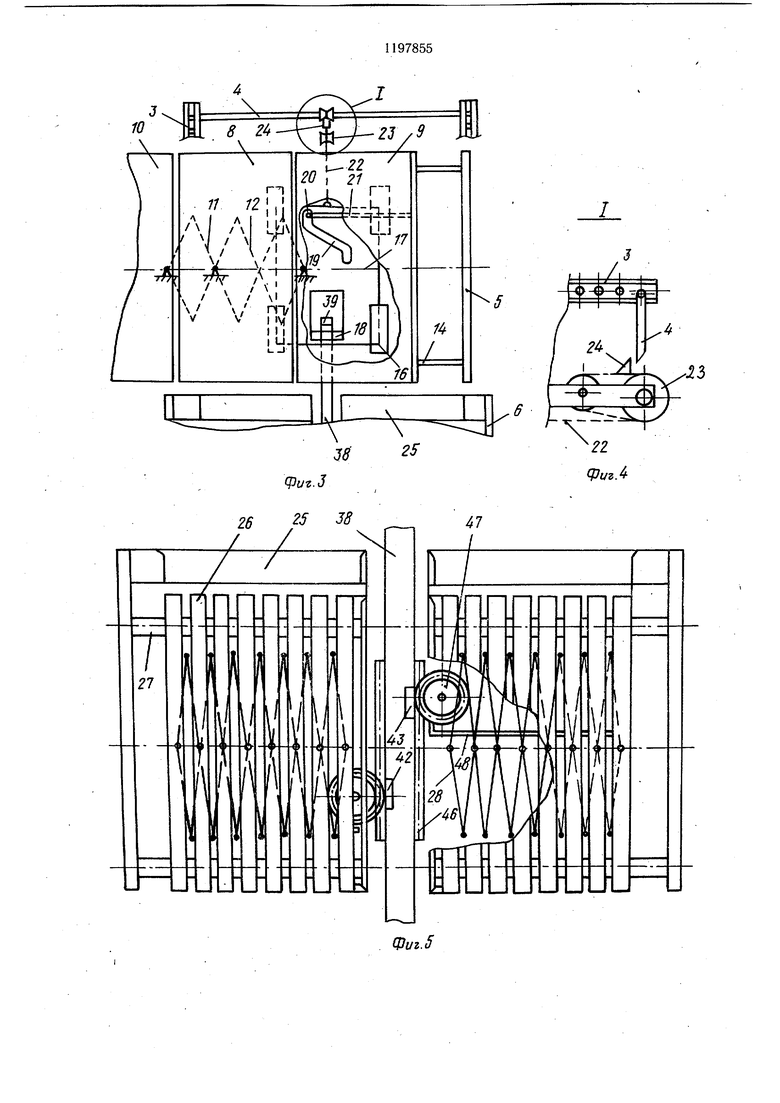
Приемный 7 стол (фиг. 6) выполнен в виде набора центральной стационарной 29 секции и крайних подвижных 30 секций, установленных на направляющих 31 перпендикулярно направлению перемещения на эти секции керамических изделий 15.
Под приемным 7 столом в направляющих 32 с возможностью возвратно-поступательного перемещения перпендикулярно направлению перемещения по этому столу керамических изделий 15 смонтирована копирная система 33 в виде жесткой пластины с фигурными зеркальными прорезями 34, в которые свободно помещены пальцы 35, установленные на концах тяг 36, жестко связанных с крайними подвижными 30 секциями приемного 7 стола.
В нижней части рамы 1 комплектователя по его продольной оси в направляющих 37 с возможностью возвратно-поступательного перемещения вдоль этой оси смонтирована
0 подвижная рейка 38 с упором 39 на одном конце, установленным с возможностью взаимодействия с упором 18 копирной системы 17.подающего 5 стола, и пальцем 40 на другом конце, свободно помещенном в дополнительную прорезь 41 копирной системы 33 приемного 7 стола.
Подвижная рейка 38 снабжена двумя зацепами 42 и 43 (передним и задним), выведенными над комплектовочным 6 столом по его продольной оси и установленными со смещением так, что передний 42 зацеп может взаимодействовать с- дополнительным упором 44, установленным в передней части приводного толкателя 2, а задний 43 зацеп - с дополнительным упором 45, установленным на среднем откидном упоре 4 приводного толкателя 2.
Кроме того, подвижная рейка 38 в сред ней части под комплектовочным столом снабжена зубчатыми рейками 46, входящими в зацепление с щестернями 47, смонтированными на раме 1 с возможностью свободного вращения, при этом на них щарнирно закреплены жесткие тяги 48, второй конец которых шарнирно закреплен на крайних палетах 26 комплектовочного 6 стола.
Комплектователь слоя садки керамических изделий на обжиговые вагонетки работает следующим образом.
От разгрузчика 10 сушильных вагонеток керамические изделия 15 подаются на находящиеся в исходном сведенном положении секции 8 и 9 подающего 5 стола до их заполнения.
При заполнении подающего 5 стола керамическими изделиями 15 от установленного в конце секции 9 поворотного выключателя (не показан) осуществляется включение привода приводного толкателя 2, находящегося в крайнем заднем положении, при этом боковины 3 приводного толкателя 2 с откидными упорами 4 начинают движение вперед.
