Изобретение относится к области обработки металлов давлением, а именно к листовой штамповке, и может быть ис 1ользовано для получения листов с утолшеН и я М и.
Цель изобретения - расширение возмож1юсти {)ормоизменения путем увеличения размеро утолщения.
На фиг. 1 показано устройство для по:1учения утолщений на листах в исходном положении; на фиг. 2 - то же, в нроцессе получения утолщений; на фи1. 3 - - вид А на фиг. 1; па фиг. 4 - вид В на фи1 3.
Устройство содержит плиту 1 с вмонтированными внутри ее но всей длине нагревателями 2, например ТЭНами, на которой устанавливается листовая заготовка до упора 3, деформирующий ро;1ик 4, выполнеп1П: 1Й в виде ступенчатого колеса и установленный с возможностью осевого и поступательного перемещения относительно п.литы 1. Осевое перемещение осупдествляется, панример, нри помощи гидроцилиндра через ось вращения ролика 4 (не показаны)., а поступательное движение - за счет сил активного трения между деформирующей частью ролика и листовой заготовкой. На ступице ролика установлено кольцо 5, нодпружиненное, например, пружинами 6, причем каждая пружина установлена на ;пппльке 7, одип конец которой имеет резьбовую часть, посредством которой соединен с деформирующим роликом, а другой и.меет свободу перемещепия по пазу в кольце 5 в окружном и осевом направлениях. Плита 1 выполнена подвижной и приводится в движение от электродвигателя через редуктор и червячную передачу (не ноказаны). Наружный диаметр кольца 5 и деформирующего ролика 4 одинаков и последние установлены соосно друг другу.
Устройство работает следующим образом.
Листовую заготовку устанавливают на и.литу 1 до упора 3 и при помощи ТЭНов 2 производят нагрев зоны деформирования по всей длине заготовки до заданной температуры. Зона деформирования равна сумме длин деформирующей части ролика 4 и кольца 5, соотношение и размеры которых определяются из условия равенства объемов вытесненного из-под деформирующе1-о ролика материала и набранного утолщения на листе под кольцом 5. Устанав.;1ивают минимальный зазор между поверхностью илиты и деформирующим роликом, который равен 0,03-0,05 So, где So - исходная толнц на „чистовой заготовки. Носле этого подводят плиту 1 с листовой заготовкой к деформирующему ролику с установленным на нем кольцом 5 на пружинах 6 и шпильках 7, и производят прокатку деформирующим роликом по всей длине кромки .листовой заготовки. При этом материал нз-под ро.лнка
выдавливается, наоирастся в виде утолщения по.я ко.льцо.м, которое подпружинено фужинами 6, препятствует вспучивапию листа (потере устойчивости) li зоне набора утолщений и способствует образовапию равното.лщи1-|пого уто.ч1)1,ения по всей eio длине и высоте за счет равномерного подпора листа в зоне образования утолп1ения, что обеспечивается нружипами, которые равномерно поджимают кольцо изнутри, сжимаясь и растягиваясь в зависимости от занимаемого положения. Выбор пружин и их количества (6 - 8 пггук) производится на основании общепринятой методики из условия соответст1 11я перемен1ения пружины (в случае лолщипа утол1цения) и преде.ча текучести материала заготовки. После прокатки и образовапия утогпцения на кро.мке .листа, последний снимают с п.лргп, ох.лаждают. об|)езают, например, на 1и.льотпнных ножницах оставшийся облой, который равен 3-- -6% от исходного обье.ма мате|)иа.ла. 1юдвергн1егося де(|)ормированию.
Для НОЛ учен и я утолщения на п рот и вон о.южиой кро.мке .лист переворачивается и н)оцесс новторяется. Возможна также од} овременная прокатка н)отиво Н)ложных кромок листовой заготовки.
Предлагаемое устройство обеснечивает но.л Че11ие утолндений на кромках и в середине листовых заготовок практически .любой д,лин1)1 со зпачите.льньгч уве.личением разлюров но толщине и высоте.
устройство было опробовано прп получении утолнденнй на листовой заготовке 500X300 мм ТО.Л1ЦННОЙ 3 .мм из а,1юминиево1Ч) сплава. Нагрев зоны деформирования осун1,ествлялся до 420---450°С. Зазор между плитой и роликом составля, 0,05 S,,. т. е. 0,15 мм. Ширина деформ1 руюн1его ро.лика 24 мм (8So). Стол приводится в движение от электродвигате.ля через редуклор и червячную |ередачу со ско|1остью 1 .м/мин. В резу.льтате бы.ло по.лхчено уто.лН1енне но всей длине .листовой заготовки, т. е. 500 :viM, то.лщиной 6 м.м. что составляет 2Sii, н высотой утолн;ения 20 м.м (6,5 5(|), что в 2-4 раза бо.лыне, че. при, использовании известпо1о устройства. Кроме того утолщенпе но.лучается равнотолщинным но всей высоте, что невозможно добиться п)и ,льзованни известного устройства. При нспользованщ пред.лагаемого устройства при варьнроза1гии ширины деформирующего ролика, ко.льца и силия пружин возможно по.луление уто.лнкмклй BI)|солой до 10- 1 5 S(i.
