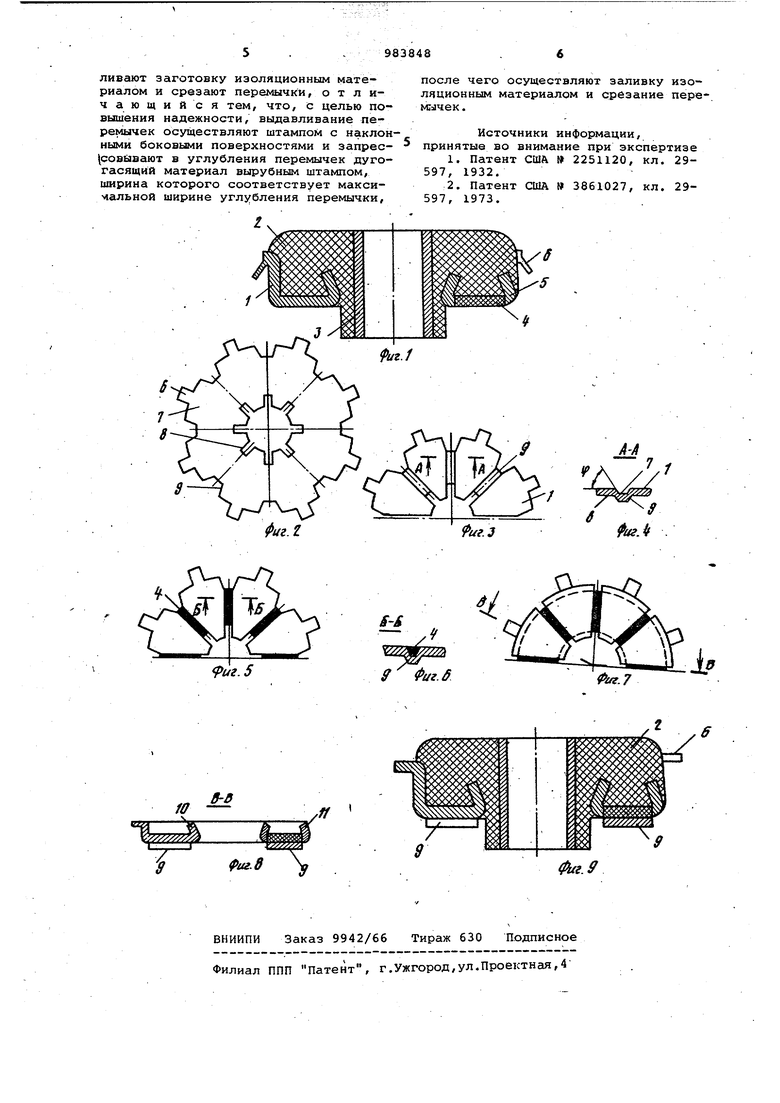
увеличиваются от рабочей торцовой по верхности и заполнены запрессованным в них дугогасящим материалом. Указанная цель достигается также тем, что согласно способу изготовления торцового коллектора, вьщавливаиие перемычек осуществляют штампом с наклонными боковыми поверхностями и запрессовывают в углубления перемычек дугогасящий материал вырубным штампом, ширина которого соответству ет максимальной ширине углубления пе ремычки, после чего осуществляют заливку изоляционным материалом и срезание перемычек. На фиг. 1 изображен предлагаемый коллектор, продольный разрез; на фиг 2 - заготовка коллектора; на фиг.З то же, с выдавленными перемычками; на фиг. 4 - разрез А-А на фиг. 3; на фиг. 5 - заготовка коллектора после заполнения углублений перемычек дуго стойким материалом; на фиг. 6 - разрез Б-Б на фиг, 5; на фиг. 7 - заготовка коллектора после отгибания лепестков; на фиг. 8 - разрез В-В на фиг. 7; на фиг. 9 - коллектор после заливки изоляционным материалом, про дольный разрез. Торцовый коллектор (фиг. 1) имеет ламели 1 (например из меди), разделе ные зазорами, зал.итые изоляционным материалом 2 (например, пластмассой) и армирован втулкой 3. Зазоры между ламелями 1 заполнены дугогасящим материалом 4 (например, фиброй). Ламели 1 имеют лепестки 5, отогнутые внутрь относительно торцовой поверхности для обеспечения заделки в изоляционном материале 2, а также язычки 6 .для присоединения концов обмотки якоря. Боковые поверхности ламелей 1 рас положены под углоц к торцовой поверх ности ламелей (фиг. 4) так, что зазор 7 между ламелями увеличивается о рабочей торцовой поверхности 8. Эти зазоры заполнены дугогасящим материалом 4 (фиг. 1, 6), толщина которого соответствует максимальной величине зазора 7 между ламелями 1. Предлагаемый способ изготовления торцового коллектора заключается в -следующем. В заготовке коллектора выдавливают технологические перемычки 9 (фиг.3,4)с помощью инструмента с нак лонными боковыми поверхностями так,ачто между боковыми поверхностями лам лей 1 и их торцовой поверхностью обр зуется .При этом зазор 7 между ламелями 1 увеличивается от рабочей тор цовой поверхности 8ламелей 1 (фиг.4). Затем заготовку помещают в npeqc и запрессовывают в зазоры 7 дугогасящий материал 4 (фиг. 5, 6)-вырубным штампом, ширина которого соответствует ширине углубления перемычки 9. При этом толщина дугогасящего материала будет соответствовать максимальной величине зазора 7 между ламелями.1. Полученную заготовку затем обрабатывают, отгибая ламели 1 по внутреннему 10 и наружному 11 периметрам (фиг. 7, 8), после чего устанавливают заготовку в пресс-форму вместе с втулкой 3 и заливают изоляционным материалом 