Задний откидной упор 4, закрепленный на боковинах 3 приводного толкателя 2, входит в контакт с поворотным упором 24, установленным на гибкой тяге 22, натянутой на неприводных роликах 23, установленных на раме 1, и перемещает этот упор вперед. При этом тягой 22 копирная система 17 в направляющих 16 перемещается под подающим столом в направлении от комплектовочного 6 стола вдоль продольной оси этих столов (или перпендикулярно направлению поступления керамических изделий на подающий стол).
За счет формы фигурной прорези 19 копирной системы 17 через помещенный в эту прорезь палец 20, установленный на тяге 21, жестко связанной с крайней относительно разгрузчика 10 сущильных вагонеток секцией 9 подающего стола, эта секция отодвигается в сторону от разгрузчика 10, при этом за счет многократного щарнирного параллелограмма 12 и шарнирного параллелограмма 11 создаются зазоры между секциями 8 и 9 и между секцией 8 и разгрузчиком 10 сущильных вагонеток.
По завершении раздвижки подающего 5 5 стола завершается рабочий ход поворотного упора 24, и он выходит из контакта с задним откидным упором 4 приводного толкателя. Затем упор 4 входит в контакт с изделиями 15, находящимися на секциях 8 и 9 подающего 5 стола, и перемещает и-х на па леты 26 комплектовочного 6 стола через дополнительную стационарную ллощадку 25 этого стола.
Как только подающий 5 стол полностью освободится от изделий 15, дополнительный
5 упор 45, установленный у среднего откидного упора 4, входит в контакт с задним зацепом 43 подвижной рейки 38, осуществляя по ходу своего движения перемещение вперед в направляющих 37 подвижной рейки 38.:
0 При этом под перемещающимися на комплектовочный 6 стол изделиями . 15 через зубчатые рейки 46, шестерни 47 и шаркирно связанные с ними жесткие тяги 48 крайние палеты 26 по направляющим 27 движутся
5 навстречу один к другому, обеспечивая через шарнирные параллелограммы 28 плавное и равномерное сведение палет 26 комплектовочного стола. Одновременно упором 39 подвижной рейки .38 копирная система 17 через упор 18 перемещается под
0 подающим 5 столом в направляющих 16 в направлении к комплектовочному 6 столу, обеспечивая через фигурную прорезь 19, палец 20 и тягу 21 сведение секций 8 и 9 подающего 5 стола и их установку вплотную к разгрузчику 10 сущильных вагонеток.
5 При перемещении копирной системы 17 поворотный упор 24 тягой 22, перекинутой через неприводные ролики 23, принудительно перемещается в исходное положение.
В это же время пальцем 4Q, .закрепленQ ным на колце подвижной рейки 38 под приемным 7 столом, через дополнительную прорезь 41 копирная система 33 перемещается в направляющих 32 так, что обеспечивает перемещение в зеркальных прорезях 34 пальцев 35 в направлении один от другого, в ре5 зультате чего тягами 36, жестко связанными с крайними подвижными секциями 30 приемного 7 стола, последние разводятся на заданное расстояние от центральной стационарной секции 20 по направляющим 31.
Q После освобождения от изделий 15 дополнительной стационарной площадки 25 комплектовочного 6 стола, заполнения ими палет 26 и выполнения операции по сведению секций 8 и 9 подающего 5 стола приводной толкатель 2 начинает движение в обрат5 ном направлении.
Во время свободного хода откидных упоров 4 назад осуществляется очередная операция по заполнению подающего 5 стола
керамическими изделиями 15, захват скомплектованного слоя садки с приемного 7 стола и его перенос на обжиговую вагонетку.
На заключительном этапе заднего хода приводного толкателя 2 дополнительный упор 44, закрепленный в передней части приводного толкателя 2, входит в контакт с передним зацепом 42 подвижной рейки 38, осуществляя ее перемещение назад.
При этом осуществляется сведение секций 29 и 30 приемного 7 стола и раздвижение палет 26 комплектовочного 6 стола с установленными на них керамическими изделиями 15, а упор 39 подвижной рейки 38 отодвигается от упора 18 копирной системы 17, что в дальнейшем позволяет ей свободно перемещаться в сторону от комплектовочного 6 стола.
Поскольку заполнение приемного 7 стола керамическими изделиями 15 осуществляется в два приема (два хода вперед приводного толкателя 2), сведение и разведение секций этого стола в первом случае осуществляется при его частичном заполнении, а
съем изделий - после его полного заполнения и фиксации секций в разведенном положении.
Использование изобретения обеспечивает выполнение операций по разведению и сведению секций подающего стола, сведение и разведение палет комплектовочного стола, а также секций приемного стола за счет простой и надежной взаимосвязи этих узлов с приводным толкателем с откидными упорами, т.е. от одного привода, без сложных систем синхронизации и блокировки работы отдельных узлов, кроме того, позволяет более равномерно и плавно раздвигать секции подающего стола и палеты
комплектовочного стола за счет замены жестких ограничителей раздвижки щарнирными параллелограммами в комплексе с простыми и надежными копирными системами.
Повыщается также надежность работы комплектовочного стола за счет создания
0 зазоров между керамическими изделиями на разгрузчике сушильных вагонеток и подающем столе перед включением в работу приводного толкателя.
Фиг.5
| Комплектователь слоя садки кирпича на печную вагонетку | 1982 |
|
SU1077796A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Комплектователь слоя садки кирпича на обжиговую вагонетку | 1983 |
|
SU1140965A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
