1
Изобретение относится к сварочному оборудованию и может быть применено в химической, энергетической и другихотраслях промышленности.
Известно устройство для сварки неповоротных стыков труб, содержащее каретку с роликами, направляющую, с которой кинематически свя-заны ролики, и сварочную горелку, установленную на каретке 1.
Известно устройство для сварки неповоротных стыков труб, содержащее каретку с роликами, один из которых приводной, направляющую, с .которой кинематически связаны ролики, и сварочную горелку, установленную на каретке 2 .
Однако с помощью таких устройств нельзя обеспечить сварку труб различных диаметров.
Наиболее близким к предлагаемому по технической сущности и достига емому результату является устройство для сварки неповоротных стыков труб, содержащее каретку, выполненную из нескольких подрамников, шарнирно - связанных между собой, и закрепленные на ней с возможностью взаимодействия с направляющим поясом три холостых и приводной ролики 3,
Однако в таком устройстве ролики, перемещающиеся по направляющему поясу, имеют постоянный рабочий профиль и поэтому при перемещении каретки вдоль гтыка за счет перехода роЛика на подкладку замкового соединения снижает точность направления горелки, что отрицательно сказывается на качестве сварного шва.
10
Кроме того, в этом устройстве предусмотрен набор направляющих поясов, количество которых определяется количеством обрабатываемых
15 труб. Это снижает универсальность устройства, увеличивает затраты на производство, а комплект поясов для.широкого диапазона диаметров имеет большой вес и габариты, так
20 как конструкция тележки не позволяет использовать пояса с толщиной, меньшей 3 мм, из-за жесткости, поскольку силовая цепь прижатия ведущего ролика замыкается на ширине
25 поперечного сечения пояса iTv вызывает повышенный износ его рабочей порерхности.
Цель изобретения - обеспечение возможности использования одного
30 направлякдаего пояса при сварке труб
различных диаметров и упрощение конструкции.
Это достигается тем, что приводной ролик закреплен с возможностью взаимодействия с наружной поверхностью направляющего пояса, а один из холостых роликов - с нижней поверхностью направляющего пояса и установлен в одной плоскости с приводным роликом проходящей через продольную ось трубы, каждый из дву других холостых роликов выполнен из двух подпружиненных между собой половин, при этом приводной и первы холостой ролик подпружинены между собой и оси этих роликов закреплены перпендикулярно осям двух других холостых роликов.
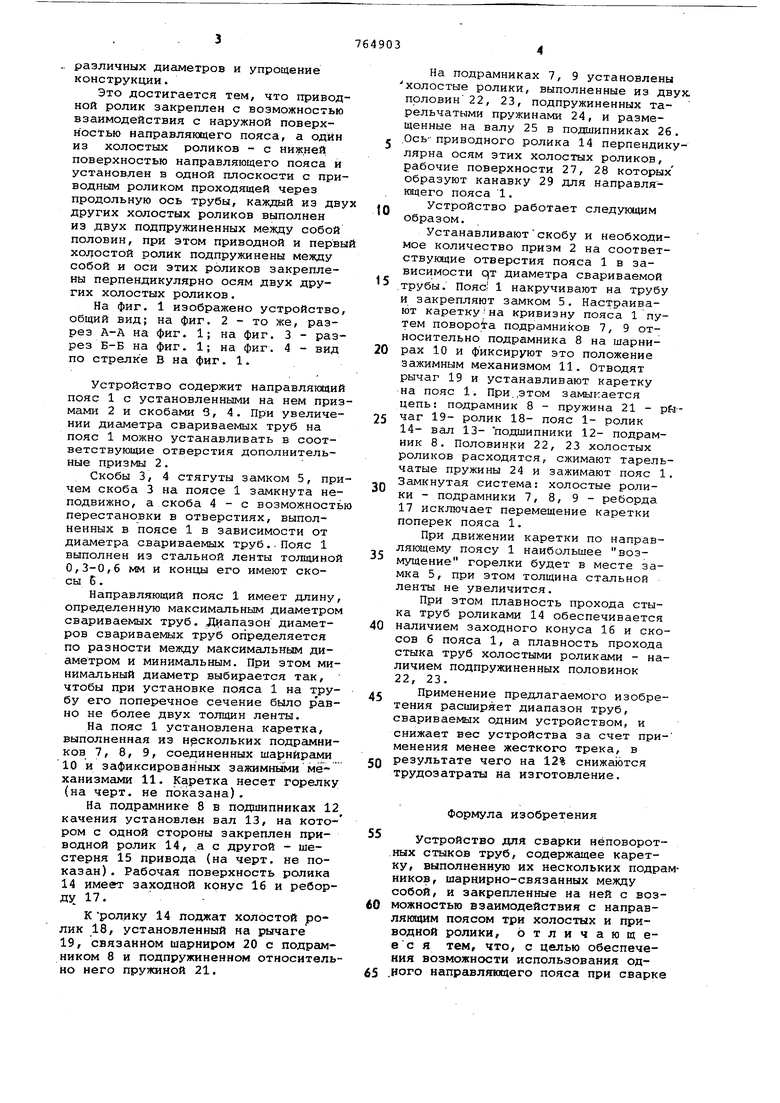
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - то же, разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - вид по стрелке В на фиг. 1.
