Изобретение относится к сварочноу оборудованию для автоматической сварки неповоротных стыков труб, в
частности труб больших диаметров, и
применяется в химической и энергетической промьшленности, где широко используется автоматическая сварка
труб.
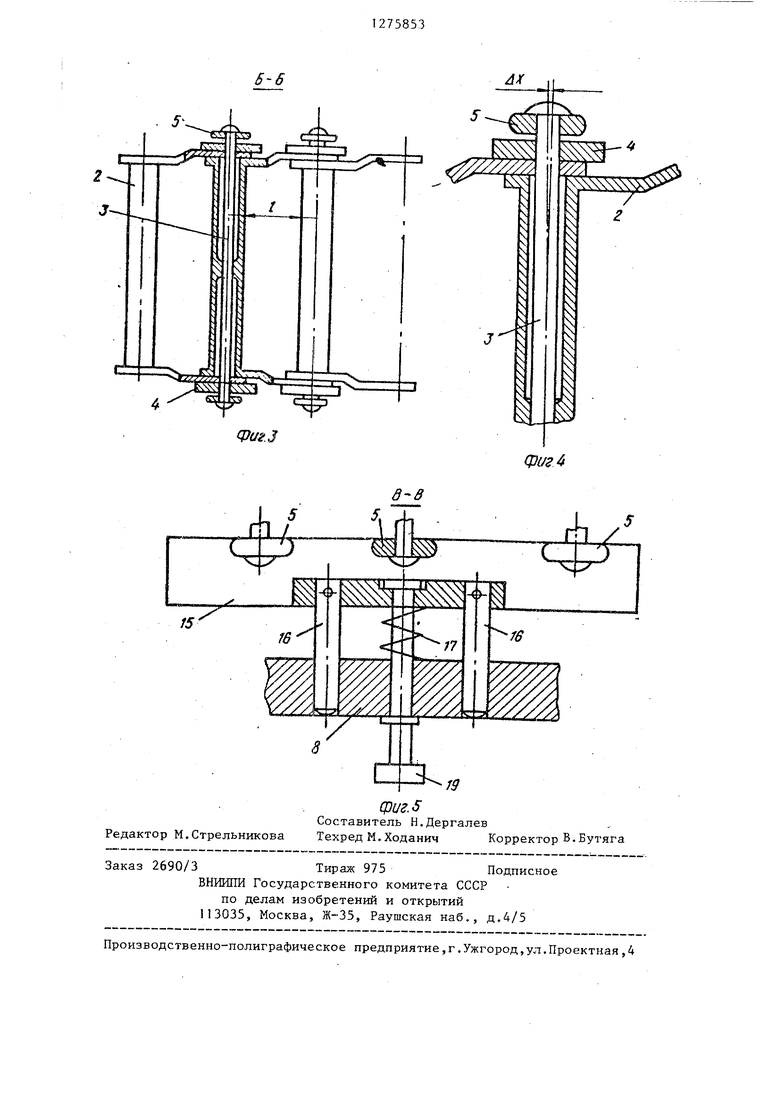
Целью изобретения является повьшение производительности при установке каретки на трубы больших диаметров. На фиг.1 представлено предлагаемое устройство; на фиг,2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - деформация оси пояса; на фиг.З - разрез В-В на фиг. .
Устройство для сварки неповоротных стыков труб содержит направляющий пояс 1, выполненный из отдельных звеньев 2, связанных между собой упругими осями 3, на концах которых смонтированы ролики 4 и 5. На поясе 1 установлена каретка 6, вьтолненная из секций 7-9, связанных между собой шарнирами 10 и имеющими приводные колеса 11. Секции 7 и 9 кинематически связаны с секцией 8 через винт 12, пружину 13 и маховик 14. Каретка 6 связана с расположенными симметрично продольной оси каретки 6 направляющими 15, вьтолненными в виде упругих изогнутых пластин длиной L,, Направляющие 15 жестко связаны с дополнительными направляющими 16,, проходящими через секцию 8 каретки 6„ Секция 8 подпружинена пружиной 17 к направляющим 15. При этом пружина 17 размещена на ручках 18 и 19, проходящих через секцию 8, жестко связанную с направляющими 15. С последними контактируют ролики 5, оси 3 которых расположены на расстоянии 1 друг от друга. Дпина L направляющих 15 выбрана из соотношения L ЗР. Суммарньш прогиб осей в направлении продольной оси каретки 6 равен по крайней мере длине звена 2, В корпусе каретки смонтированы ползуны 20.
Устройство работает следующим образом.
