Изобретение относится к машиностроению, в частности к производству крючковых коллекторов электрических машин малой мощности.
Целью изобретения является упрощение способа изготовления и повышения качества коллектора.
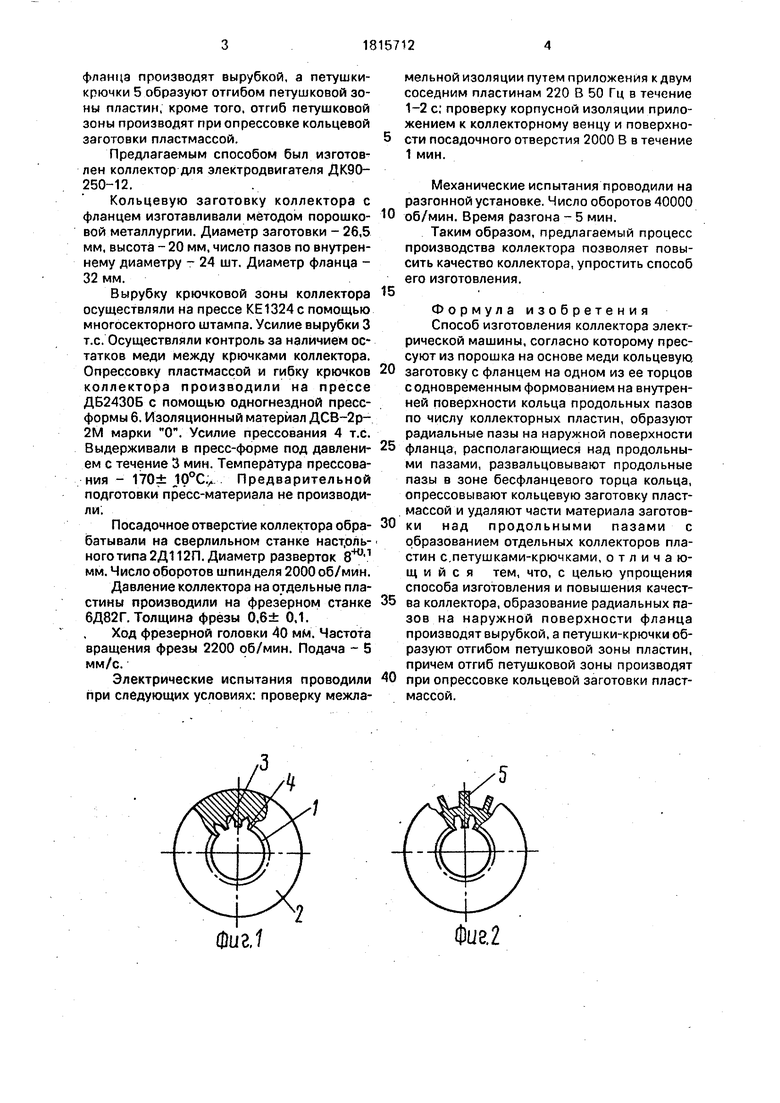
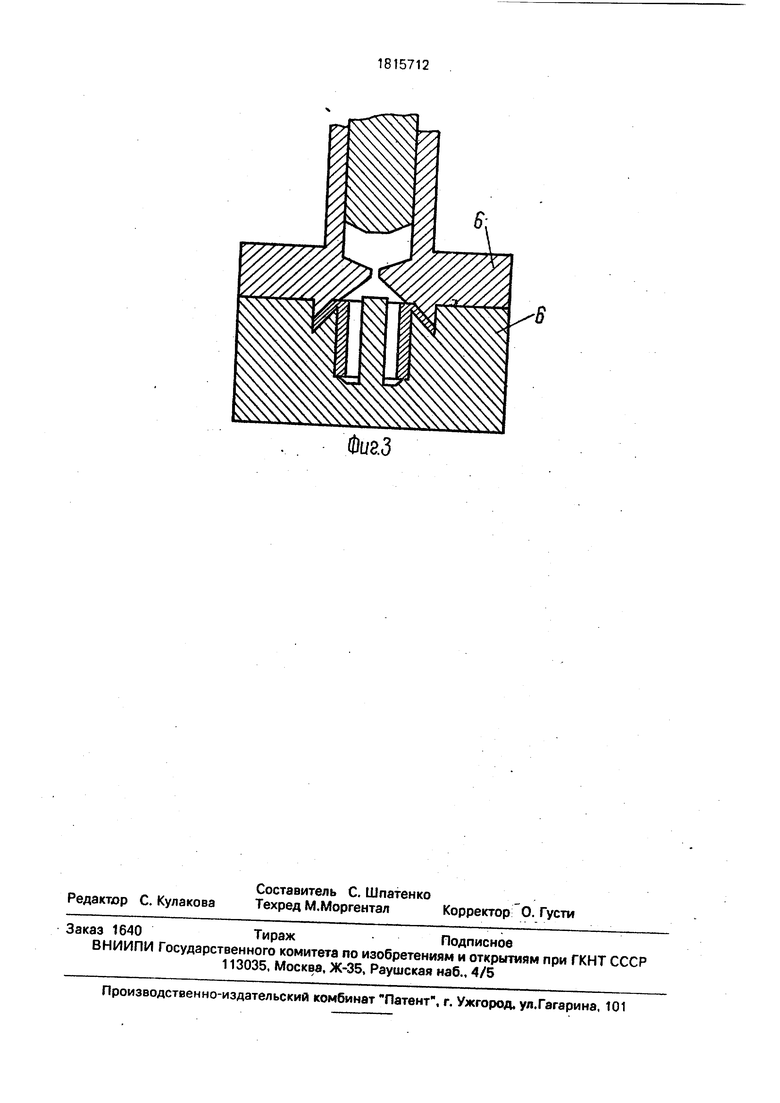
На фиг. 1 показана первоначальная заготовка коллектора; на фиг. 2 - заготовка с образованной крючковой зоной; на фиг. 3 - полость пресс-формы для опрессовки коллектора.
