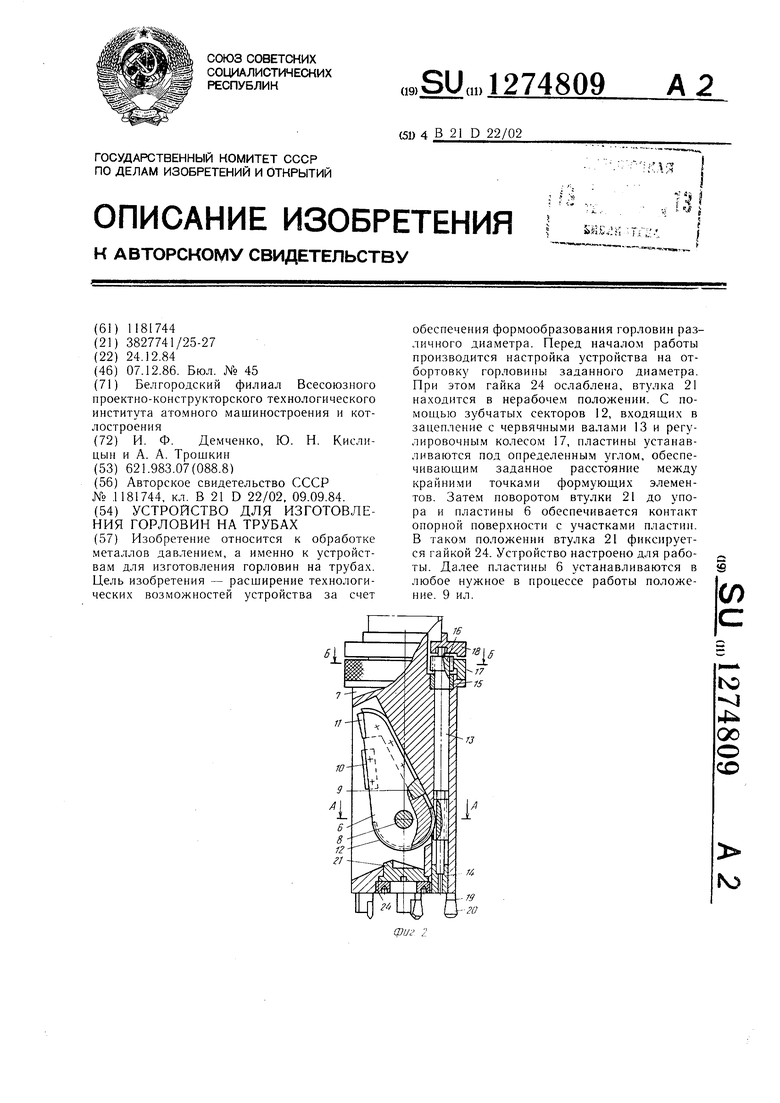
Изобретение относится к обработке металлов давлением, а именно к устройствам для изготовления горловин на трубах, и является усовершенствованием устройства по авт. св. № 1274809.
Цель изобретения - расширение технологических возможностей устройства за счет обеспечения формообразования горловин различных диаметров.
Указанная цель достигается тем, что опорной поверхностью для пластин в процессе отбортовки является торцовая поверхность втулки, имеющая две (по количеству пластин рабочей головки) ступени, рабочие поверхности которых выполнены по винтовой линии, а угол ее подъема не превышает угол самоторможения. Кроме того, опорная поверхность имеет в сечении скругленный профиль. Участки пластин, контактирующие с опорной поверхностью, имеют угол наклона, равный углу подъема винтовой линии. Втулка устанавливается в концевой части оправки с возможностью поворота и фиксации.
