ю
ел
ОС
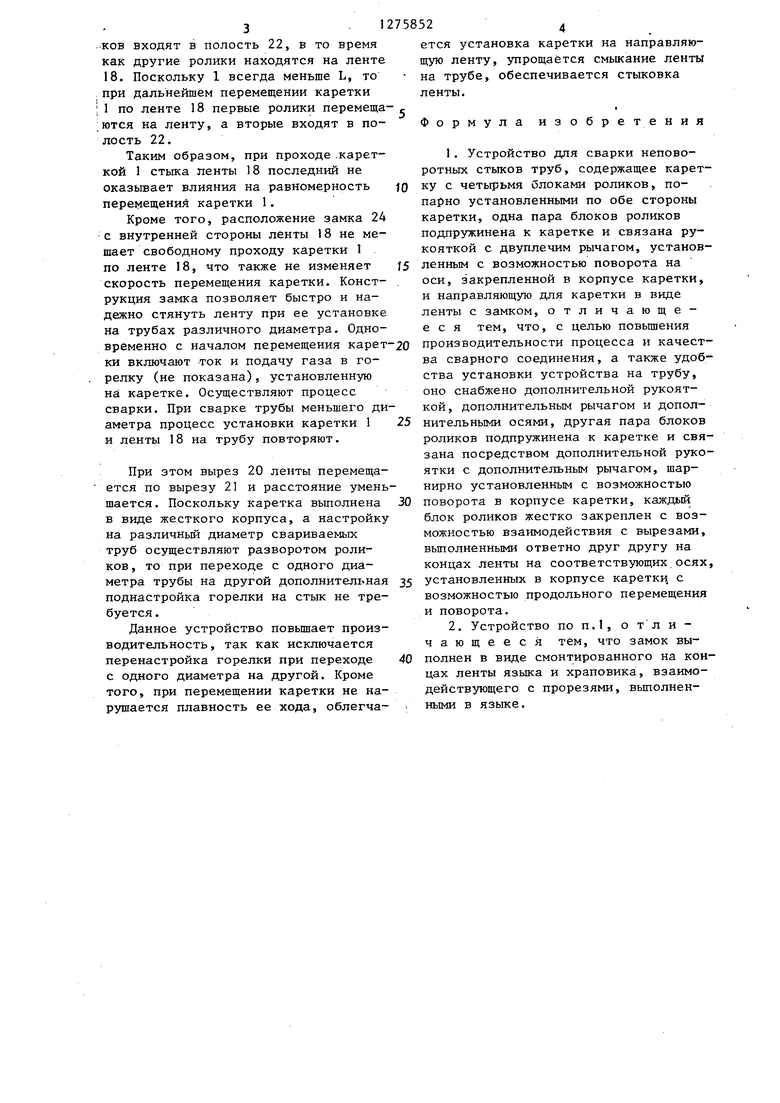
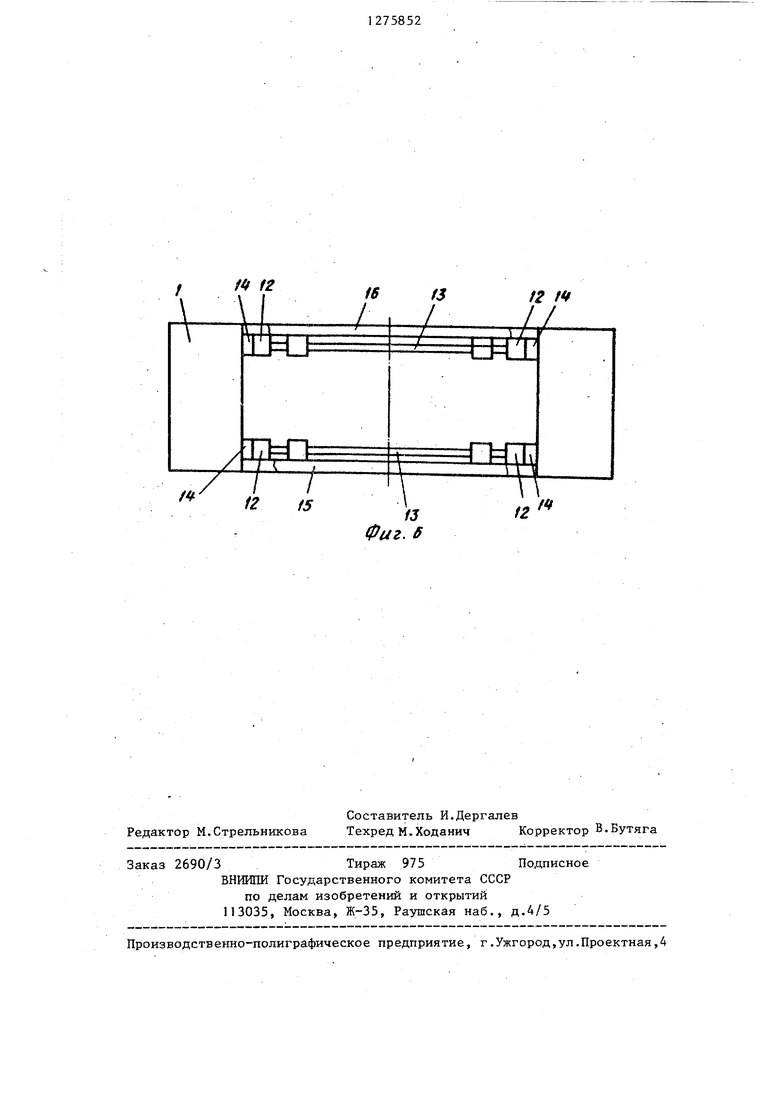
ел к; Изобретение относится к устройствам для автоматической сварки неповоротных стыков труб больших диаметров, конструкция которых предусматри вает перемещение электрода по стыку с помощью каретки и может быть ис.пользовано в химической, газовой и других отраслях пррмьшленности, где широко применяется автоматическая ; сварка труб больших диаметров. Целью изобретения является повыше ние производительности и качества сварного соединения, а также удобства установки устройства на трубу. На фиг.1 представлено предлагаемое устройство; на фиг.2 - разрез А-А на фиг.1; на фиг.З - замок на правляющей ленты, разрез; на фиг.4вид Б на фиг.З; на фиг.5 - разрез В-В фиг.З; на фиг.6 вид устройства сверху. Устройство для сварки неповоротных стыков труб содержит каретку 1, в корпусе 2 которой размещены четыре втулки 3, симметрично установленные относительно каретки по две с каждой стороны. Втулка 3 связана с винтом 4 и поджата им к корпусу. Каждая втулка связана через шпонку 5 с осью 6, установленной с возможностью продольного перемещения и несущей плату 7, на которой расположены соответствук1щие блоки 8 и 9 роликов. Плата пр жиной 10 поджата к втулке 3. Каждая плата входит в вилку 11 соответствующего двуплечего рычага 12. Последние попарно установлены с возмож ностью поворота на осях 13, закрепленных в корпусе каретки 1. Другие плечи рычагов 12 шарнирно связаны с серьгами 14.рукояток 15 и 16, Послед ние установлены с возможностью продольного перемещения в пазах 17 каретки. Ролики каждого блока 8 и 9 контактируют с направляющей, выполненной в виде ленты 18, смонтирован ной на трубе с помощью призм 19. На концах ленты вьтолнены вырезы 20 и 21, ответные друг другу. Лента 18 в сборе образует полости 22 и 23. В полость 22 поочередно входят ролики блоков 8 и 9, а полость 23 служит для обеспечения фиксации ленты на
