ND
4
с
4
Изобретение относится к черной и цветной металлургии и может быть использовано при прокатке сортового металла, например, прямоугольного сечения или заготовок металлорукавов
Цель изобретения - ювьшение качества проката за счет создания равномерного наклепа по контуру его поперечного сечения.
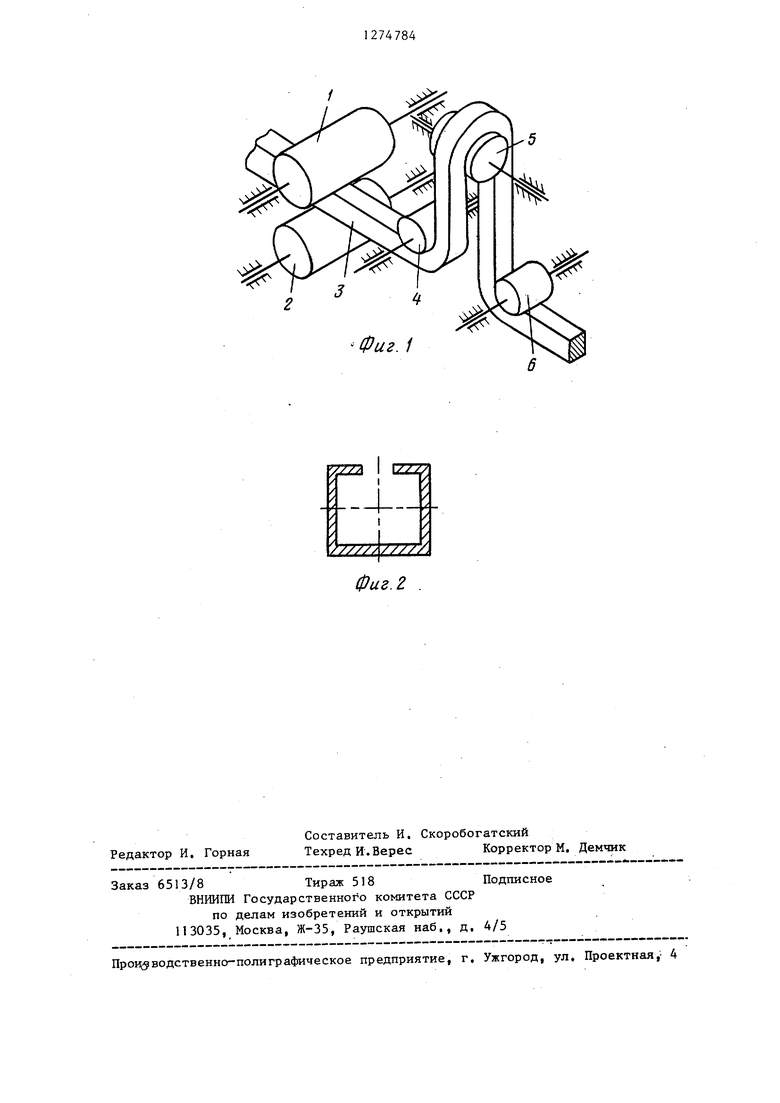
На фиг. 1 показана схема прокатки и устройство для реализации пре,цлагаемого способа; на фиг. 2 - заготовка, вариант поперечного сечения.
Устройство для осуществления предлагаемого способа содержит прокатную клеть дуо с валками, 1 и 2 для деформации заготовки 3, ролики 4-6 для перегиба заготовки в двух взаимно перпендикулярных плоскостях, при этом ролики 4 и 6 могут быть стационарными, ролик 5 - стационарным или подвижным, а оси роликов 4 и 6 и ролика 5 установлены во взаимно перпендикулярных плоскостях,
Способ осуществляется следующим образом.
В первой операции заготовка 3 прямоугольного сечения подается в валки 1 и 2, где ее конец направляют проводками вокруг роликов 4 - 6. Операция осуществляется при 18-22 С
Вторая операция заключается в осуществлении совмещенного процесса прокатки заготовки 3 и ее изгиба в двух взаимно перпендикулярных .плоскостях, при этом после ролика & заготовку 3 на мерные длины либо сматывают в рулон или оплетку метаплорукава.
Третья операция заключается в окончании прокатки и выведении заднего конца заготовки 3 сначала из валков 1 и 2, а затем из роликов 4-6.
Вторую и третью операции также осуществляют при комнатной температуре.
Пример, Осуществляется прокатка ленты толщиной 0,4 мм из латуни Л 62 исходного сечения 1,0x55 мм в клетях кварто за два прохода с обжатиями 0,3 мм в каждой при 20 С. Диаметр рабочих вал.ков 60 мм, а
опорных 200 мм. Далее сразу же в непрерывной группе в трех клетях осуществляются продольное разделение ленты на две шириной по 27,5 мм и формовка из них профилей в виде
квадратов со стороной 7,5 мм с пазом шириной 2,5 мм (периметр 27,5мм), Между клетями осуществляют перегиб на роликах с радиусом R 100 мм, что дает степень деформации каждой
из боковых поверхностей Е -и
-.2.2R
3,75-10 .
В отличие от известных способов, создающих пластическую деформацию
0 только на двух поверхностях, в предлагаемом способе такая деформация имеет место по всему периметру (в углах степень деформации несколько больше).