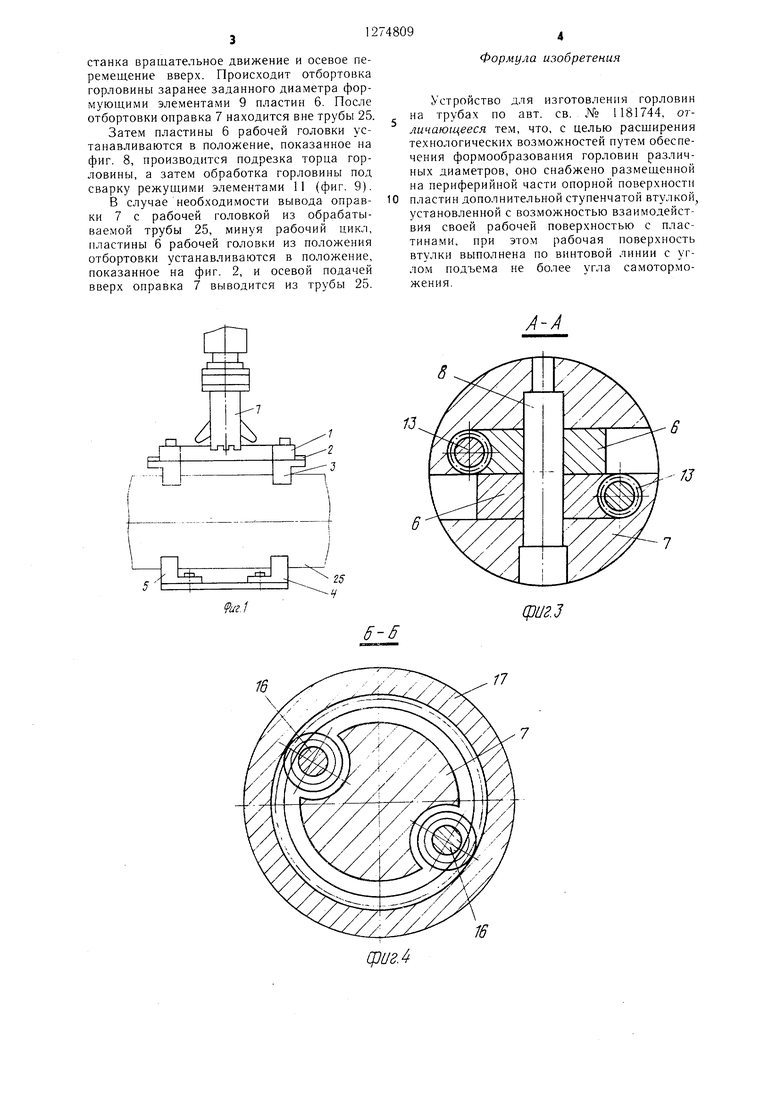
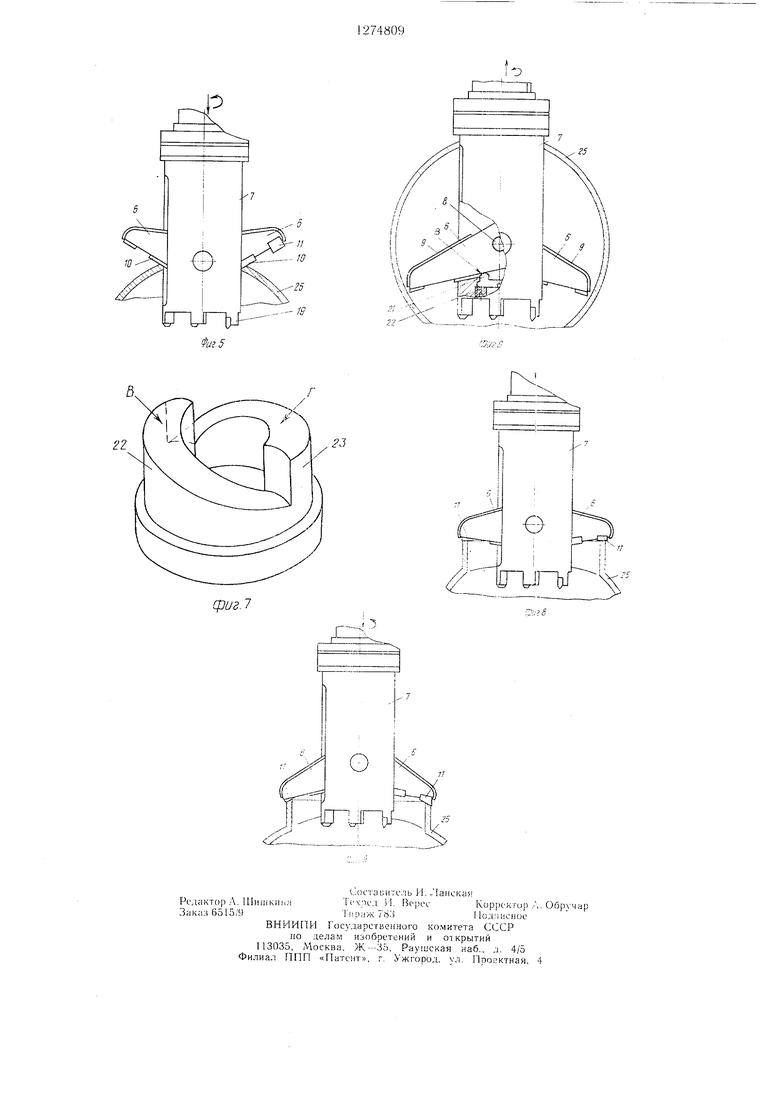
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - оправка с рабочей головкой; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 2; на фиг. 5 - положение пластин рабочей головки при сверлении отверстия и зенковании овального отверстия; па фиг. 6 - положение пластин формующей головки при отбортовке горловины; на фиг. 7 - втулка; на фиг. 8 - положение пластин рабочей головки при подрезке торца отбортованной горловины; на фиг. 9 - то же, при разделке кромки горловины под сварку.