Сущность способа изготовления коллектора электрической машины заключается в следующем.
Осуществляют прессование из порошка на основе меди кольцевой заготовки 1 с фланцем 2 на одном из ее торцев с одновременным формованием на внутренней поверхности кольца продольных пазов -3 по числу коллекторных пластин 4 образование радиальных пазов на наружной поверхности фланца, располагающихся над продольными пазами, развальцовку продольных пазов в зоне бесфланцевого торца кольца, опрессовку кольцевой заготовки пластмассой и удаление частей материала заготовки над продольными пазами с образованием отдельных коллекторных пластин с петушками-крючками, причем образование радиальных пазов на наружной поперхности
on
&
ю
фланца производят вырубкой, а петушки- крючки 5 образуют отгибом петушковой зоны пластин, кроме того, отгиб петушковой зоны производят при опрессовке кольцевой заготовки пластмассой.
Предлагаемым способом был изготовлен коллектор для электродвигателя ДК90- 250-12.
Кольцевую заготовку коллектора с фланцем изготавливали методом порошковой металлургии. Диаметр заготовки - 26,5 мм, высота - 20 мм, число пазов по внутреннему диаметру - 24 шт. Диаметр фланца - 32 мм.
Вырубку крючковой зоны коллектора осуществляли на прессе КЕ1324 с помощью многосекторного штампа. Усилие вырубки 3 т.е. Осуществляли контроль за наличием остатков меди между крючками коллектора. Опрессовку пластмассой и гибку крючков коллектора производили на прессе ДБ2430Б с помощью одногнездной пресс- формы 6. Изоляционный материал ДСВ-2р- 2М марки О. Усилие прессования 4 т.е. Выдерживали в пресс-форме под давлением с течение 3 мин. Температура прессования - 170± 10°С.л Предварительной подготовки пресс-материала не производили.
Посадочное отверстие коллектора обрабатывали на сверлильном станке настрль- ного типа 2Д112П. Диаметр разверток 8401 мм. Число оборотов шпинделя 2000 об/мин.
Давление коллектора на отдельные пластины производили на фрезерном станке 6Д82Г. Толщина фрезы 0,6± 0,1.
Ход фрезерной головки 40 мм. Частота вращения фрезы 2200 об/мин. Подача - 5 мм/с.
Электрические испытания проводили при следующих условиях: проверку межла0
5
0
5
0
5
0
мельной изоляции путем приложения к двум соседним пластинам 220 В 50 Гц в течение 1-2 с; проверку корпусной изоляции приложением к коллекторному венцу и поверхности посадочного отверстия 2000 В в течение 1 мин.
Механические испытания проводили на разгонной установке. Число оборотов 40000 об/мин. Время разгона - 5 мин.
Таким образом, предлагаемый процесс производства коллектора позволяет повысить качество коллектора, упростить способ его изготовления.
Формула изобретения Способ изготовления коллектора электрической машины, согласно которому прессуют из порошка на основе меди кольцевую, заготовку с фланцем на одном из ее торцов с одновременным формованием на внутренней поверхности кольца продольных пазов по числу коллекторных пластин, образуют радиальные пазы на наружной поверхности фланца, располагающиеся над продольными пазами, развальцовывают продольные пазы в зоне бесфланцевого торца кольца, спрессовывают кольцевую заготовку пластмассой и удаляют части материала заготовки над продольными пазами с образованием отдельных коллекторов пластин с.петушками-крючками, отличающийся тем, что, с целью упрощения способа изготовления и повышения качества коллектора, образование радиальных пазов на наружной поверхности фланца производят вырубкой, а петушки-крючки образуют отгибом петушковой зоны пластин, причем отгиб петушковой зоны производят при опрессовке кольцевой заготовки пластмассой.