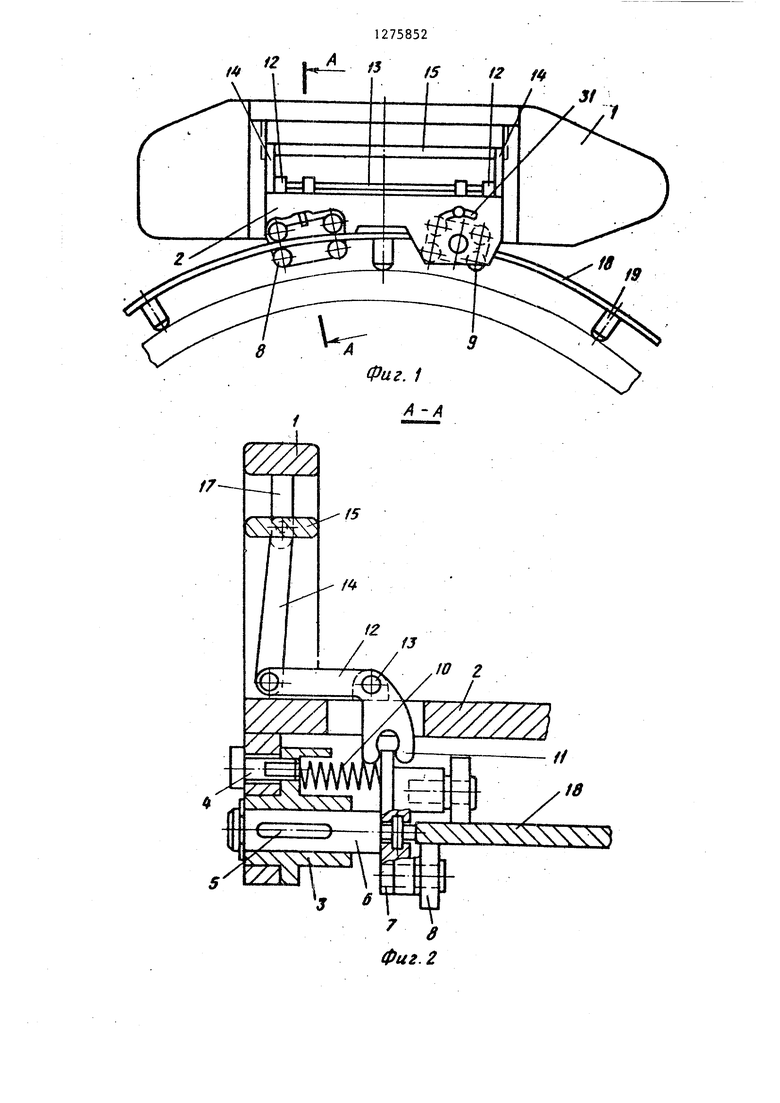
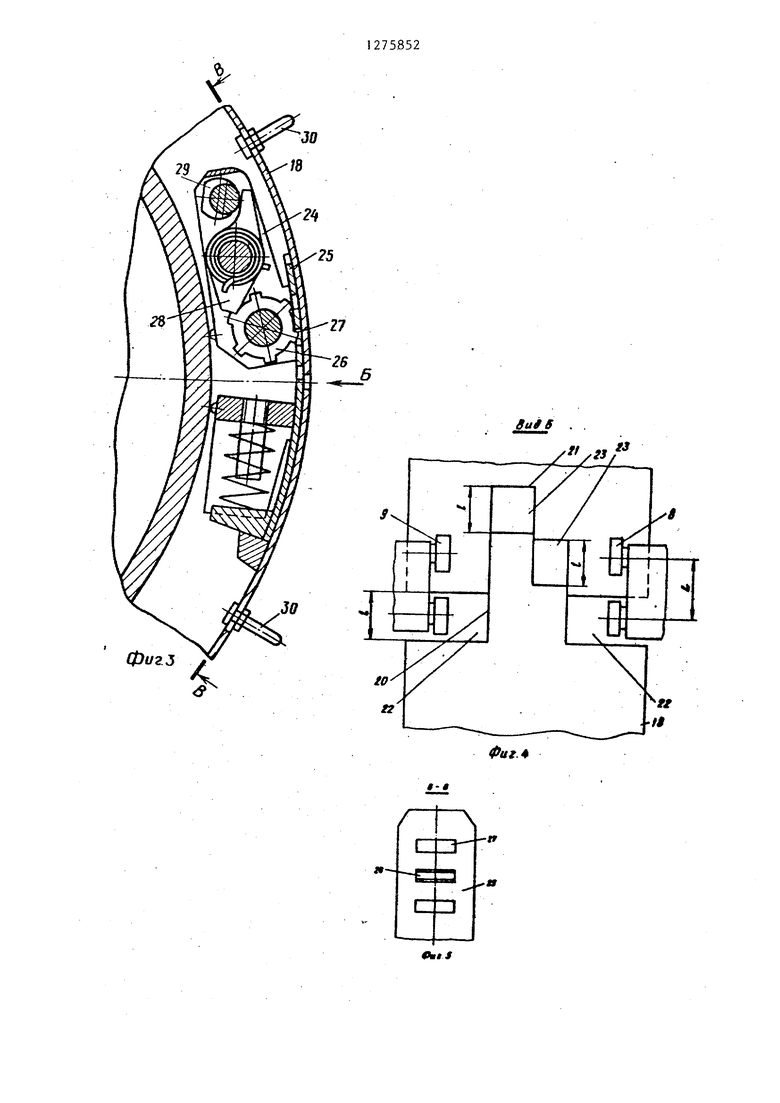
Урубах различного диаметра. При этом 5Разом каретка 1 установлена на ленразмер 1 полости 22 при фиксации лен-те 18. Включают привод перемещения ты на максимальном диаметре трубыкаретки (не показан). Ролики блоков меньше межосевого расстояния L М5ло-8 и 9 катятся по ленте 18. При подков 8 и 9. С внутренней стороны лен-ходе к стыку ленты одни ролики блоты 18 размещен замок 24, выполненный в виде языка 25 и храповика 26, взаимодействующего с прорезями 27 в языке 25. Храповик 26 связан со смонтированными на одном конце ленты 18 собачкой 28 и эксцентриком 29. Лента имеет съемные рукоятки 30 для удобства установки ленты на трубу. Винт 4 установлен с возможностью перемещения по пазу 31 корпуса 2 каретки 1. Устройство работает следующим образом. На трубу устанавливают ленту 18 с призмами 19 и стягивают ее рукоятками 30 так, чтобы зубья храповика 26 вошли в прорези 27 языка 25. Вращением храповика окончательно стягивают ленту и стопорят храповик собачкой 28 и эксцентриком 29. Затем настраивают блоки 8 и 9 на диаметр свариваемой трубы для фиксации каретки 1 на ленте 18. Для этого перемещают каждый винт 4 по пазу 31 на угол, соответствующий диаметру свариваемой трубы. При повороте винта поворачивается втулка 3 с осью 6, платой 7, а следовательно, и роликами блоков 8 и 9. После повор)ота блоков роликов положение их фиксируется поджимом втулки 3 к корпусу 2 каретки 1 с помощью винта 4. Далее устанавливают каретку I на ленту 18, Для этого рукоятки 15 и-16 