Устройство для изготовления горловин на трубах содержит корпус 1, состоящий из основания 2 и двух подвижных призм 3, опоры 4 и 5, выполненные в виде установочных призм. Корпус 1 связан с гидроприводом (не показан), посредством которого осуп1ествляется зажим обрабатываемой детали, и закреплен на сганке.
Рабочая головка выполнена в виде ,т. пластин 6, расположенных во вращающе ся оправке 7 на общей оси 8 и имеющих участки, контактирующие с опорной поверхностью, выполненной по винтовой линии, а угол наклона их равен углу подъема винтовой линии опорной поверхпости. На пластинах 6 механически закреплены формующие 9 и режущие 10 и 11 элементы. Пластины 6 зубчатыми секторами 12 входят в зацепление с червячными валами 13, установленными в оправке 7 на подщипниках 14 и 15 скольжения. На концах червячных валов 13 нарезаны щестерни 16, входящие в зацепление с регулировочным зубчатым колесом 17, расположенным на оправке 7.
Регулировочное колесо 17 и червячные валы 13 фиксируются от осевого смещения крышкой 18, расположенной на оправке 7.
Нижняя часть оправки 7 выполнена в виде кольцевого сверла 19 с механическим креплением режущих пластин 20. Кроме того, в оправке 7 выполнена проточка для установки втулки 21, торцовая поверхность которой является опорной поверхностью для пластин 6 и имеет две ступени 22 и 23. Рабочие участки В и Г ступеней 22 и 23 выполнены по винтовой линии, а в сечении опорная поверхность имеет скругленный профиль. Для фиксации втулки 21 в необходимом положении служит гайка 24.
Устройство работает следующим образом. Перед началом работы производится настройка устройства на отбортовку горловины заданного диаметра. При этом гайка 24 ослаблена и втулка 21 находится в нерабочем положении. При помощи зубчатых секторов 12, входящих в зацепление с червячными валами 13 и регулировочным колесом 17, пластины устанавливаются под
0 углом, обеспечивающим заданное расстояние между крайними точками формующих a.ieментов, которое контролируется в процессе настройки. Затем поворотом втулки 21 до упора в пластины 6 обеспечивается контакт опорной поверхности с участками n.iacTHH.
5 В таком положении втулка 21 фиксируется гайкой 24. Устройство настроено для рабо1Ъ1, и далее п.частипы 6 устанав.чиваются в любое нужное в процессе работы положение.
Затем опоры 4 и 5 устанавливаются и закрепляются на столе станка. Обрабатываемая труба 25 средствами мехаяизаш -; укладывается иа опоры 4 и 5 и прижимается с помощью гидропривода подвпжпыми призмами 3 корпуса I. Оправка 7 присоединяется к приводу станка. Коль-левым сверлом 19 высверливается отверстие под последующую зенковку и отбортовку. При этом пластины б рабочей го.ювки находятся в положении, показанном на фи1. 5.
Установка пластин 6 рабочей головк)
0 в нужное положение достигается поЕЮротом регулировоч}юго зубчатого колеса 17 на определенный угол за счет взаимодействия этого колеса с шестернями 16 червячных валов 13, находящихся в зацеплении с з бчатыми секторами 12 пластип 6.
5г-г
По окончании сверления npi: да,-:1Л1еиц1е.;
осевом перемещении оправки 7 вниз режу1ЦИМИ элеглентами 10 отверстие зенкхется до получения овальной формы. Да:1се пластины 6 формующей голозки устанавливаются в положение, показа1 ное на фиг. 2. и оправка 7 вводится через отверстие в трубу 25. где пластины 6 рабочей головки устанавливаются в положение, показанное па фиг. 6. В таком положет-1и пластины 6 о П1раются на рабочие участки В и Г ступеней 5 22 и 23, при этом нагрузка в процессе обработки распределяется между ц арпир;:ой опорой (осью 8) и опориой поверхност1)Ю. Оправке 7 сообщается посредством привог.а
станка вращательное движение и осевое перемещение вверх. Происходит отбортовка горловины заранее заданного диаметра формующими элементами 9 пластин 6. После отбортовки оправка 7 находится вне трубы 25.
Затем пластины 6 рабочей головки устанавливаются в положение, показанное на фиг. 8, производится подрезка торца горловины, а затем обработка горловины под сварку режущими элементами 11 (фиг. 9).
В случае необходимости вывода оправки 7 с рабочей головкой из обрабатываемой трубы 25, минуя рабочий цикл, пластины 6 рабочей головки из положения отбортовки устанавливаются в положение, показанное на фиг. 2, и осевой подачей вверх оправка 7 выводится из трубы 25.