ФигЗ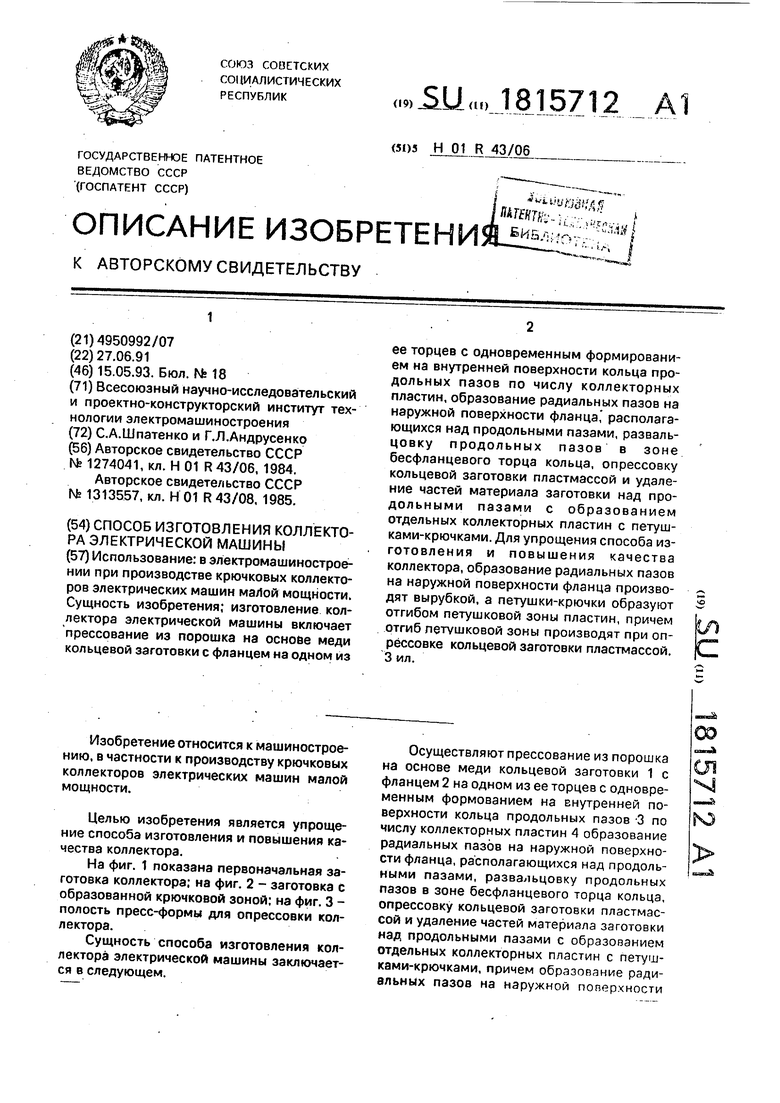
| название | год | авторы | номер документа |
|---|---|---|---|
| КОЛЛЕКТОР ЭЛЕКТРИЧЕСКИХ МАШИН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2233518C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЛЕКТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1991 |
|
RU2007800C1 |
| Способ изготовления коллектора электродвигателя из трубной заготовки | 1982 |
|
SU1083272A1 |
| Способ изготовления коллектора | 1988 |
|
SU1640762A1 |
| Способ изготовления коллекторов электрических машин | 1989 |
|
SU1688338A1 |
| Способ изготовления коллекторов электрических машин | 1979 |
|
SU875515A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЛЕКТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2001 |
|
RU2209498C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2079196C1 |
| Способ изготовления коллектора электрической машины | 1984 |
|
SU1185463A1 |
| Узел соединения выводов секций обмотки якоря с петушками коллекторных пластин | 1987 |
|
SU1608770A1 |
Использование: в электромашиностроении при производстве крючковых коллекторов электрических машин малой мощности. Сущность изобретения; изготовление коллектора электрической машины включает прессование из порошка на основе меди кольцевой заготовки с фланцем на одном из ее торцев с одновременным формированием на внутренней поверхности кольца продольных пазов по числу коллекторных пластин, образование радиальных пазов на наружной поверхности фланца, располагающихся над продольными пазами, развальцовку продольных пазов в зоне бесфланцевого торца кольца, опрессовку кольцевой заготовки пластмассой и удаление частей материала заготовки над продольными пазами с образованием отдельных коллекторных пластин с петушками-крючками. Для упрощения способа из- готовления и повышения качества коллектора, образование радиальных пазов на наружной поверхности фланца производят вырубкой, а петушки-крючки образуют отгибом петушковой зоны пластин, причем отгиб летушковой зоны производят при оп- рёссовке кольцевой заготовки пластмассой. 3 ил. С
| Способ изготовления крючкового коллектора электрической машины (его варианты) | 1985 |
|
SU1274041A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ изготовления коллекторов электрических машин | 1983 |
|
SU1313557A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