В зависимости от диаметра трубы набирают число звеньев 2 с учетом плотного прилегания пояса 1 к трубе. Пояс устанавливают на трубу и крайние звенья замыкают приспособлением (не показано), при этом ролики 4 прижимаются к трубе. Затем устанавливают каретку 6 на пояс 1. Для этого
ручками 19 и 18 разводят в разные стороны дополнительные направляющие 16 5 а вместе с ними направляющие 15 так чтобы направляющие 15 вошли под
ролики 5. Отпускают ручки 18 и 19 и пружиной 17 обеспечивают надежный контакт . направляюш,их 1 5 с роликами 5. При установке каретки на пояс следят за тем, чтобы ползуны 20 касались
роликов 4. Затем вращают маховик 14, который, перемещаясь по винту 12, освобождает пружину 13. Последняя разворачивает секции 7 и 9 относительно секции 8 в шарнирах 10. Маховик 14 вращают до тех пор, пока приводные колеса 11 не входят в контакт с трубой. Пружина 13 обеспечивает надежный поджим колес 11 к трубе и создает фрикционное сцепление между ними. Включают привод (не показан) и перемещают каретку 6 по трубе.
При перемещении каретки 6 направляющие 15 взаимодействуют с роликами 5 и заставляют их вращаться вокруг осей 3. Направляющие 15 всегда находятся в контакте с тремя роликами 5, посколькуих длина выбирается из соотношения L 31, и точно копируют поверхность трубы.
0 При перемещении каретки 6 ползуны 20 скользят по торцовой поверхности роликов 4, ограничивают перемещения каретки 6 вдоль оси трубы и производят сварку, В случае сварки тру5 бы с большим допуском по диаметру используют то же самое устройство. Фиксацию устройства на трубе обеспечивают тем же поясом 1 за счет .изгиба осей 3, суммарный прогиб которых
0 Z увеличивает первоначальную длину пояса,
Упругость направляющих 15 позволяет компенсировать переменную визну трубы в пределах её допусков и температурные расширения при нагреве, Устройство повышает производительность, так как упрощается установка направляющего пояса на трубу и уменьQ шается время на перестановку пояса с одного диаметра свариваемых труб на другой,. Кроме того, повышается качество сварного соединения за счет более точного копирования поверхнос ти свариваемой трубы, поскольку колеса каретки перемещаются по трубе и конструкция направляющего пояса позволяет компенсировать температурные расширения при нагреве трубы.
Формула изобретения Устройство для сварки неповоротных стыков труб, содержащее направляющий, пояс, выполненный из отдельных звеньев, связанных осями, и установленную на поясе каретку с приводными колесами, выполненную из шарнирно связанных между собой секций, отличающееся тем, что, с целью повьшения производительности при установке каретки на трубы преимущественно больших диаметров, каретка снабжена направляющими элементами, а направляющий пояс снабжен роликами, закрепленными на концах осей звеньев, при этом направляющие элементы вьшолнены в виде подпружиненных упругих изогнутых пластин, установленных с возможностью перемещения относительно каретки, длина которых L / 31, где 1 - расстояние между осями роликов, а оси звеньев выполнены упругими, причем суммарный прогиб осей в направлении продольной оси устройства равен по крайней мере длине звена.
ф1/г.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки неворотных стыков труб | 1978 |
|
SU764903A1 |
| Устройство для сварки неповоротных стыков труб | 1985 |
|
SU1275852A1 |
| Устройство для дуговой сварки | 1986 |
|
SU1357167A2 |
| УСТРОЙСТВО ДЛЯ НАСТРОЙКИ СВАРОЧНОЙ ГОРЕЛКИ НА СТЫК | 1987 |
|
SU1471416A1 |
| Устройство для сварки неповоротных стыков труб | 1985 |
|
SU1286376A1 |
| МОДУЛЬ ЛАЗЕРНО-ДУГОВОЙ ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ СТЫКОВ ТРУБ | 2013 |
|
RU2548842C1 |
| Устройство для сварки неповоротных стыков трубопроводов | 1984 |
|
SU1225744A1 |
| Устройство для автоматической сварки неповоротных кольцевых стыков | 1983 |
|
SU1117169A1 |
| Устройство для сварки неповоротныхСТыКОВ ТРуб | 1975 |
|
SU795825A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 2017 |
|
RU2678552C1 |

Изобретение относится к сварочному оборудованию для автоматической сварки неповоротных стыков труб и применяется в химической и энергетической промьшленности. Целью изобретения является повышение производительности при установке каретки на трубы больших диаметров. Устройство содержит направляющий пояс с роликами, закрепленными на концах осей упругих звеньев, каретку с приводными колесами, выполненную из шарнирно связанных между собой секций, , направляющие в виде подпружиненных упругих изогнутых пластин, установленных с возможностью перемещения относительно каретки. Длина L направляющих выбрана из условия , где 1 - расстояние между осями роликов, а суммарный прогиб осей в направлении продольной оси устройства равен по крайней мере длине звена. В корпусе каретки смонтированы ползуны. При перемещении каретки ползуны скользят по торцовой поверхности роликов и ограничивают перемещение каретки вдоль оси трубы в процессе (Л сварки. При перемещении каретки направляющие взаимодействуют с роликас ми и заставляют их вращаться вокруг осей. Направляющие всегда находятся в контакте с тремя роликами, поскольку их длина L 31, и точно копируют поверхность трубы. 5 ил. tc С71 ОС сдое
| Устройство для сварки неворотных стыков труб | 1978 |
|
SU764903A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для автоматической сварки неповоротных стыков труб | 1980 |
|
SU956200A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| АВТОМАТ ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 0 |
|
SU232156A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