перемещают вверх по пазу 17. Серьга 14 перемещается вверх, тянет за собой плечо рычага 12, который поворачивается на оси 13 и перемещает второе плечо в пазу корпуса 2. Вилка 1 перемещающегося плеча рычага 12 перемещает плату 7 с роликами блоков 8 и 9 и осью 6 по шпонке 5. При этом пружина 10 сжимается. Каретку 1 устанавливают на ленту 18. Поскольку ролики блоков 8 и 9 получают продольное перемещение, верхние ролики блоков имеют свободный доступ к ленте, что позволяет легко установить каретку на ленту 8. После зтого рукоятки 15 и 16 отпус-. кают и пружина 10 разжимается, перемещают плату 7 с осью 6 и роликами блоков в обратном направлении, в результате чего нижние ролики блоков устанавливаются на ленте. Таким об31ков входят в полость 22, в то время как другие ролики находятся на ленте 18. Поскольку 1 всегда меньше L, то при дальнейшем перемещении каретки 1 по ленте 18 первые ролики перемеща ;ются на ленту, а вторые входят в полость 22. Таким образом, при проходе .кареткой 1 стыка ленты 18 последний не оказывает влияния на равномерность пере1у1ещения каретки 1. Кроме того, расположение замка 24 с внутренней стороны ленты 18 не мешает свободному проходу каретки 1 по ленте 18, что также не изменяет скорость перемещения каретки. Конструкция замка позволяет быстро и надежно стянуть ленту при ее установке на трубах различного диаметра. Одновременно с началом перемещения карет ки включают ток и подачу газа в горелку (не показана), установленную на каретке. Осуществляют процесс сварки. При сварке трубы меньшего ди аметра процесс установки каретки 1 и ленты 18 на трубу повторяют. При этом вырез 20 ленты перемещается по вырезу 21 и расстояние умень шается. Поскольку каретка выполнена в виде жесткого корпуса, а