2, получая заготовку, показанную на фиг. 9. Затемперемычки 9 срезают, например, фрезерованием и получают коллектор, показанный на фиг, 1 и готовый к применению. Благодаря тому, что зазоры между ламелями заполнены дугогасящим материалом, торцовый коллектор можно использовать в электрических машинах с напряжением более 80 В, в частности, в машинах на напряжение 220 В. Выполнение ламелей с наклонными боковыми поверхностями обеспечивает надежное удержаниедугогасящего материала в зазорах между ламелями после заливки пластмасеой, что обеспечивает надежность коллектора. Применение предлагаемых конструкций и способа изготовления торцового коллектора обеспечивает возможность расширения диапазона рабочего напряжения электрических машин с торцовыми коллекторами, упрощение изготовления электрических машин на напряжение выше 80 В благодаря возможности применения более технологического торцового коллектора и повышение его надежности. Экономия от внедрения изобретения обеспечивается удешевлением изготовления коллекторов (по сравнению с радиальными) и повышением надежности. Формула изобретения 1,Торцовый коллектор электрической машины, содержащий залитые в изоляционный материал ламели с отогнутыми лепестками, отличающийс я тем, что, с целью расширения диапазона рабочего напряжения и повышений надежности, боковые поверхности ламеле-д расположены под углом к торцовой поверхности так, что зазоры между ламелями увеличиваются от рабочей торцовой поверхности и заполнены запрессованным в них дугогасящим материалом. 2,Способ изготовления торцового коллектора электрической машины, при котором берут заготовку коллектора, выдавливают между ламелями перемычки, выступающие за рабочую торцовую поверхность заготовки, с образованием между ламелями зазора в виде углубления пере1.«:лчки, отгибают лепестки, за
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления крючкового коллектора электрической машины (его варианты) | 1985 |
|
SU1274041A1 |
| Способ изготовления коллектора электрической машины | 1980 |
|
SU896703A1 |
| Способ изготовления коллектора | 1980 |
|
SU1112460A1 |
| Способ изготовления торцевого коллектора электрической машины | 1977 |
|
SU705578A1 |
| Способ изготовления коллектора электрической машины | 1975 |
|
SU557450A1 |
| Коллектор для электрической машины | 1982 |
|
SU1069038A1 |
| Коллектор электрической машины и способ его изготовления | 1981 |
|
SU1014077A1 |
| Способ изготовления коллектора электродвигателя из трубной заготовки | 1982 |
|
SU1083272A1 |
| Способ изготовления коллектора электрической машины | 1981 |
|
SU978252A1 |
| Устройство для сопряжения вала ротора электрической машины с зубчатым колесом | 1978 |
|
SU752631A1 |