5 Способ можно использовать при калибровке прямоугольных или квадратных труб, заготовок металлорукавов с сечением в виде швеллера или двух соединенных швеллеров, -ориен0 тированных в разных направлениях. При прокатке заготовок из малопластичных сплавов создание между клетями ряда перегибов в одном направлении может привести к появлению де, фектов, трещин, а перегибы в двух направлениях более благоприятны.
Формула изобретения
Способ прокатки заготовок, включающий деформацию металла в непрерывной группе рабочих клетей прокатного с петлеобразованием проката,.отличающийся
тем, что, с целью повьш1ения качества проката за счет создания равномерного наютепа по контуру его поперечного сечения, петлеобразование последовательно осу1цествляют во взаимft но )пендикулярН1з1Х плоскостях.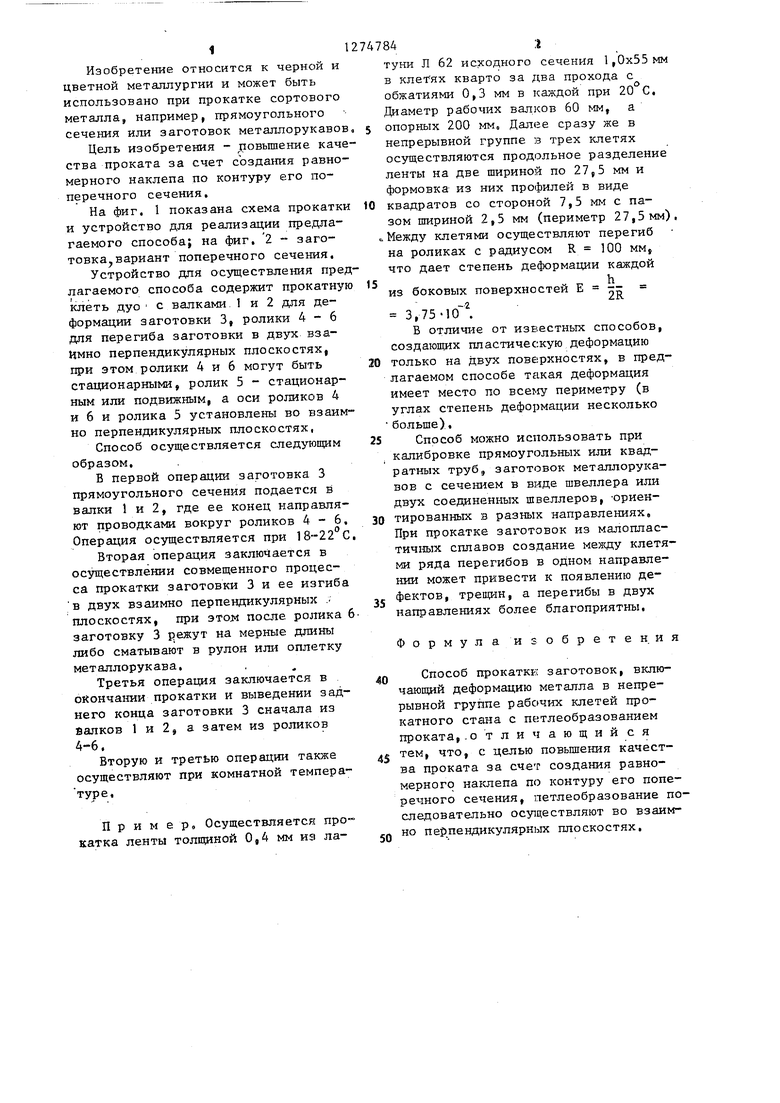
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНАЯ КЛЕТЬ СОРТОВОГО ПЛАНЕТАРНОГО ПРОКАТНОГО СТАНА | 2005 |
|
RU2302915C1 |
| Способ прокатки заготовок | 1982 |
|
SU1036408A1 |
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРНОГО ПРОФИЛЯ | 1994 |
|
RU2060845C1 |
| Способ прокатки полосы | 1980 |
|
SU889161A1 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 1991 |
|
RU2019322C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРУТКОВ | 1999 |
|
RU2166388C1 |
| НЕПРЕРЫВНЫЙ ПРОКАТНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙ | 1995 |
|
RU2086317C1 |
| СПОСОБ УТИЛИЗАЦИИ ДЕМОНТИРОВАННЫХ МАГИСТРАЛЬНЫХ ТРУБ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2530429C1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ ИЗ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ КРУГЛОГО СЕЧЕНИЯ | 1998 |
|
RU2151657C1 |
| Способ прокатки | 1982 |
|
SU1061860A1 |
Изобретение относится к металлургии и может использоваться при прокатке сортового ме.талла. Цель изобретения - повьшение качества проката за. счет создания равномерного наклепа по контуру его поперечного сечения. Способ предусматривает петлеобразование между клетями при непрерывной прокатке в группе клетей сортовых профилей, при этом засотовку последовательно перегибают в различных, преимущественно взаимно перпендикулярных направлегошх, что предотвращает концентрацию возможных i дефектов, связанных с перегибом сл (трещины и т.п.). 2 ил.
I
//7/7
.4--.
Фиг. г .
| Непрерывный прокатный стан | 1979 |
|
SU858955A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Авторское свидетельство СССР № 1151343, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