Устройство содержит направляющий пояс 1 с установленными на нем призмами 2 и скобами 9, 4. При увеличении дис1метра свариваемых труб на пояс 1 можно устанавливать в соответствующие отверстия дополнительные призмы 2.
Скобы 3, 4 стягуты замком 5, причем скоба 3 на поясе 1 замкнута неподвижно, а скоба 4 - с возможность перестановки в отверстиях, выполненных в поясе 1 в зависимости от диаметра свариваемых труб..Пояс 1 выполнен из стальной ленты толщиной 0,3-0,6 мм и концы его имеют скосы Б.
Направляющий пояс 1 имеет длину, определенную максимальным диаметром свариваемых труб. .Диапазон диаметров свариваемых труб определяется по разности между максимальным диаметром и минимальным. При этом минимальный диаметр выбирается так, чтобы при установке пояса 1 на т рубу его поперечное сечение было равно не более двух толщин ленты.
На пояс 1 установлена каретка, выполненная из нескольких подрамников 7, 8, 9, соединенных шарнирами 10 и зафиксированных зажимньпли механизмами 11. Каретка несет горелку (на черт, не показана).
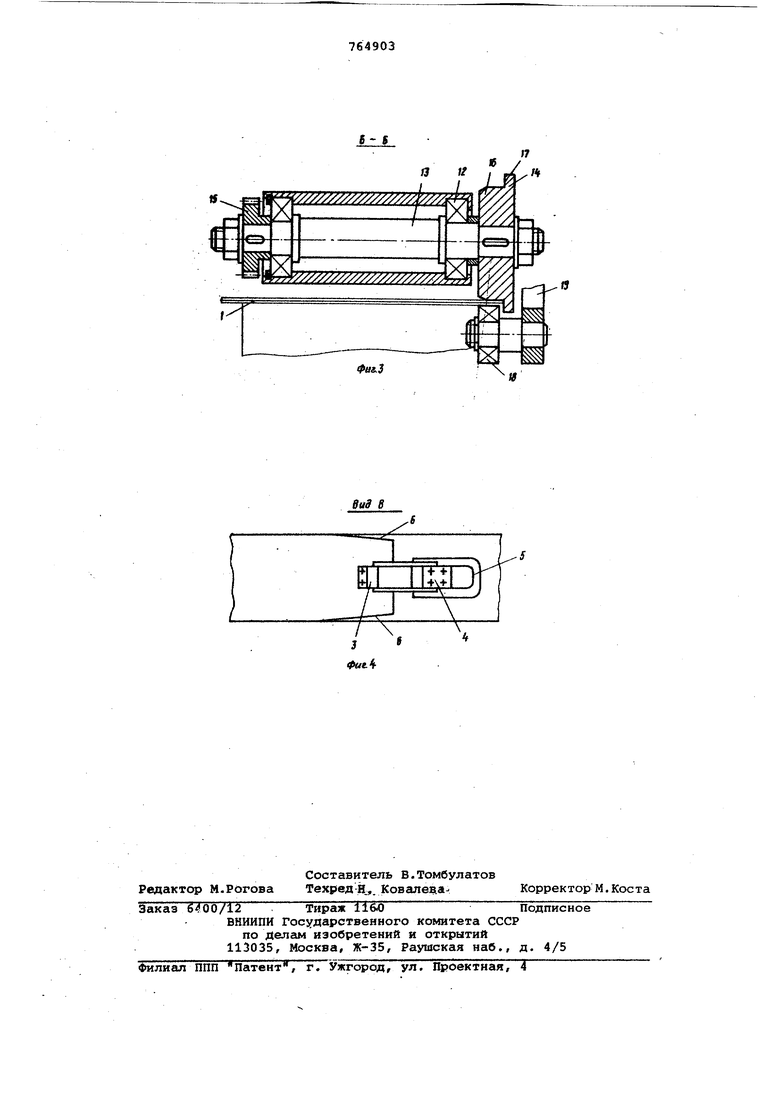
На подрамнике 8 в подшипниках 12 качения установлан вал 13, на котором с одной стороны закреплен приводной ролик 14, а с другой - шестерня 15 привода (на черт, не показан) . Рабочая поверхность ролика 14 имеет заходной конус 16 и реборду. 17,
К ролику 14 поджат холостой ролик 18, установленный на рычаге 19, связанном шарниром 20 с подрамником 8 и подпружиненном относительно него пружиной 21.
