Изобретение относится к холодной обработке металлов давлением и может быть использовано для изготовления полых деталей с наружным и внутренним переходами у дна малого радиуса. Цель изобретения - получение изделий с минимальными радиусами сопряжения дна со стенкой. На чертеже изображена схема реализации способа. Способ изготовления полых деталей осуществляется следующим образом. Плоскую заготовку вырубают из ленты и вытягивают пуансоном в вытяжной матрице (не показано), а затем осуществляют калибровку. Предварительно вытянутую заготовку 1 укладывают на оправку 2. При ходе ползуна пресса вниз пуансоном 3 протягивают заготовку 1 через матрицу 4, имеющую размер внутренней поверхности меньший, чем размер наружной поверхности готового изделия 5, при этом подпружиненная оправка 2 и подпружиненный съемник 6 перемещаются вниз. При обратном ходе ползуна пресса вверх подпружинсниые оправки 2 и съемник 6, перемещаясь под действием буферного устройства вверх, выталкивают готовое изделие 5 из полости матрицы 4. При возвращении оправки 2 в исходное положение подпружиненный съемник 6 снимает готовое изделие 5 с оправки 2. Использование изобретения в производстве позволяет получать полые изделия с плоской донной частью с минимальными закруглениями между дном и стенкой, причем без утонения дна изделия и снижения прочности. Формула изобретения Способ изготовления полых изделий путем вырубки, вытяжки полого полуфабриката и калибровки с утонением боковой стенки, отличающийся тем, что, с целью получения изделий с минимальным радиусом сопряжения дна со стенкой, калибровку осуществляют в направлении, противоположном направлению вытяжки, путем приложения технологического усилия к дну полуфабриката со стороны его наружной поверхности.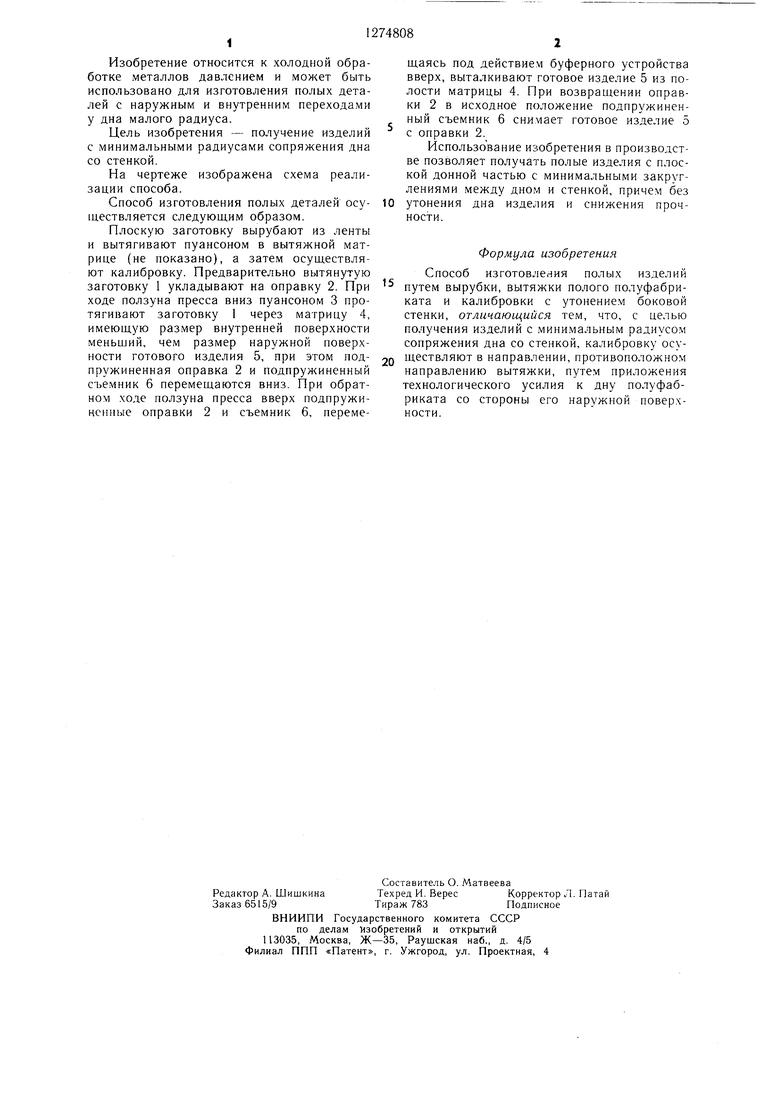
