втулки 16 на центрирующую оправку 8 и зажимается гайкой 17. Выпускное отверстие 18 и гибкие трубки 19 служат для подачи СОЖ в зону резания. Притир 20 жестко закрепляется в шпинделе станка (не показан), в нижней части корпуса 3 смонтирован жесткий упор 21, а на основании установлен подпружиненный упор 22 выполняющий функцию ограничителя крутящего моментаТ Флажки 23 и 24, установленные в верхней части устройства, служат для команды на включение цикла обработки и временное прекращение обработки (выхаживание),
Устройство работает следующим образом.
Обрабатываемую деталь 15 устанавливают на втулку 16. Для определения точного положения отверстия детали устанавливают калибр 13, который входит конической частью в отверстие детали в верхнем положении, а нижняя часть калибра фиксируется по отаерстию, выполненному в центрирующей оправке 8, После того, как деталь зафи сирована по углу фиксируквдим элементом 14 и по отверстию калибром 13, ее зажимают гайкой 17. Затем вынимают калибр 13,
Таким образом, отверстие в. детали подготовлено к обработке, Смазочноохлаждающая жидкость через впускное отверстие 18 через трубки 19 подается непосредственно в зону резания по отверстиям 11 и 12.
После того как деталь зафиксирована, включают вращательное и возвратно-поступательное движения шпинделя, на котором установлен разжимной притир 20, Осуществляется обработка отаерстия. При этом происходит быстрый разжим притира до касания с обрабатываемой поверхностью детали, В момент касания обрабатываемая деталь, а заодно и цилиндрический корпус 3, увлекаемые вращающимся притиром, поворачиваются до.контакта жесткого упора 21 с подпружиненным упором 22, При этом флажок 23 воздействует на
бесконтактный датчик (не показан), который дает команду на перевод с быстрого разжима притира на заданную рабочую подачу, т,е. начало цикла обработки. При перегрузке срабатывает флажок 24, при этом автоматически отключается рабочая подача, происходит процесс выхаживания. При понижении усилия резания, под действием подпружиненного упора, корпус
3 возвращается в положение, а котором дается импульс на повышение усилия резания.
Предложенное устройство обе.спечивает высокое качество обработки за
счет базирования детали по обрабатываемому отверстию, что полностью исключает влияние погрешности смещения от заданных размеров центрального отверстия, а также за счет стабилизации силы резания.
Формула изобретения
Устройство для притирки отверс-. тий, смещенных относительно центра детали, содержащее установленный на основании с возможностью поворота относительно своей оси цилиндрический
корпус, в котором эксцентрично расположена центрирующая оправка и установлен подвижный в радиальном направлении фиксирующий элемент, о т л ичающееся тем, что, с целью
повышения точности обработки, оно
снабжено закрепленным на основании подпружиненным упором и расположенными на корпусе флажками и жестким упором, установленным с возможностью контакта с подпружиненным упором,
при этом центрирующая оправка выполнена поворотной, а фиксирующий элемент установлен с возможностью кон- такта с центрирующей оправкой. Источники информации,
принятые во внимание при.экспертизе 1, Нормальные детали и узлы сТаночных приспособлений, М,, Оргавиапром, 1943, с,192,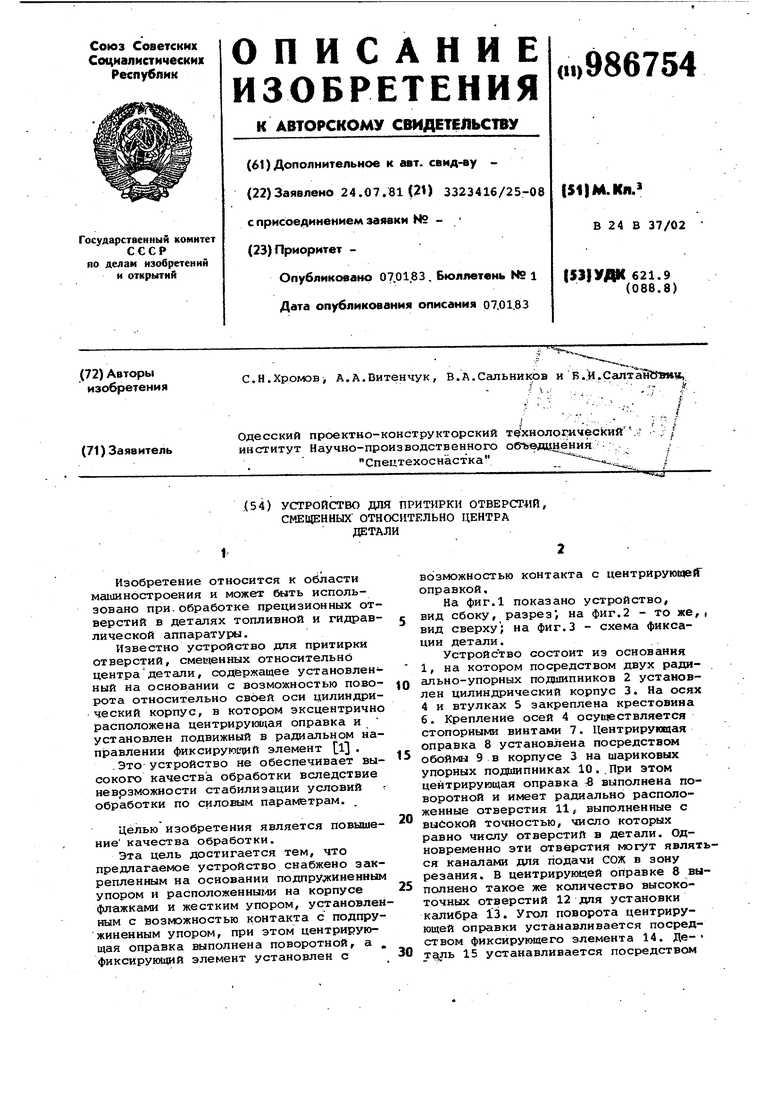

| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для доводки глухих отверстий | 1979 |
|
SU770762A2 |
| Станок для доводки поверхностей вращения | 1982 |
|
SU1039700A1 |
| Станок для обработки деталей с криволинейными поверхностями | 1980 |
|
SU1014674A1 |
| Приспособление с ориентацией детали при финишной обработке | 1989 |
|
SU1682140A1 |
| Устройство для доводки отверстий во втулках плунжеров | 1988 |
|
SU1645112A1 |
| Станок для доводки отверстий | 1983 |
|
SU1093512A1 |
| Устройство для доводки цилиндрических поверхностей | 1977 |
|
SU891379A1 |
| Устройство для притирки цилиндрических отверстий | 1975 |
|
SU541657A2 |
| РАЗЖИМНАЯ ОПРАВКА | 2013 |
|
RU2519708C1 |
| Устройство для разжима притира | 1982 |
|
SU1052373A1 |