Формул а II зобрегения
1. Устройство для го.лученпя уто.лшений на .лислах, содержан1ес установ.ленный на основании с возможисктыо пере. в осе вом и постуиалС.льном нанр; вле П1Ях де())р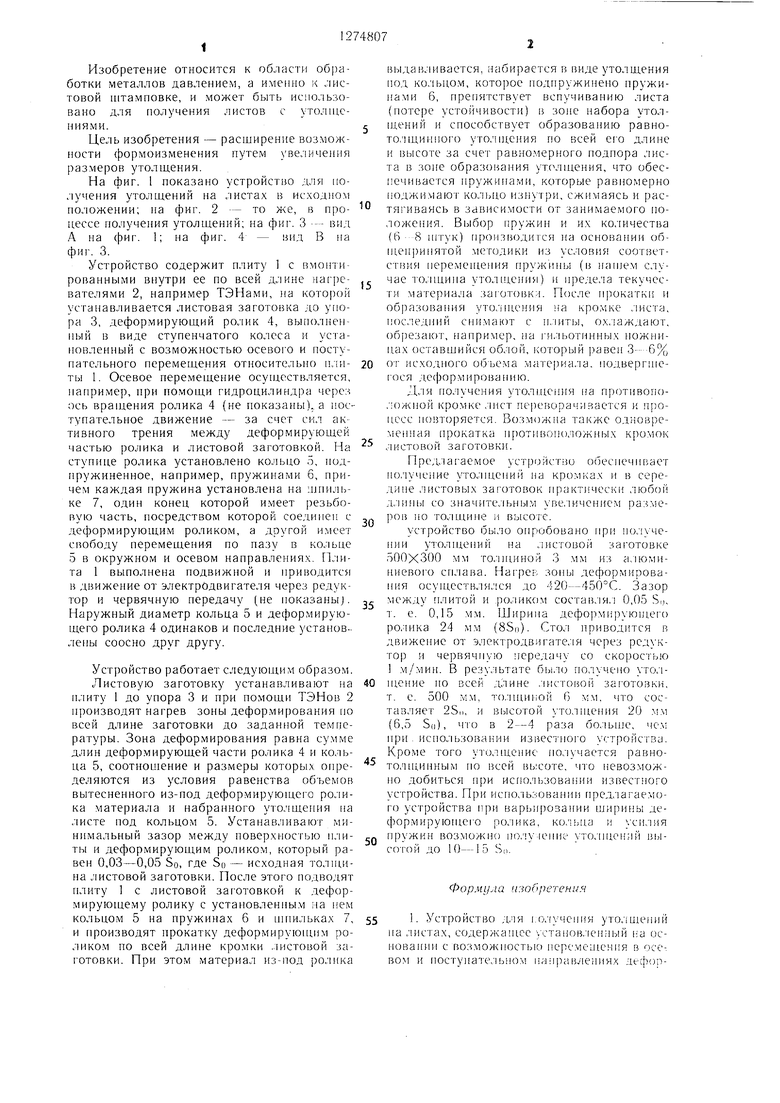
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для получения утолщений на листах | 1985 |
|
SU1297967A1 |
| Устройство для утолщения кромок листовых заготовок | 1987 |
|
SU1433555A1 |
| Устройство для получения утолщений на листах | 1986 |
|
SU1349829A1 |
| Устройство для образования утолщения на кромках листов | 1986 |
|
SU1338927A1 |
| Способ получения листов с утолщениями и устройство для его осуществления | 1986 |
|
SU1324716A1 |
| Устройство для образования утолщений на лентах | 1987 |
|
SU1440581A1 |
| Штамп для образования утолщений | 1986 |
|
SU1391771A1 |
| Устройство для образования утолщений на листах | 1986 |
|
SU1323164A1 |
| Способ утолщения краевого участка листовой заготовки и штамп для его осуществления | 1990 |
|
SU1784347A1 |
| Устройство для утолщения кромок листов | 1990 |
|
SU1810169A1 |


| Попов О | |||
| В | |||
| Изготовление цельно штампованных тонкостенных деталей пере менного сечения | |||
| ПРИБОР ДЛЯ ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ ЗВУКОВ | 1923 |
|
SU1974A1 |
| Дорожная спиртовая кухня | 1918 |
|
SU98A1 |
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