Формула изобретения
Устройство для изготовления горловин на трубах по авт. св. № 1181744, о -личающееся тем, что, с целью расщирения технологических возможностей путем обеспечения формообразования горловин различных диаметров, оно снабжено размещенной на периферийной части опорной поверхности пластин дополнительной ступенчатой втулкой, установленной с возможностью взаимодействия своей рабочей поверхностью с пластинами, при этом рабочая поверхность втулки выполнена по винтовой линии с углом подъема не более угла самоторможения.
/-//
8
6
Й/г/
16
CPU2J
б-б
П
сриг.4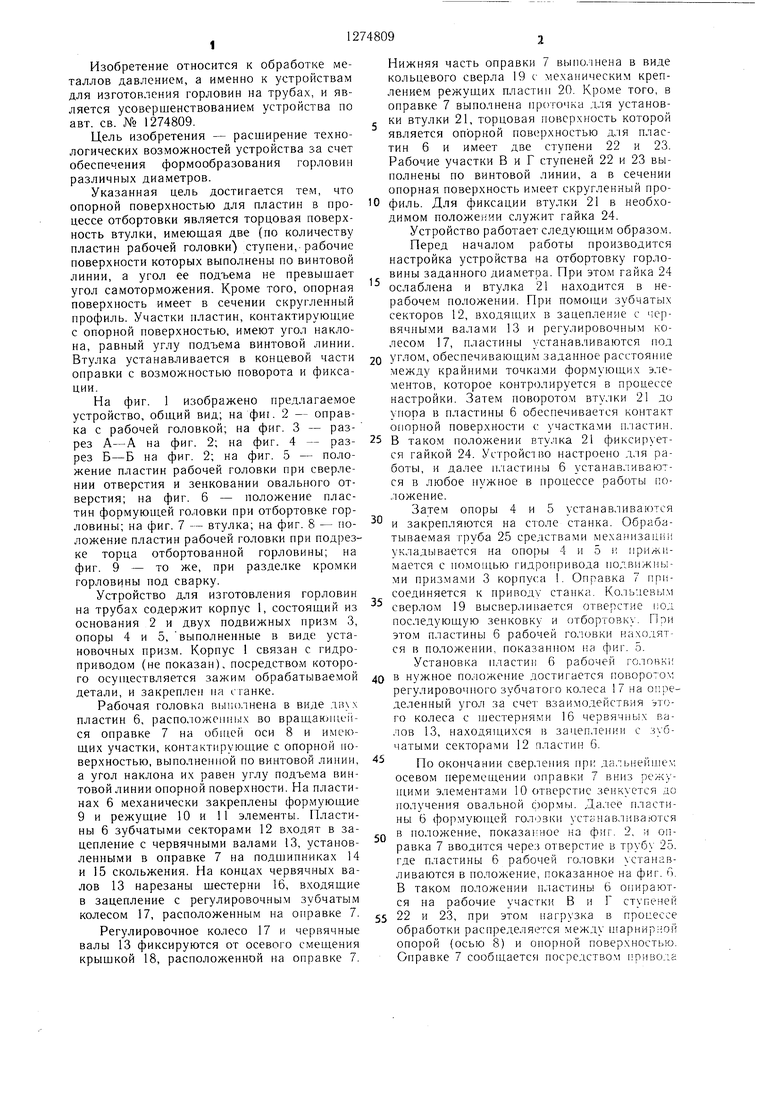
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления горловин на трубах | 1984 |
|
SU1181744A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2276627C1 |
| Резцедержатель с устройством для автоматической подналадки резца | 1980 |
|
SU921693A1 |
| Роликовый конвейер для продольного перемещения и вращения длинномерных цилиндрических изделий | 1986 |
|
SU1456336A1 |
| ОПОРНО-ПОВОРОТНОЕ УСТРОЙСТВО ГИДРОМАНИПУЛЯТОРА | 1998 |
|
RU2157787C2 |
| ФОРМОВОЧНАЯ МАШИНА ДЛЯ РОТАЦИОННОГО ВЫДАВЛИВАНИЯ/РАСКАТКИ И СПОСОБ РОТАЦИОННОГО ВЫДАВЛИВАНИЯ/РАСКАТКИ | 2016 |
|
RU2698236C2 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАПР'АВКИ ЭКСТРУДИРУЕМЫХ ТЕРМОПЛАСТИЧНЫХ ТРУБ В ТЯНУЩЕЕ УСТРОЙСТВО | 1979 |
|
SU825321A1 |
| Ведущее колесо малогабаритного транспортного средства с устройством для подъёма по лестницам | 2018 |
|
RU2698272C1 |
| Мобильный расточной станок | 2020 |
|
RU2753848C1 |
| Инструмент для обкатки рабочих поверхностей зубьев зубчатых колес | 1975 |
|
SU547273A1 |
| Авторское свидетельство СССР № ,1181744, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