На подрамниках 7, 9 установлены холостые ролики, выполненные из дв половин22, 23, подпружиненных тарельчатыми пружинами 24, и размещенные на валу 25 в подшипниках 26 .Ось- приводного ролика 14 перпендиклярна осям этих холостых роликов, рабочие поверхности 27, 28 которых образуют канавку 29 для направляющего пояса 1.
Устройство работает следугадим образом.
Устанавливаютскобу и необходимое количество призм 2 на соответствугацие отверстия пояса 1 в зависимости qT диаметра свариваемой .трубы. Пояс; 1 накручивают на трубу и закрепляют замком 5. Настраивают кареткуна кривизну пояса 1 путем поворота подрамников 7, 9 относительно подрамника 8 на шарнирах 10 и фиксируют это положение зажимным механизмом 11. Отводят рычаг 19 и устанавливают каретку на пояс 1. При.,этом замыг ается цепь: подрамник 8 - пружина 21 - рчаг 19- ролик 18- пояс 1- ролик 14- вал 13- подшипники 12- подрамник 8, Половинки 22, 23 холостых роликов расходятся, сжимают тарельчатые пружины 24 и зажимают пояс 1 Замкнутая система: холостые ролики - подрамники 7, 8, 9 - реборда 17 исключает перемещение каретки поперек пояса 1.
При движении каретки по направляющему поясу 1 наибольшее возмущение горелки будет в месте замка 5, при этом толщина стальной ленты не увеличится.
При этом плавность прохода стыка труб роликами 14 обеспечивается наличием заходного конуса 16 и скосов б пояса 1, а плавность прохода стыка труб холостыми роликами - наличием подпружиненных половинок 22, 23.
Применение предлагаемого изобретения расширяет диапазон труб, свариваемых одним устройством, и снижает вес устройства за счет применения менее жесткого трека, в результате чего на 12% снижгйотся трудозатраты на изготовление.
Формула изобретения
Устройство для сварки нёповоротных стыков труб, содержащее каретку, выполненную их нескольких подрамников, шарнирно-связанных между собой, и закрепленные на ней с возможностью взаимодействия с направляющим поясом три холостых и приводной ролики, отличают еес я тем, что, с целью обеспечения возможности использования од.ного направляющего пояса при сварке tpye различных диёйнетров и упретцения конструкции, приводной ролик закреплен с возможностью вэаимодей ствия с наружной поверхностью направляющего пояса, а один из холостых роликов - с нижней поверхностью направля лцего пояса и установлен в одной плоскости с приводным роликом проходящей через продольную ось. трубы, каждый из рвух других холостых роликов выполнен и двух подпружиненных между собой по ловин, при этом приводной и первый холостой ролик подпружинены между собой и оси этих роликов закреплены перпендикулярно осям двух других холостах роликов, Источники информации, принятые во внимание при экспертизе 1.Патент США 3806694, кл. 219-124, 1973. 2.Патент США 3800116, кл. 219-60, 1974. 3.Авторское Свидетельство СССР по заявке 2036262/25-27, - В 23 К 31/06, 1974,
Фаг.3

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки неповоротных стыков труб | 1985 |
|
SU1275852A1 |
| Устройство для сварки неповоротных стыков труб | 1985 |
|
SU1275853A1 |
| УСТРОЙСТВО для СВАРКИ КОЛЬЦЕВЫХ стыков ТРУБ | 1969 |
|
SU257650A1 |
| Устройство для сварки неповоротных стыков труб | 1985 |
|
SU1286376A1 |
| Устройство для перемещения инструмента | 1990 |
|
SU1729721A1 |
| МОДУЛЬ ЛАЗЕРНО-ДУГОВОЙ ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ СТЫКОВ ТРУБ | 2013 |
|
RU2548842C1 |
| УСТРОЙСТВО ДЛЯ НАСТРОЙКИ СВАРОЧНОЙ ГОРЕЛКИ НА СТЫК | 1987 |
|
SU1471416A1 |
| Устройство для автоматической сварки неповоротных кольцевых стыков | 1983 |
|
SU1117169A1 |
| Устройство для сварки неповоротных стыков труб | 1983 |
|
SU1098727A1 |
| Устройство для автоматической сварки неповоротных стыков труб | 1978 |
|
SU770699A1 |