Для обработки изделий из пенопласта примепяются обычные токарные резцы с полой рабочей частью.
Однако такие резцы не срезают снимаемый слой, а сминают его, вследствие чего получаются выровы на поверхности обрабатываемого изделия.
Описываемый токарный резец с полой рабочей частью имеет форму режущей кромки, геометрия которой обусловливается обрабатываемостью пенопласта. Особенность резца заключается в том, что сквозная полость в рабочей части резца выполнена по контуру режущей кромки; углы заострения режущего лезвия выполнены порядка 7-10° при обычпых значениях задних углов.
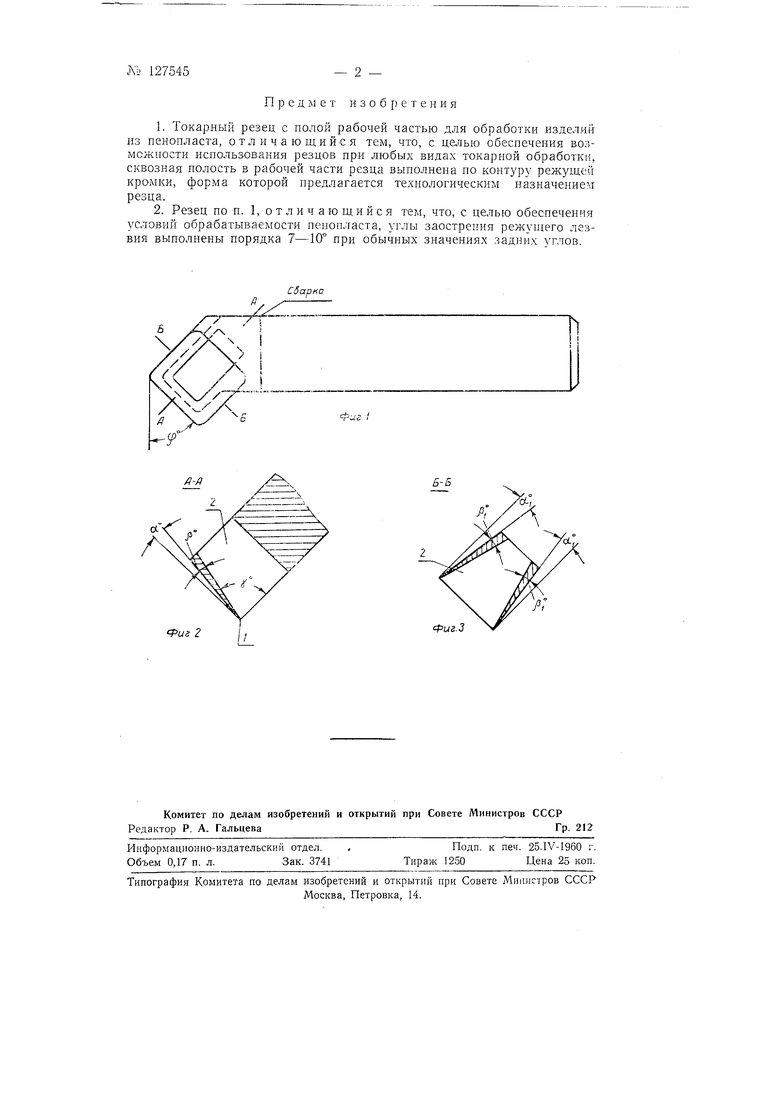
На фиг. 1 схематически изображен токарный резец для обработки изделий из пенопласта; на фиг. 2-то же, в разрезе по АА на фиг. 1; на фиг. 3-то же, в разрезе по ББ на фиг. 1.
В головке резца по всему контуру режущей кромки / имеется сквозная полость 2 с углом р заострения режущего лезвия порядка 7-10°. Передние углы V равны около 70-77°. Задний угол а выполнен равным 6-10.
Главная режущая кромка, вспомогательная кромка и радиус закругления делаются очень острыми в виде лезвия ножа. Резец можно изготовить с углом ф в плане от 45 до 90° из легированной стали сварным или цельным. Механическая обработка режущих частей резца производится на вертикально-фрезерном станке с последующей доводкой. Термообработка до твердости /(,62-64.
При обработке описываемым резцом изделий из пенопласта поверхиость .их получается ровной и чистой, сни.маемый слой пенопласта, легко отделяясь от заготовки, свободно проходит через полость резца.
Предмет и з о б f i е т е н и я
1.Токарный резец с полой рабочей частью для обработки изделий из иенопласта, отличающийся тем, что, с целью обеспечения возможности использования резцов при любых видах токарной обработк -;, сквозная полость в рабочей части резца выполнена по контзфу режущей кромки, форма которой предлагается технологическим назначением резца.
2.Резец по ц. 1, отличающийся тем, что, с целью обеспечения условий обрабатываелюсти пенопласта, углы заострения режущего лезвия выполнены порядка 7-10° при обычных значениях задних углов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Резец для обработки полимерных материалов | 1985 |
|
SU1351803A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА В ФОРМЕ УСЕЧЕННОГО КОНУСА | 1991 |
|
RU2028867C1 |
| СВОБОДНО ВРАЩАЮЩИЙСЯ ТОКАРНЫЙ РЕЗЕЦ | 1938 |
|
SU57478A1 |
| Способ торцевого фрезерования | 1936 |
|
SU52250A1 |
| ОРУДИЕ ДЛЯ ИЗВЛЕЧЕНИЯ КОРНЕВОЙ МАССЫ РАСТЕНИЙ | 1999 |
|
RU2180164C2 |
| Способ изготовления длинномерных изделий | 1983 |
|
SU1337273A1 |
| Устройство к токарному станку для изготовления оребренных трубчатых элементов теплообменников | 1987 |
|
SU1473933A1 |
| РЕЗЕЦ | 1992 |
|
RU2036080C1 |
С5арка
Фиг
Фиг 2
f,
Фиг.З