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления тонкостенных сосудов из листовой заготовки | 1987 |
|
SU1505629A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1996 |
|
RU2113309C1 |
| Способ получения полых цилиндрических ступенчатых деталей с дном | 1985 |
|
SU1581448A1 |
| Способ изготовления полых ступенчатых изделий | 1990 |
|
SU1748904A1 |
| Способ изготовления цилиндрических изделий | 1974 |
|
SU603325A3 |
| Способ штамповки полых осесимметричных изделий | 1976 |
|
SU633643A1 |
| Способ и устройство для получения оболочки с переменной толщиной стенки по высоте | 2019 |
|
RU2707456C1 |
| Способ изготовления цилиндрических колец с отогнутым внутрь буртом и устройство для его осуществления | 1981 |
|
SU1031569A1 |
| Способ изготовления полой детали бутылочной формы | 2020 |
|
RU2744804C1 |
| Штамп для вырубки и многопереходной вытяжки | 1987 |
|
SU1459768A1 |
Изобретение относится к машиностроению и может быть использовано для изготовления иолых детален с наружным и внутренни.м переходами у дна малого радиуса. Целью изобретеиия является получение полых изделий с .мини.мальным радиусом сопряжения дна со стенкой. Плоскую заготовку вырубают из ленты и вытягнвают в п().|ую заготовку, калибруют с утонением стенки, протягивая пуансоном 3 через матрицу 4. При калибровке заготовку 1 устанавливают в штамп дном к пуансону 3. 1 ил. ч 1 оо о 00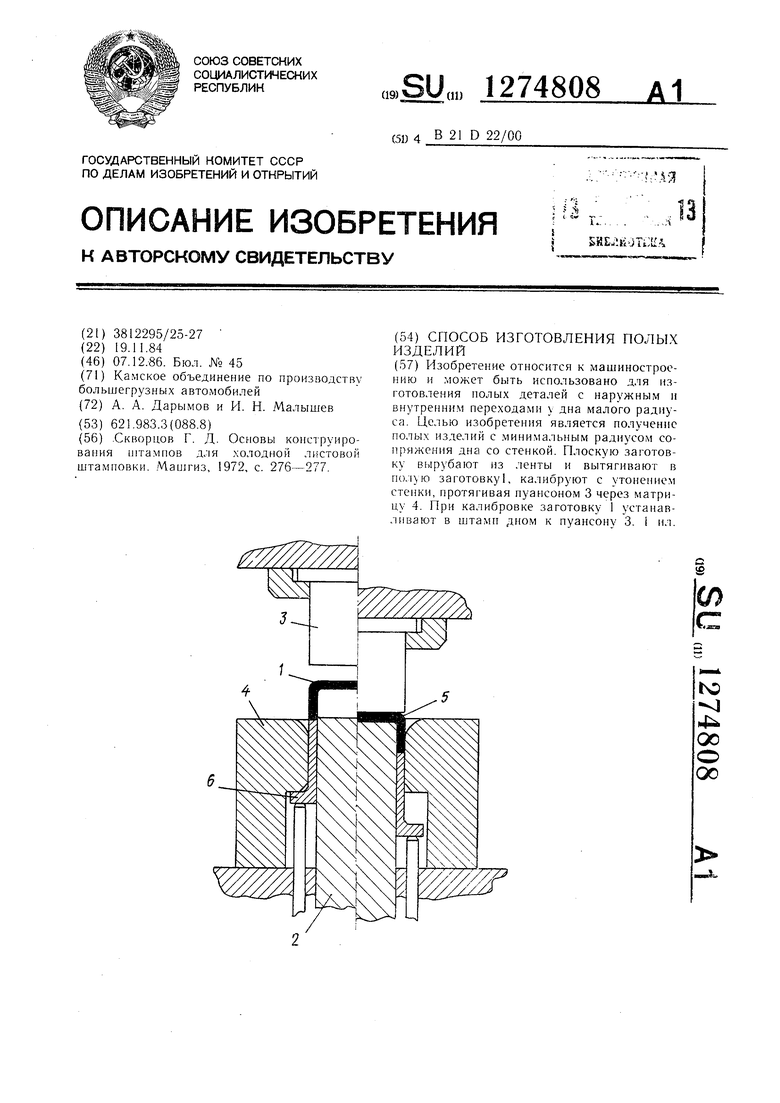
| -Скворцов Г | |||
| Д | |||
| Основы конструирования шта.мнов для холодной листовой штамповки | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ СОСТАВЛЕНИЯ ЗВУКОВОЙ ЗАПИСИ | 1921 |
|
SU276A1 |