настройку на различньй диаметр сваривае№ 1х труб осуществляют разворотом роликов, то при переходе с одного диаметра трубы на другой дополнительная поднастройка горелки на стык не требуется . Данное устройство повышает производительность , так как исключается перенастройка горелки при переходе с одного диаметра на другой. Кроме того, при перемещении каретки не нарушается плавность ее хода, облегча52ется установка каретки на направляющую ленту, упрощается смыкание ленты на трубе, обеспечивается стыковка ленты. Формула изобретения 1.Устройство для сварки неповоротных стыков труб, содержащее каретку с четьфьмя блоками роликов, попарно установленными по обе стороны каретки, одна пара блоков роликов подпружинена к каретке и связана рукояткой с двуплечим рычагом, установленным с возможностью поворота на оси, закрепленной в корпусе каретки, и направляющую для каретки в виде ленты с замком, отличающееся тем, что, с целью повышения производительности процесса и качества сварного соединения, а также удобства установки устройства на трубу, оно снабжено дополнительной рукояткой, дополнительным рычагом и дополнительными осями, другая пара блоков роликов подпружинена к каретке и связана посредством дополнительной рукоятки с дополнительным рычагом, шар- нирно установленным с возможностью поворота в корпусе каретки, каждый блок роликов жестко закреплен с возможностью взаимодействия с вырезами, выполненными ответно друг другу на концах ленты на соответствующих,осях, установленных в корпусе каретки, с возможностью продольного перемещения и поворота. 2.Устройство по П.1, о т л и чающееся тем, что замок выполнен в виде смонтированного на концах ленты языка и храповика, взаимодействующего с прорезями, вьтолненными в языке.
Фиг. 2 //// x xxxvvs:i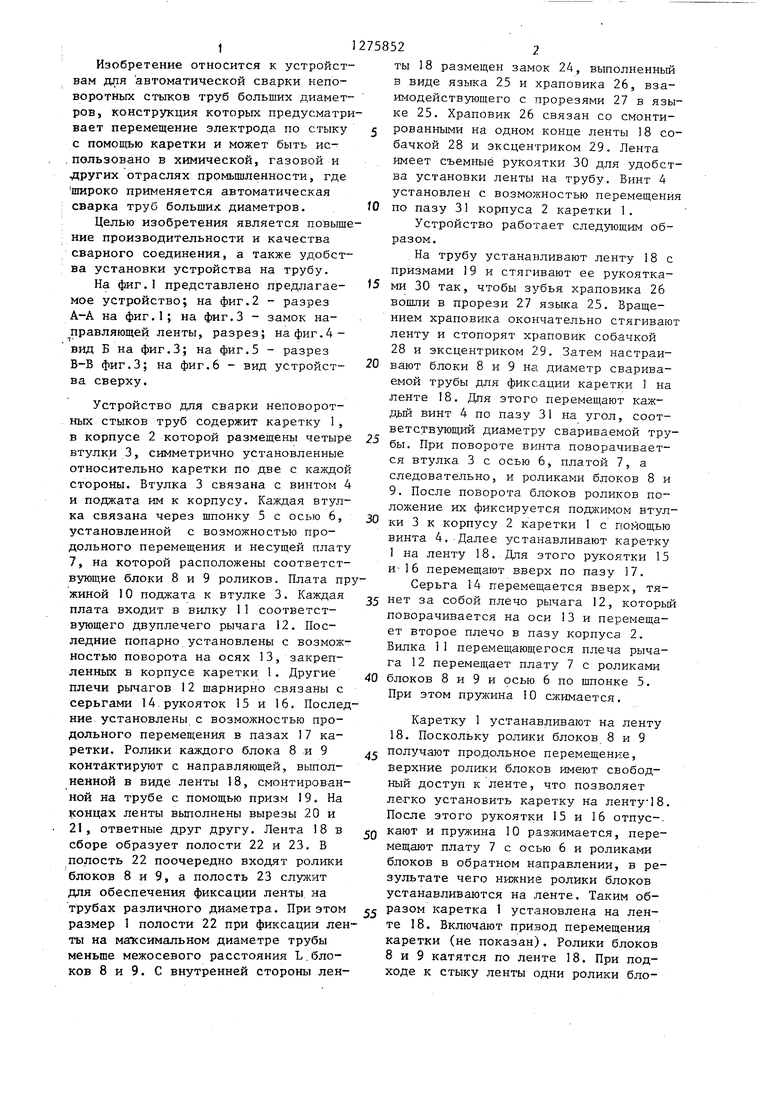
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ | 2016 |
|
RU2641208C2 |
| Устройство для сварки неворотных стыков труб | 1978 |
|
SU764903A1 |
| Устройство для сварки неповоротных стыков труб | 1983 |
|
SU1098727A1 |
| Устройство для дуговой сварки | 1986 |
|
SU1357167A2 |
| Устройство для автоматической сварки неповоротных кольцевых стыков | 1983 |
|
SU1117169A1 |
| Устройство для сварки неповоротных стыков труб | 1985 |
|
SU1275853A1 |
| Автомат для сварки неповоротных стыков труб | 1981 |
|
SU1018832A1 |
| Устройство для сварки неповоротных стыков труб | 1978 |
|
SU778973A1 |
| Устройство для шовной сварки труб | 1977 |
|
SU716739A1 |
| Устройство для сварки неповоротных стыков труб | 1980 |
|
SU959959A1 |
Изобретение относится к устройствам для автоматической сварки неповоротных стыков труб больших диаметров , конструкция которых предусматривает перемещение электрода по t стыку с помощью каретки, и может быть использовано в химической, газовой и других отраслях промышленности. Целью изобретения является повьшение производительности и качества сварного соединения. Устройство содержит каретку с четырьмя блоками роликов, установленных с возможностью поперечного перемещения, и направляющую для каретки в виде ленты с замком, выполненным в виде смонтированного на концах ленты языка и храповика, взаимодействующего с прорезями, выполненными в языке. з.п. ф-лы, 6 ил.
| Каретка для перемещения сварочной головки вокруг стыка | 1974 |
|
SU680623A3 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Патент США № 4260869,кл.219-124, 1984. | |||
